(54) УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПРИ НАМОТКЕ МЕЛКОСОРТНОГО ПРОКАТА

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования натяжения проволоки при намотке | 1981 |
|
SU959864A1 |
| Устройство для регулирования скорости при намотке мелкосортного проката | 1980 |
|
SU893287A1 |
| Способ намотки мелкосортногопРОКАТА B буНТы | 1979 |
|
SU835559A1 |
| Система автоматического регулирования скорости и натяжения при намотке мелкосортного проката | 1980 |
|
SU940894A1 |
| Моталка для мелкосортного проката | 1984 |
|
SU1196064A1 |
| Моталка с укладчиком для мелкосортного проката | 1978 |
|
SU694244A1 |
| Способ регулирования скорости моталки проката | 1980 |
|
SU893289A1 |
| Моталка для намотки проката с натяжением | 1978 |
|
SU768520A1 |
| Устройство для регулирования натяжения металла на моталке мелкосортного стана | 1980 |
|
SU897365A1 |
| Моталка для намотки мелкосортного проката | 1986 |
|
SU1404136A1 |
Изобретение относится к обработке металлов давлением, в частности к области производства мелкосортного проката.
Известно устройство для укладки проката и регулирования натяжения на моталках прокатных станов, содержащее двигатель моталки, преобразователь, регулятор тока, программный задатчик сигнала и укладчик с приводом 1.
Основным недостатком этих устройств является невозможность обеспечения качественной, равномерной намотки бунта по всей высоте барабана, так как бурт моталки препятствует укладке витков друг к другу при нижнем положении укладчика, следствием че.го является образование пустот и переплетений витков внизу бунта, который, имея большую высоту и массу при малой площади основания, оказывается неустойчивым, что затрудняет его транспортировку. А пустоты и переплетения витков ухудщают дальнейшую размотку бунта перед волочением, что, в конечном счете, увеличивает выход брэка и снижает производительность труда.
Известно также устройство для регулирования натяжения при намотке мелкосортного проката, содержащее двигатель барабана моталки, управляемый преобразователь с последовательно соединенными регулятором тока, регулятором скорости и блоком ограничения тока при намотке, укладчик с приводом и датчик положения укладчика.
Для сохранения постоянства натяжения металла между клетью и моталкой скорость вращения последней должна изменяться обратно пропорционально диаметру бунта. При работе моталки с системой регулирования, использующей . и.чменение тока возбуждения двигателя, это условие
может быть записано в виде -р , Ф
- где Т - натяжение проката;
I - ток двигателя;
Ф- магнитный поток;
D - диаметр бунта.
После захвата переднего конца полосы процесс намотки происходит при постоянстве тока якоря приводного двигателя барабана моталки, устанавливаемого блоком ограничения тока при намотке. Укладчик совершает качательное движение «вверхвниз по командам датчика положения 2.
1елостатком устройства является неравномерная укладка витков в слоях (наличие пустот и переплетения витков в намоточном пространстве), что связано с ограничением нижнего положения укладчика и значительной величиной постоянного натяжения при намотке. Нижнее положение укладчика и возможность направления проката вниз барабана ограничены высотой бурта намоточной чаши, при помощи которого производится захват полосы а натяжных моталках. Прокат из укладчика направляется перпендикулярно оси барабана, и витки формируются на уровне верхнего края бурта. При этом нарушается равномерность распределения витков, сохраняются пустоты в нижней части барабана. Последующая намотка бунта увеличивает наслоение витков на уровне бурта, т. е. неравномерность намотки увеличивается, диаметр бунта по высоте не остается постоянным, а резко изменяется. В результате становится переменной линейная скорость моталки, изменяется разность скоростей моталки и клети и, как следствие, кинематическое натяжение полосы. Ухудшается динамика намотки, что приводит в результате к утяжке профиля - снижению качества фолукции.
Цель изобретения - обеспечение равномерной и качественной укладки бунта по его высоте.
Указанная цель достигается тем, что устройство для регулирования натяжения при на.мотке мелкосортного проката, содержащее двигатель барабана моталки, управляемый преобразователь с последовательно соединенными регулятором тока, регулятором скорости и блоком ограничения тока при намотке, укладчик с приводом и датчик положения укладчика, снабжено блоком временных функций, выход которого связан со входом блока ограничения тока при намотке и приводом укладчика, а вход связан с выходом датчика положения укладчика.
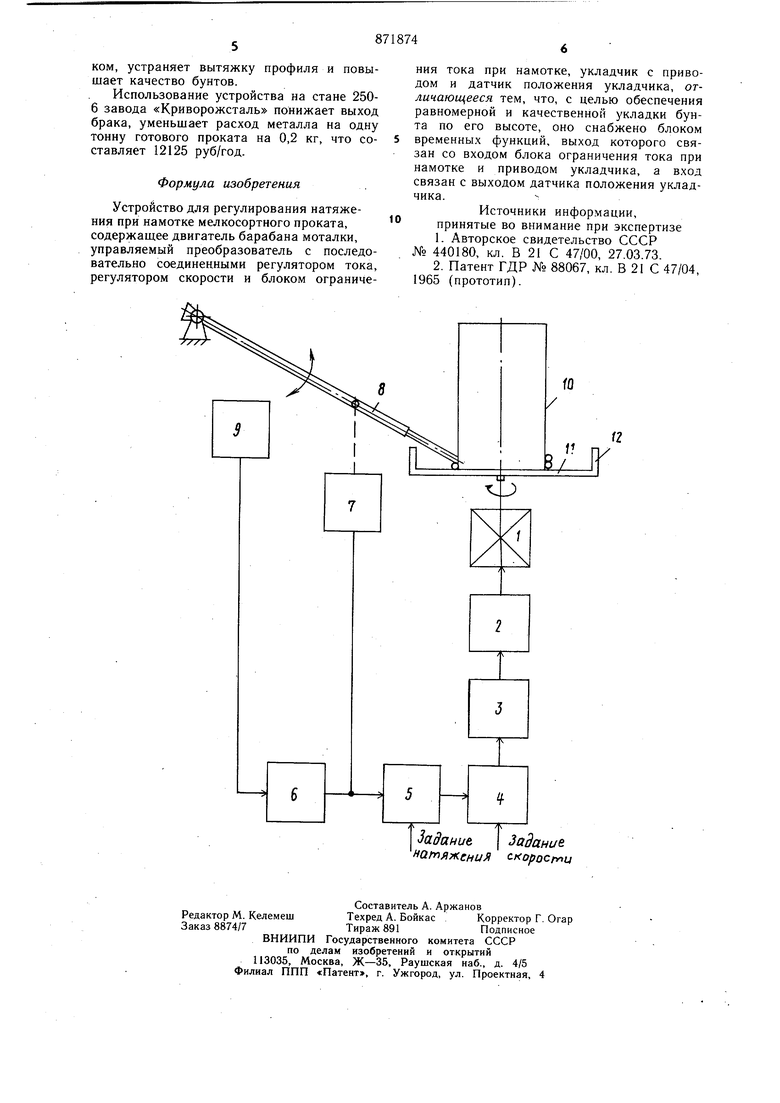
На чертеже схематически изображено предлагаемое устройство.
Устройство содержит двигатель 1, связанный с управляемым преобразователем 2, который последовательно соединен с регулятором тока 3, регулятором скорости 4 и блоком 5 ограничения тока при намотке, вход которого связан с выходом блока 6 временных функций и через привод 7 укладчика - с укладчиком 8, а вход блока 6 - с выходом датчика 9 положения укладчика. В регуляторе скорости 4 предусмотрен дополнительный вход для задания начальной частоты вращения двигателя 1, а в блоке 6 ограничения тока при намотке - дополнительный вход для задания постоянного натяжения в зависимости от диаметра.и механических свойств
проката. Барабан моталки 10 установлен на чаше 11.
Устройство работает следующим образом.
До начала намотки проката двигатель 1
приводят во вращение со скоростью, определяемой задающими сигналами, воздействующими на управляемый преобразователь 2 через блоки 3, 4 и 5. Прокат направляют к барабану моталки 10 через
- укладчик 8. Намотку начинают снизу при малом уровне натяжения, обеспечивающем укладку витков в пространстве, ограниченном по высоте буртом 12, выполненном на чаше 11. После намотки нижней части слоя по команде блока 6 временных функций привод 7 укладчика начинает перемещать укладчик 8 вверх, и одновременно с помощью блока 5 устанавливается наибольщий уровень натяжения, обеспечивающий плотную намотку витков по высоте барабана. Укладка снизу вверх ведется до верхнего положения укладчика, обеспечивающего намотку по всей высоте барабана. Затем укладчик начинает движение вниз при сохранении прежнего урозня натяжения. При достижении нижнего положения укладчика, определяемого высотой бурта И, от датчика 9 положения укладчика поступает сигнал в блок 6, а от него - команды в привод 7 на задержку укладчика и в блок 5 ограничения тока при намотке на снижение натяжения до наименьщего уровня. При этом происходит намотка витков низа данного слоя и начинается намотка следующего слоя, после чего процесс циклически повторяется. Укладчик, управляемый приводом 7, задерживают в нижнем положении на расчетное время, достаточное для укладки двух слоев витков в нижней части барабана.
Например, для мелкосортного стана 250-6 0 завода «Криворожсталь, для которого высота бурта составляет .100 мм при высоте бунта 700 мм, время задержки принято равным 15% от времени укладки слоя. После этого начинается движение укладчика вверх, отключается сигнал блока 6 временных функций и намотку ведут на начальном заданном уровне натяжения. Следствием этого является заполнение витками проката основания бунта.
Использование предлагаемого устройства обеспечивает по сравнению с известными возможность получения бунтов с равномерным размещением и без переплетения витков, что особенно важно при последующей обвязке, транспортировке и переработке бунтов в метизном производстве. 5 Улучшается динамика намотки, так как сохраняется постоянный в течение каждого слоя витков радиус намотки, что повышает надежность работы моталок с укладчи
