Изобретение относится к порошковой металлургии, в частности к штампам для горячей штамповки пористых порошковых изделий, имеющих отверстия различного диаметра.
Цель изобретения - снижение металлоемкости штампа и повьш1ение надежности его работы.
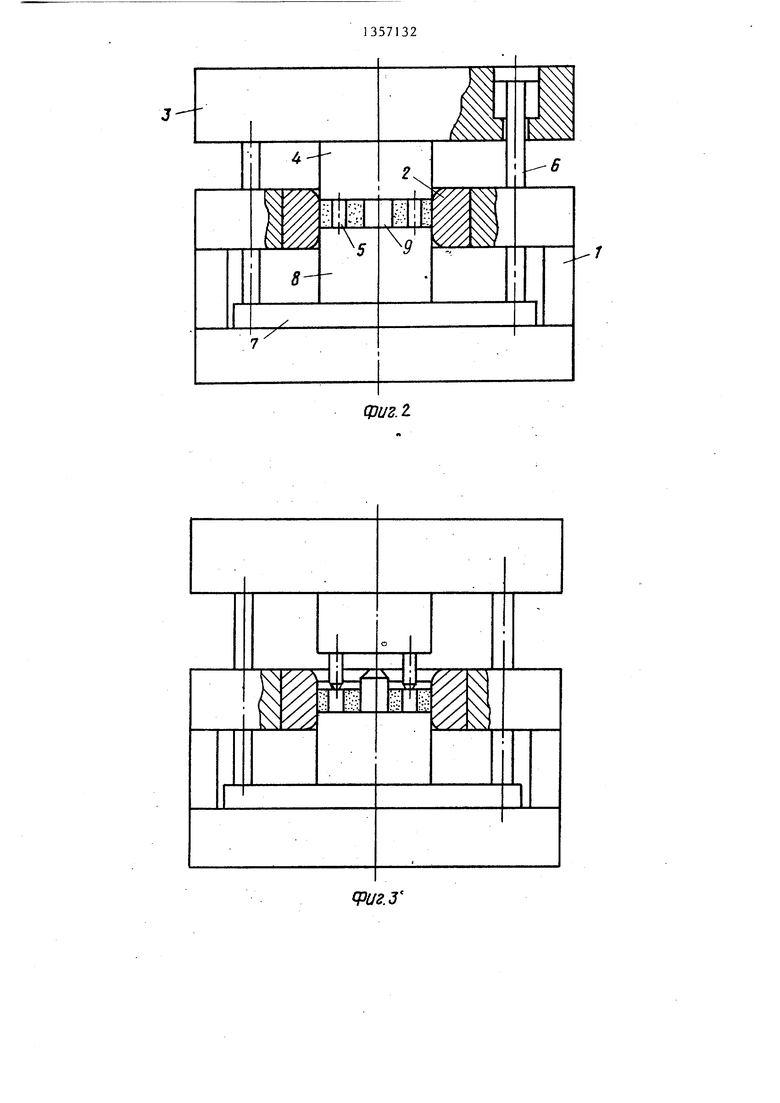
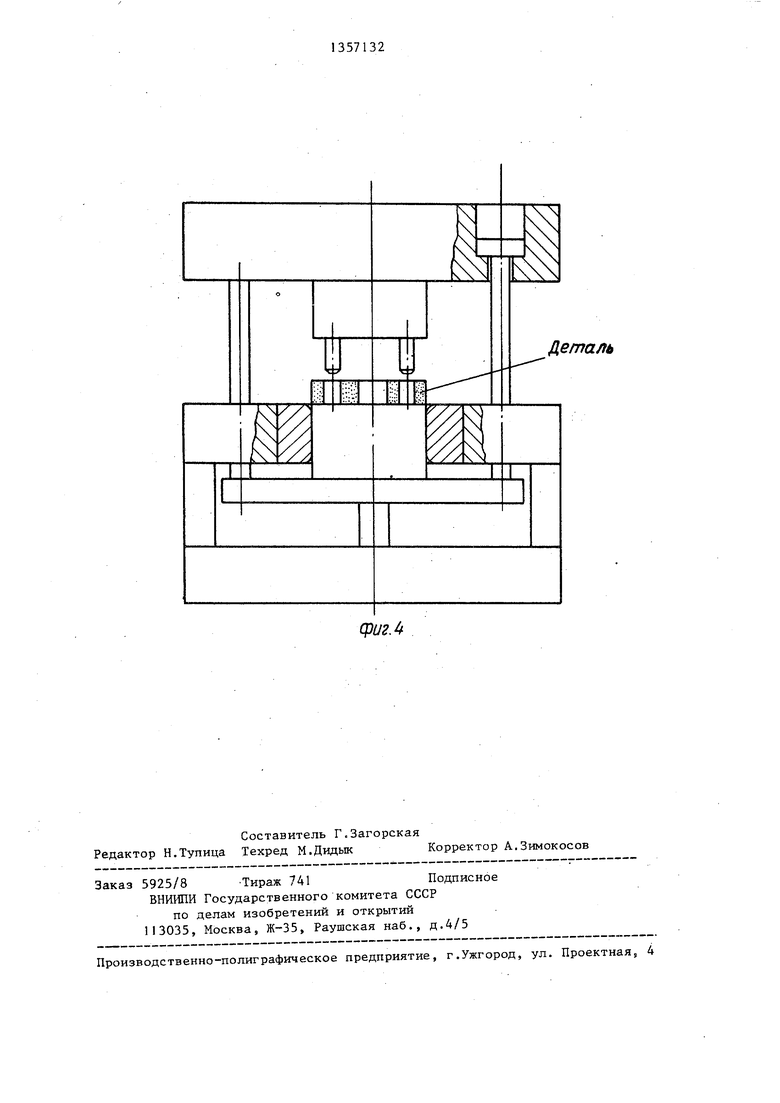
На фиг.1 изображен штамп в положении, соответствующем моменту загрузки изделий; на фиг.2 - то же, в момент окончания допрессовки; на фиг.3 - то же, в момент извлечения стержней, закрепленньпс в пуансоне, из изделия; на фиг.4 - то же, в момент окончания выталкивания и освобождения стержней, закрепленных в корпусе.
Штамп для горячей штамповки изделий из порошка содержит корпус 1 с закрепленной в нем матрицей 2, верхнюю плиту 3, на которой закреплен пуансон 4, стержни 5 меньшего диаметра, закрепленные в пуансоне 4, две тяги 6, посредством которых верхняя плита 3 соединена с траверсой,. На траверсе 7 установлен выталкиватель 8, в корпусе 1 закреплены стерж ни 9 большего диаметра.
10
15
20
25
После окончания полного уплотнения изделия и достижения им заданной высоты начинается обратный ход ползуна. Верхняя плита 3 пуансоном 4 удаляется от поверхности изделия с одновременным удалением из него стержней 5 меньшего диаметра. Изделие при этом остается в .полости матрицы 2, поскольку силы трения между изделием, матрицей 2 и стержнями 9 всегда вьш1е сил трения между изделием и стержнями 5. При дальнейшем ходе ползуна вверх головки тяг 6 упираются в соответствующие поверхности плиты 3, и выталкиватель 8 извлекает изделие из полости матрицы 2. Штамп принимает исходное положение, и цикл повторяется. Обеспечивается кратковременный контакт стержней меньшего диаметра с изделием, .они испытьюают минимальное термичес- кое влияние, что значительно повьшга- ет их стойкость. Снижается металлоемкость штампа и повьш1ается надежность его в работе.
Формула изобретения
30
Штамп для горячей штамповки изделий из порошка с отверстиями различного диаметра, содержащий корпус с закрепленной в нем матрицей, верхнюю плиту с закрепленным на ней Нагретое изделие подается в штамп, 5 пуансоном, траверсу с выталкивателем.
Штамп работает следующим образом .
начинается рабочий ход пресса и изделие опускается в полость матрицы 2, надеваясь на стержни 9 большего диаметра, закрепленные в корпусе 1. Выталкиватель 8 перемещается вместе с траверсой 7 вниз до упора в поверхность корпуса 1, а стержни 5 меньшего диаметра вводятся в изделие.
Дальнейшее движение пуансона 4 с верхней плитой 3 приводит к уплотнению изделия.
стержни большого диаметра, закрепленные в корпусе, и стержни меньшего диаметра, отличающийся тем, что, с целью снижения металлоем40 кости, штампа и повьш1ения надежности его работы, стержни меньшего диаметра закреплены в пуансоне, при этом суммарная площадь рабочей поверхности стержней меньшего диамет46 ра меньше или равна суммарной площади рабочей поверхности стержней большего диаметра.
5
0
5
После окончания полного уплотнения изделия и достижения им заданной высоты начинается обратный ход ползуна. Верхняя плита 3 пуансоном 4 удаляется от поверхности изделия с одновременным удалением из него стержней 5 меньшего диаметра. Изделие при этом остается в .полости матрицы 2, поскольку силы трения между изделием, матрицей 2 и стержнями 9 всегда вьш1е сил трения между изделием и стержнями 5. При дальнейшем ходе ползуна вверх головки тяг 6 упираются в соответствующие поверхности плиты 3, и выталкиватель 8 извлекает изделие из полости матрицы 2. Штамп принимает исходное положение, и цикл повторяется. Обеспечивается кратковременный контакт стержней меньшего диаметра с изделием, .они испытьюают минимальное термичес- кое влияние, что значительно повьшга- ет их стойкость. Снижается металлоемкость штампа и повьш1ается надежность его в работе.
Формула изобретения
стержни большого диаметра, закрепленные в корпусе, и стержни меньшего диаметра, отличающийся тем, что, с целью снижения металлоем40 кости, штампа и повьш1ения надежности его работы, стержни меньшего диаметра закреплены в пуансоне, при этом суммарная площадь рабочей поверхности стержней меньшего диамет46 ра меньше или равна суммарной площади рабочей поверхности стержней большего диаметра.
фиг. 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для безоблойной штамповки | 1983 |
|
SU1183271A1 |
| Штамп для штамповки изделий из плоских заготовок | 1987 |
|
SU1447479A1 |
| Штамп для горячей штамповки порош-КОВыХ зАгОТОВОК | 1979 |
|
SU846108A1 |
| Многопозиционный штамп для холодной объемной штамповки | 1991 |
|
SU1836172A3 |
| Штамп для прямого выдавливания | 1980 |
|
SU884812A1 |
| Устройство для выдавливания полых изделий | 1975 |
|
SU537744A1 |
| Штамп для высадки стержневых заготовок | 1985 |
|
SU1269911A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Способ изготовления ступенчатыхдЕТАлЕй | 1979 |
|
SU821014A1 |
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1053929A1 |
Изобретение относится к штампам для горячей штамповки изделий из порошка с отверстиями различного диаметра. Цель - снижение металлоемкости штампа и повышение надежноети его в работе. Нагретое изделие подается в штамп, начинается рабочий ход пресса и изделие опускается в полость о матрицы 2, надеваясь на стержни 9 большего диаметра, закрепленные в корпусе 1. Выталкиватель 8 перемещается вместе с траверсой 7 вниз до упора в поверхность корпуса 1, а стержни 5 меньшего диаметра вводятся в изделие. Дальнейшее движение пуансона 4 с верхней плитой 3 приводит к уплотнению изделия. В штампе обеспечен кратковременный контакт стержней меньшего диаметра с изделием, они испытьшают минимальное термическое влияние, что значительно повьш1ает их стойкость. Снижается металлоемкость штампа и повьш1ается надежность его в работе. 4 ил. с 1сл ЗагошаВ-- г 00 ел vN СО ю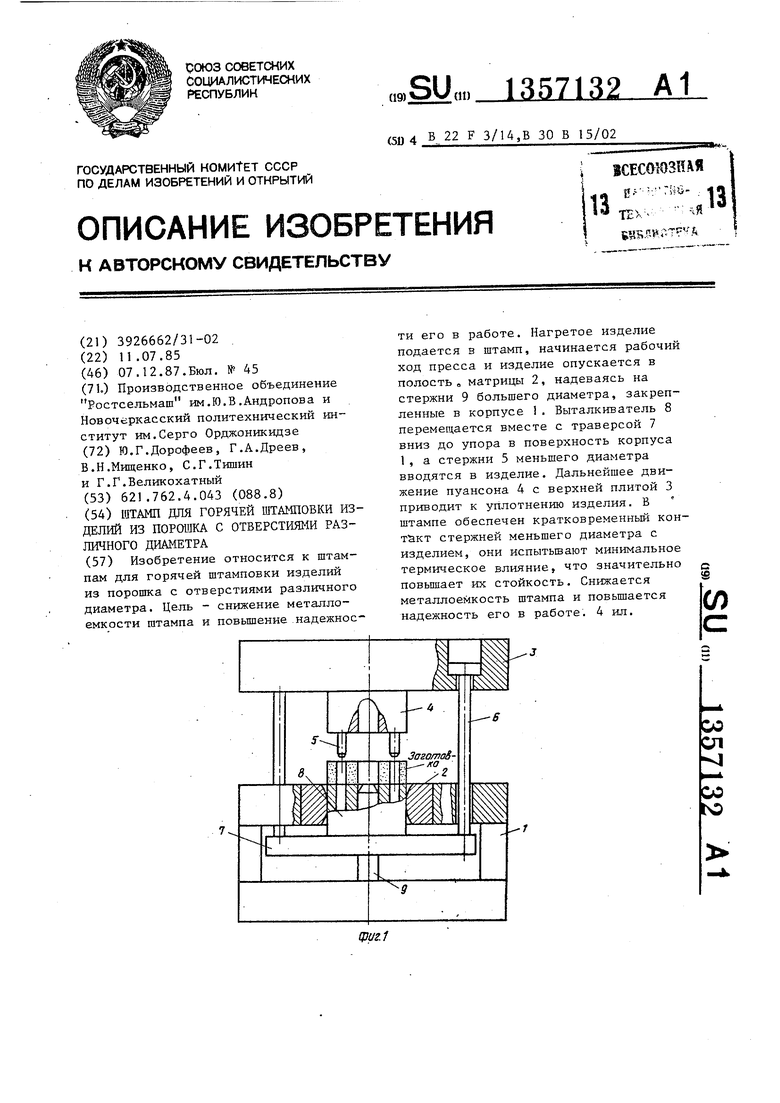
с
Риг.з
Дета/1ь
Составитель Г.Загорская Редактор Н.Тупица Техред М.Дидьж °PP L l ™.
з1к1Г5925/8 Тираж 741Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно
-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
(ризЛ
