(54) УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ СКОРОСТИ ПРИ НАМОТКЕ МЕЛКОСОРТНОГО ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического регулирования скорости и натяжения при намотке мелкосортного проката | 1980 |
|
SU940894A1 |
| Устройство для регулирования натяжения при намотке мелкосортного проката | 1980 |
|
SU871874A1 |
| Способ регулирования скорости моталки проката | 1980 |
|
SU893289A1 |
| Устройство для регулирования натяжения проволоки при намотке | 1981 |
|
SU959864A1 |
| Способ намотки мелкосортногопРОКАТА B буНТы | 1979 |
|
SU835559A1 |
| Устройство для управления моталкой сортового стана | 1986 |
|
SU1357199A1 |
| Устройство управления моталкой сортового стана | 1984 |
|
SU1199335A1 |
| Устройство для регулирования натяжения металла на моталке мелкосортного стана | 1980 |
|
SU897365A1 |
| Устройство для рвномерной намотки металла на моталке мелкосортного стана | 1978 |
|
SU694243A1 |
| Моталка с укладчиком для мелкосортного проката | 1978 |
|
SU694244A1 |
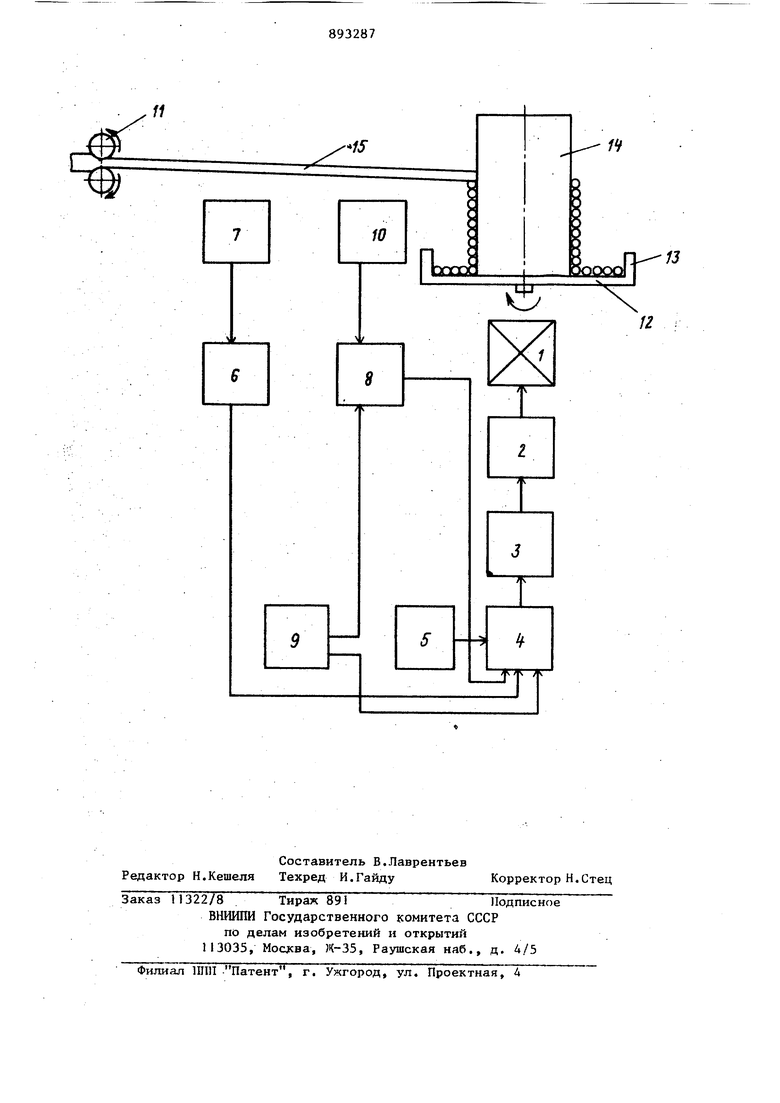
Изобретение относится к обработке металлов давлением и, в частности, к устройствам для производства проволоки в прокатных цехах. Известно устройство для управления приводом моталки стана горячей прокатки, в котором для регулирования скоростного режима моталки после выхода полосы из последней клети стана использована система управления, включающая блок задания, датчик наличия металла в последней клети и логическое устройство 1. Основным недостатком этого устройства является отсутствие возможности регулирования скорости вращения моталки в процессе формирования первых витков. Это приводит к неупорядоченной намотке начала бунта, образованию пустот в намоточном пространстве, снижению качества намотки. Известно также устройство Для регу лирования скорости при намотке мелкосортного проката, содержшчее двигатель барабана моталки и систему управления, имекяцую управляекый преобразователь с последовательно соединенными регулятором тока, регулятором скорости и блоком ограиичения тока при намотке, датчик наличия металла в последней клети стана, связанный с ним блок переключения скорости моталки и эталонный источник напряжения 21. Недостатком этого устройства является отсутствие в начале намотки (до распределения витков по высоте барабана) воздействия на частоту вращения привода для обеспечения ее соответствия скорости полосы в начальный период, когда должна происходить свободная укладка витков от наружного диаметра дамоточной чаши к внутреннему по спирали Архимеда. Ввиду такого несоответствия (линейная скорость бурта значительно выше скорости полосы) происходит удар переднего конца полосы о чашу в момент захвата и первые витки прокат Л располагаются беспорядочно у стенки намоточной чаши (по наибольшему диа метру намоточного пространства), а затем процесс в течение укладки одного витка переносится на барабан моталки и начинается намотка с натя жением, с распределением укладчиком витков по высоте барабана. Низ намоточного пространства оказывается при этом неравномерно заполненным, что снижает качество намотки бунта. Ударное взаимодействие переднего конца полосы с чашей приводит к упрочнению проката и затруд ненности его подгиба, что снижает надежность захвата полосы. Цель изобретения - повышение качества намотки и надежности захвата переднего конца. Указанная цель достигается тем, что устройство для регулирования скорости при намотке мелкосортного проката, содержащее двигатель I барабана моталки и систему управ ления, имеющую управляемый преобразователь с последовательно соединенным регулятором тока, регулятором скорости и блоком ограничения тока при намотке, датчик наличия ме талла в последней клети стана, связанный с ним блок переключения скорости моталки и эталонный источник пряжения, снабжено датчиком наличия металла в моталке и блоком временны функций, первый вход которого соединен с выходом эталонного источника напряжения, второй вход соединен с выходом датчика наличия метал ла в моталке, а выход блока временных функций соединен с третьим вход регулятора скорости. Блок временных функций и датчик наличия металла в моталке обеспечивают сигнализацию начала намотки и программируемое увеличение частоты вращения барабана в процессе укладки нижнего ряда витков. Наилучшее качество бунтов обеспечивает режим мотки с возрастанием частоты вращения намоточного барабана в начале процесса (при укладке ряда витков н дно чаши) по зависимости где V - скорость движения проката, d - шаг укладки , 0| - наибольший диаметр намоточн го пространства; J - текущее время процесса намотки. Возрастание частоты вращения начинается с момента времени f 0, определяемого сигналом датчика наличия металла в моталке, и продолжается от базового (исходного значения, вычисляемого по вьшеприведенной формуле при Т 0, до величины, соответствующей конечному моменту времени - внГ где Dgu - наименьший диаметр намоточного пространства, при котором завершена укладка ряда витков на дно чаши. На чертеже изображена блок-схема устройства. Устройство содержит двигатель 1, управляемый преобразователь 2 с последовательно соединенными регулятором 3 тока, регулятором 4 скорости и блоком 5 ограничения тока при намотке, блок 6 переключения скорости моталки, вход которого связан с выходом датчика 7 наличия металла в последней клети стана, а выход - со вторым входом регулятора 4 скорости, и блок 8, входы которого связаны с выходом эталонного источника 9 напряжения и выходом датчика 10 наличия металла в моталке, а выход - с третьим входом регулятора 4 скорости. Последняя клеть стана 1I связана с моталкой, содержащей чашу 12 с буртом 13 и намоточный барабан 14, посредством полосы }5. Устройство работает следукяцим образом. Перед намоткой моталку приводят во вращение двигателем 1, управлянмцие сигналы к которому подают через управляемый преобразователь 2 с последовательно соединенными регулятором 3 тока, регулятором 4 скорости и блоком 5 ограничения тока при намотке. Причем управляющим сигналом блока ограничения тока при намотке задают уровень кинематического натяжения проката 15, необходимый для формирования плотного бунта . Управляющим: сигналом эталонного источника 9 напряжения задают уровень начальной частоты вра1цения моталки так, чтобы линейная скорость бурта 13 чаши 12 была равна скорости прокатки. В начале намотки прокат 15 подают в моталку и первый виток бунта формируется прилегакицим к бурту 13 намоточной чаши 12 барабаном. Одновременно импульс от датчика 10 наличия металла в моталке поступает в блок 8 временны.х функций, куда так же подают сигнал от эталонного источ ника 9 напряжения, пропорциональный скорости прокатки. В блоке 8 временных функций содержится информация о габаритах намоточного пространства (D, Dnu) и сортамента проката (d) на оснопе которой производят вычисле ние tj и формируют функцию п. Сигнал от блока 8 поступает последовательно в блок 4 регулирования скорости, блок 3 регулирования тока, преобразователь 2 моталки. В соответствии с сигналом увеличивается частота вращения моталки. Последующие за первым витки укладываются по горизонтали по уменьшающемуся радиусу спирали -на дно чаши 12 до достижения боковой поверхности намоточного барабана 14, после чего начинают послойную намотку проката по вертикали с постоянным натяжением. В процессе намотки с натяжением частоту вращения моталки уменьшают с целью поддержания неизменной величины натяжения. Формирование вертикальных слоев буита продолжают до окончания прокатки в чистовой клети II, о чем сигнализирует датчик 7 наличия металла, установленный в последней клети стана 11. Сигнал датчика 7 поступает в блок 6 переключения скорости моталки, формирующий команду на снижение частоты вращения двигателя 1. Снижение скорости вращения моталки происходит до полной намотки всей полосы, после чего мота ку останавливают и бунт извлекают. Использование предлагаемого устройства для регулирования скорости при намотке сортового проката обеспе чивает по сравнению с известными уст ройствами возможность получения бунтов с равномерными размещением и без переплетения витков, что особенно важно при последующей обвязке, транспортировке и переработке бунтов на метизных предприятиях; улучшение технологии намотки, обеспечение подгиба переднего конца полосы, что, в конечном счете, повышает производительность труда. Экономический эффект от внедрения изобретения составит 122,8 тыс. руб. Формула изобретения Устройство для регулирования скорости при намотке мелкосортного проката, содержащее двигатель барабана моталки и систему управления, имеющую управляемый преобразователь с последовательно соединенным регулятором тока, регулятором скорости и блоком ограничения тока при намотке, датчик наличия металла в последней клети стана, связанный с ним блок переключения скорости моталки и эталонный источник напряжения, отличающееся тем, что, с целью повьш1ения качества намотки и надежности захвата переднего конца, оно снабжено датчиком наличия металла в моталке и блоком временных функций, первый вход которого соединен с выходом эталонного источника напряжения, второй вход соединен с выходом датчика наличия металла в моталке, а выход блока временных функций соединен с третьим входом регулятора скорости. Источники информации, принятые во внимание при экспертизе . Авторское свидетельство СССР № 558729, кл. В 21 С 47/00, 02.01.73. 2, Авторское свидетельство СССР № 694242, кл. В 21 С 47/00, 17.05.78 (прототип).
QOoll
