1
Изобретение относится к объемной штамповке, в частности к изготовлению деталей методом выдавливания, и может быть использовано при изготовлении деталей типа накидных гаек, ниппелей и пр.
Известен штамп 1 для объемной штам- повкн методом выдавливания, содержащий верхнюю и нижнюю плиты, пуансон, закрепленный на верхней плите и размещенный внутри полой подпружиненной оправки, усилие прижима которой равно усилию выдавливания. Однако этот штамп не обеспечивает одновременной пробивки отверстия.
Известно также устройство для выдавливания полых изделий f2, содержащее верхнюю и нижнюю плиты, соосно установленные пуансон для вьщавливания полости и пуансон для пробивки отверстия, а также вталкиватель.
Недостатком известного устройства
является то, что диаметр прошивной мат- рипы больше диаметра пуансона для выдавливания на величину зазора для вырубки, поэтому возможно получение только полых изделий с диаметром пробитого отверстия,
равным диаметру выдавленной полости, что уменьшает номенклатуру получаемых изделий и ухудшает их качество.
Целью изобретения является повышение качества и увеличение номенклатуры получаемых изделий.
Эта цель достигается тем, что пуансон для пробивки снабжен концентрично установленной с ним обоймой, смонтированной в верхней плите с возможностью осевого перемещения относительно пуансона, при этом выталкиватель выполнен полым, а пуансон для выдавливания расположен внутри выталкивателя и снабжен буфером, в результате чего за один рабочий ход происходит выдавливание стаканчика с толщиной дна заданной величины и пробивка отверстия пуансоном, диаметр которого меньше диаметра выдавленой полости, что повышает качество и увеличивает номенклатуру получаемых изделий.
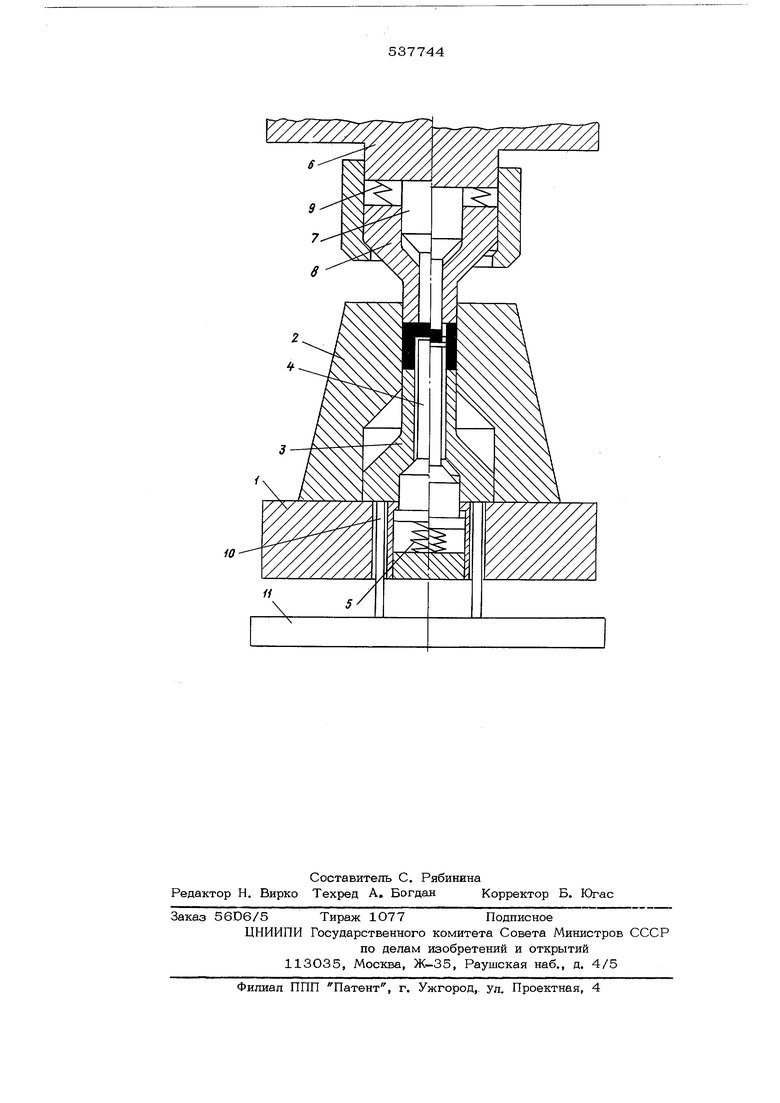
На чертеже схематически изображено предлагаемое устройство для выдавливания полых изделий, общий вид. Предлагаемое устройство содержит жест ко закрепленную на нижней плите 1 матрицу 2, в которой расположен полый выталкивателъ 3 с пуансоном 4 для выдавливания, установленным на буфере 5 с воз можностью перемещения вдоль оси давления. На верхней плите 6 жестко установлен пуансон 7 для пробивки отверстия, снабженный концентрично установленной с ним обоймой 8, смонтированной на буфере 9с возможностью осевого перемещения относительно пуансона 7. Для перемещения выталкивателя 3 прюдназначены стержни 10траверсы 11. Работа предлагаемого устройства для выдавливания полых изделий осуществляется следующим образом. Предварительно устанавливают заготовку в матрицу 2 до упора в торец пуансона При рабочем ходе ползуна пуансон 7 и обо ма 8 одновременно прессуют изделие, осуществляя процесс выдавливания до тех пор пока стенки выдавленного изделия не касаются торца выталкивателя 3, что определяет конец процесса выдавливания. Дальнейшее движение ползуна вниз вызывает резкое увеличение усилия выдавливания, под действием которого срабатывает буфер 9. При этом обойма 8 остается на месте, а пуансон 7 продолжает движение, осуществляя пробивку дна изделия с подпором, который обеспечивается энергией буфера 5 через пуансон 4. Формула изобретения Устройство для выдавливания полых изделий, содержащее верхнюю и нижнюю плиты, соосно установленные пуансон для выдавливания полости и пуансон для пробивки отверстия, а также выталкиватель, отличающеес я тем, что, с целью повышения качества и увеличения номенклатуры получаемых изделий, пуансон для пробивки снабжен концентрично установленной с ним обоймой, смонтированной 3 верхней плите с возможностью осевого перемещения относительно пуансона, при этом, выталкиватель выполнен полым, а пуансон для выдавливания расположен внутри выталкивателя и снабжен буфером. Источники информации, принятые во внимание при экспертизе изобретения: 1.Авторское свидетельство СССР № 239016; кл, В 21 J 5/04 от 08.09,67 г. 2.Патент ГДР № 99113; кл В 21 J 5/00 от 08.11.71 г.
/7W.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания деталей коробчатой формы | 1986 |
|
SU1382575A1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| Штамп для выдавливания и пробивки | 1978 |
|
SU694272A1 |
| Штамп для выдавливания полых деталей | 1978 |
|
SU738740A1 |
| Штамп для изготовления втулок из листового материала | 1975 |
|
SU564053A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ВЫДАВЛИВАНИЕМ | 1982 |
|
SU1078743A1 |
| Штамп для пробивки отверстий в стенках полых изделий | 1987 |
|
SU1503941A1 |
| Штамп для объемного деформирования | 1988 |
|
SU1593774A1 |
| Комбинированный штамп | 1981 |
|
SU967656A1 |
| ГОРЯЧЕШТАМПОВОЧНЫЙ ПРЕСС ТРОЙНОГО ДЕЙСТВИЯ | 2009 |
|
RU2411102C1 |