Изобретение относится к области обработки металлов давлением и может быть использовано, при изготовлении разж Ш1Ш1х кулаков тормозных механизмов машин.5
Целью изобретения является повышение производительности процесса и качества получаемых изделий путем совмещения операций вьщавливания и сдвига фигурной головки изделия и 10 устранения образования заусенца в процессе штамповки. .
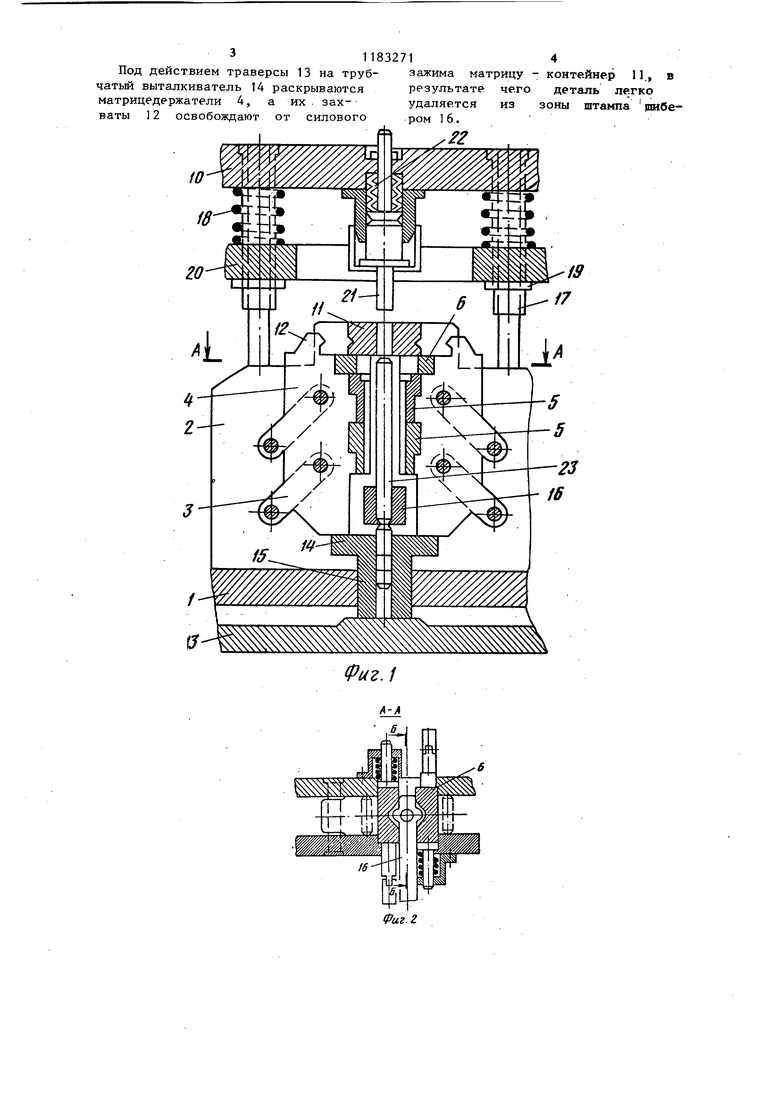
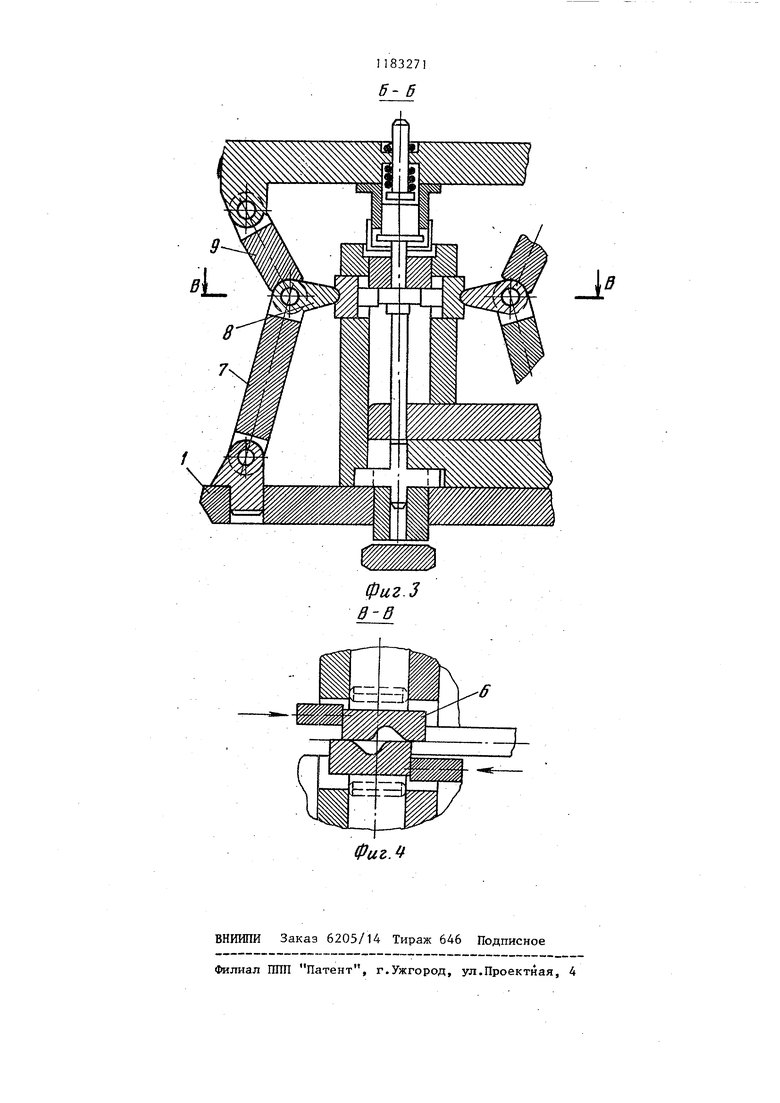
На фиг.1 показан штамп для безоблойной штамповки поковок, разомкнутое положение на фиг.2 - разрез 15 А-А на фиг.1, на фиг.З - разрез Б-Б на фиг.2, на фиг. 4 - разрез В-В на фиг.3.
Штамп содержит неподвижную нижнюю плиту 1, на которой закреплены две 20 боковые направляющие плиты 2, между ними симметрично с двух сторон установлен с возможностью перемещения механизм запирания, вьшолненный в виде двух пар параллельных рычагов 25 3, каждый из которых шарнирно связан с направляющими плитами 2 и разъемными матрицедержателями 4, на которых установлены набор матриц 5. Кроме того, в пазах матрицедержателей 4 уста-зо новлены разъемные полуматрицы 6 с возможностью перемещения в горизонтальной плоскости во взаимно противоположных направлениях с помощью механизма сдвига, выполненного в ви- , де подвижных рычагов 7 и 8, шарнирно связанных с нижней плитой 1, и подвижного рычага 9, шарнирно связанного с верхней плитой 10. Над полуматрицей 6 размещена матрица-контейнер д« 11 с возможностью возвратно-поступательного перемещения с помощью матрицедержателей 4, снабженных захватами 12. , .
В центре нижней плиты 1 размещен механизм раскрытия разъемных матрицедержателей 4, состоящий из подвижной траверсы 13, трубчатого выталкивателя 14 и штока 15. Кроме этого, на нижней плите 1 смонтированы пода- JQ щий разъемный шибер 16, предназначенный для подачи заготовок в зону тамповки.
К верхней плите 10 с помощью на- . равляющих втулок 17, силовых пружин 55 18 и ограничителей 19 прикреплена лита 20, Кроме того, в центре верхей штаты 10 установлен пуансон 21
выдавливания, связанный с пакетом тарельчатых пружин 22.
Штамп работает следующим образом.
Нагретую до ковочной температуры заготовку 23 помещают в разъемный подающий шибер 16, с помощью которого подают в зону штамповки и размещают ее в матрицах 5 и 6. При ходе ползуна (не показано) вниз подвижные матрицедержатели 4 с прикрепленными к ним разъемными матрицами 5, матрицей-контейнером 11 и полуматрицами 6 смыкаются под действием подпружиненной прижимной плиты 20, при этом матрица-контейнер 11 опускается вниз и зажимается с помощью захватов 12 разъемных матрицедержателей 4.
Таким образом, при смыкании разъемных матриц 5, полуматриц 6 и матрицы-контейнера 11 образуется замкнута полость фигурной головки и стержня заготовки.
При. дальнейшем ходе ползуна пуансон 21 осаживает конец заготовки и вьдавливает ее из отверстия матрицыконтейнера 11 в фигурную полость полуматриц 6 до полного ее заполнения. После этого пуансон 21 доходит до ограничителя хода (не показано) и остается неподвижным в направлении дальнейшего хода ползуна вниз. При избытке металла в полостях полуматриц 6 пуансон 21 не доходит до ограничителя хода, компенсируя своим недоходом избыток металла.
При дальнейшем перемещении ползуна и соответственно верхней плиты 10 рычаги 9 оказывают воздействие на шарнирно связанные рычаги 7 и 8 и происходит одновременное взаимное перемещение полуматриц 6 в плоскости, перпендикулярной оси заготовки во взаимно противоположных направлениях, осуществляя сдвиг головки относительно оси заготовки, при этом до момента сдвига и во время сдвига головки подпружиненный пуансон 21 воздействует осевым давлением на головку, что улучшает условия протекания процесса деформации сдвигом.
При обратном ходе ползуна вверх верхняя плита 10 совместно с подпружиненной прижимной плитой 20 прекращает силовое воздействие на матрицедержатели 4, которые размыкают матрицы 5 и 6.
311832714
Под действием траверсы 13 на труб- зажима матрицу - контейнер П., в
чатьй выталкиватель 14 раскрываются матрицедержатели 4, а их захваты 12 освобождают от силового
результате чего деталь легко удаляется из зоны штампа ргабером 16.
Фиг.1
В
П83271 б- б
J.
Фиг.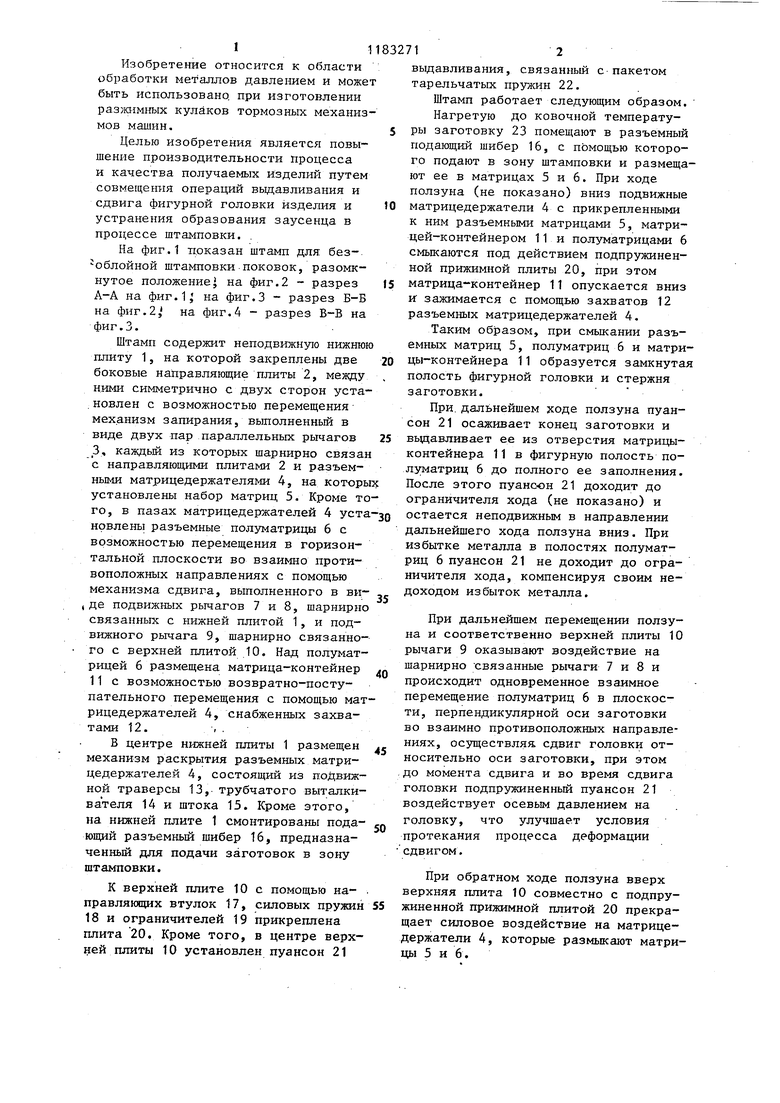
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для безоблойной штамповки | 1985 |
|
SU1299695A2 |
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |
| Штамп для безоблойной штамповки поковок | 1976 |
|
SU585910A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ПОКОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2003 |
|
RU2248856C1 |
| Штамп для безоблойной штамповки поковок | 1980 |
|
SU969406A1 |
| Ковочный пакет для горячей безоблойной штамповки | 1986 |
|
SU1433619A1 |
| Штамп для безоблойной штамповки | 1980 |
|
SU996033A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ поковок, содержащий верхнюю плиту с пуансоном, нижнюю плиту с разъемной матрицей в виде двух полуматриц, установленных в матрицедержателе, механизм запирания полуматриц, отличающийся тем, что, с целью повьш1ения производительности и качества получаемых изделий, он снабжен дополнительными полуматрицами, установленными в матрицедер. жателе, а также матрицей-контейнером, установленной на матрицедержателе со стороны пуансона и образующей с полуматрицами при замыкании гравюру под изделие, при этом дополнительные полуматрицы установлены с возможностью смещения во взаимнопротивоположных направлениях в плоскости, перпендикулярной плоскости разъема 3 полуматриц, и снабжены приводом в ел виде рычагов, шарнирно связанных с верхними и нижними плитами.
| Штамп для безоблойной штамповки поковок | 1976 |
|
SU585910A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
