УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПРОВОЛОКИ ПРИ НАМОТКЕ 1
Изобретение относится к обработке металлов давлением и, в частности,. -.
может быть использовано, при производстве мелкосортного проката ,
Известно устройство для намотки
проката с поддержанием постоянного натяжения, содержащие двигатель моталки, задатчики уровня скорости и натяжения, преобразователь с последовательно соединенными регулятором ,д тока , регулятором скорости и блоком ограничения тока при намотке, укладчик проката с приводом и датчик положения укладки металла 1,
Недостатками устройства являются неравномерная укладка витков в слоях и образование пустот в нижней части бунта. В результате нестабильности ;. скорости прокатки, вызываемой колебаниями температуры и механических 20 свойств металла, имеют место колебания натяжения при намотке по от ношению к заданному уровню, что приводит к неравномерности укладки вит
ков. Пустоты в нижней части бунта обусловлены наличием бурта намоточной чаши, затрудняющего распределение витков в нижней части барабана.
Известно также устройство для регулирования натяжения проволоки при намотке после выхода из чистовой клети прокатного стана, содержащее двигатель барабана моталки и систему управления, имеющую управляемый преобразователь с последовательно соединенными регулятором тоТса, регулятором скорости и блоком ограничения тока при намотке, укладчик с приводом, датчик положения укладчика, связанный с блоком временных функций, выход которого соединен с приводом укладчика и блоком ограничения тока при намотке 12.
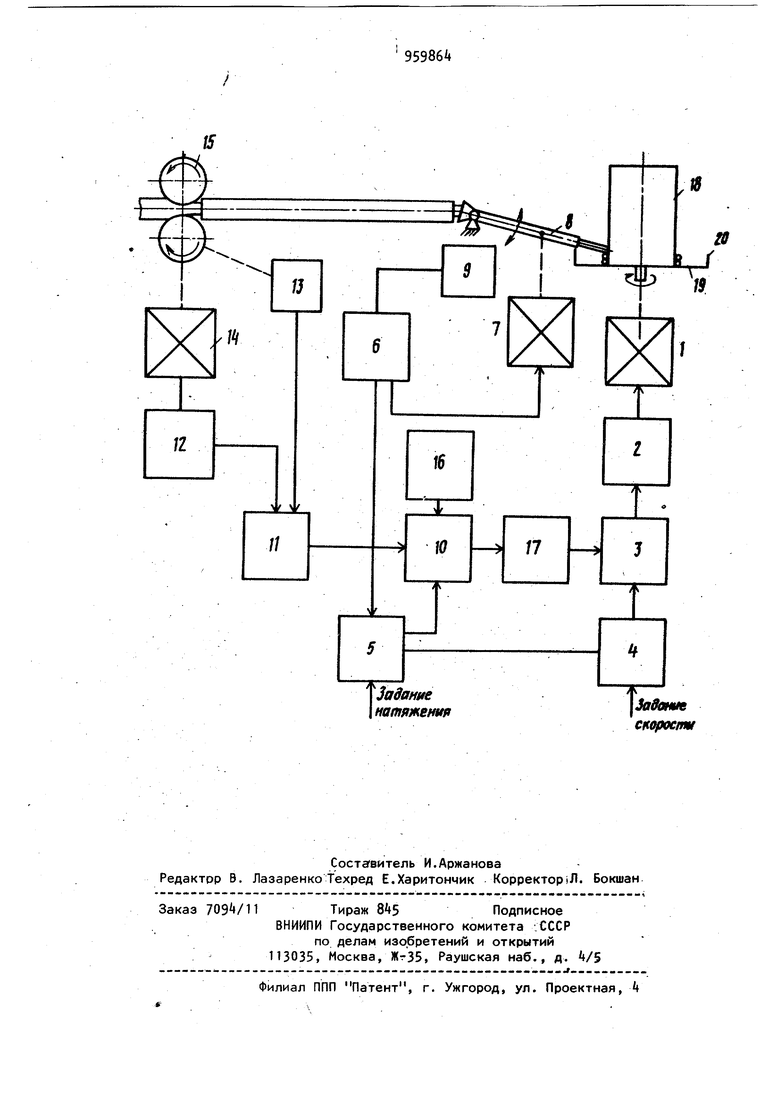
Недостатком известного устройства является невозможность обеспечения высокого качества намотки и точности геометрических размеров профиля nf oката при резких значительных отклонё395ниях натяжения от заданного уровня, что имеет место при начале намотки нового слоя витков в результате изменения радиуса намотки, а также при колебаниях температуры и механических свойств прокатываемого метал- ла. Отклонения натяжения от заданного уровня приводят к изменению.пол ного тока двигателя по сравнению с уровнем, заданным блоком ограничения тока при намотке. Система управления приводом моталки путем изменения скорости двигателя восстанав ливает натяжение проката в соответствии с требуемым уровнем. .Однако .регистрация отклонения натяжения по изменению только полного тока двигателя не учитывает влияние динамической составляющей нагрузки двигателя, частично компенсирующей изменение полного тока, скорости изменения натяжения. При этом намотка проката длительное время производится при.от лонении натяжения от заданного уровня, следствием чего является утяжка профиля и ухудшение качества намотки. Цель изобретения - улучшение каQ MecTBa бунтов и повышение точности проката. Указанная цель достигается тем, что устройство для регулирования натяжения проволоки при намотке после выхода из чистовой клети прокатного стана, содержащее двигатель барабана моталки и систему управления, имеющую управляемый преобразователь с последовательно соединенными регуляторон тока, регулятором скорости и блоком ограничения тока при намотке, укладчик с приводом, датчик положения укладчика, связанный с блоком временных функций, выход которого со единен с приводом укладчика и блоком ограничения тока при намотке, снабж но датчиком тока и скорости двигателя чистовой прокатной клети, усилителем-преобразователем , потенциометром задания тока свободной прокатки, блоком формирования сигнала и сумматором, первый вход которого через усилитель-преобразователь соедиг нен с, датчиком тока и скорости двига теля чистовой прокатной клети, второй вход - с выходом потенциометра задания тока свободной прокатки, тр тий- вход - со вторым выходом блока ограничения тока при намотке, а выход сумматора через блок формирования сигнала подключен к второму входу регулятора тока. На чертеже представлено устройство для регулирования натяжения проволоки при намотке. Оно содержит двигатель 1, который связан с управляемым преобразователем 2, последовательно соединенным с регулятором 3 тока, регулятором k скорости и блоком 5 ограничения тока при намотке, вход которого связан с выходом блока 6 временных функций и через привод 7 укладчика с укладчиком 8, а вход блока 6 - с выходом датчика положения укладчика 9.Устройство также содержит сумматор 10, первый вход которого через усилительпреобразователь 11 соединен с датчиком 12 тока и датчиком 13 скорости двигателя 14 чистовой прокатной клети 15, второй вход - с выходом потенциометра 16 задания тока свободной прокатки, третий вход- со вторым выходом блока 5 ограничения тока при намотке, а выход сумматора 10 через блок 17 формирования сигнала подключен ко второму входу регулятора 3 тока. Барабан моталки 18 установлен на чаше 19 с буртом 20. В регуляторе k скорости предусмотрен дополнительный выход для задания начальной частоты вращения двигателя 1,а в блоке ограничения тока при намотке - дополнительный вход для задания постоянного натяжения в зависимости от диаметра и механических свойств проката. Устройство работает следующим образом. До начала намотки проката двигатель 1 приводят во вращение со скоростью, определяемой задающим сигналами, воздействующими на управляемый преобразователь 2 через регулятор тока 3f регулятор скорости 4 и блок 5 ограничения тока при намотке. Прокат от чистовой клети 15 направляют к барабану моталки 18 через укладчик 8. Намотку начинают снизу -при малом уровне натяжения, обеспечивающим укладку витков в пространстве, ограниченном по высоте буртом 20. После намотки нижней части слоя по команде блока временных функций 6 привод 7 укладчика начинает перемещать укладчик 8 вверх и одновременно блоком ограничения тока при намотке 5 устанавливается наибольший уровень натяжения, обеспечивающий плотную намотку витков по высоте барабана. Укладка снизу вверх ведется до верхнего положения укладчика, обеспечивающего намотку по всей высоте барабана. Затем укладчик начина ет движение вниз при сохранении преж него уровня натяжения. При достижении нижнего положения укладчика, определяемого высотой бурта 20, от датчика положения укладчика 9 посту пает сигнал в блок 6 временных функций, а от него - команды в привод 7 укладчика на задержку укладчика и в блок ограничения тока при намотке 5 на снижение натяжения до наименьшего уровня. Укладчик, управляемый приводом 7 укладчика, задерживают в нижнем положении яа расчетное время, достаточное для укладки двух слоев витков в нижней частибарабана моталки 18.. При этом происходит намотка витков низа данного слоя и начинается намотка следующего слоя, посл чего процесс циклически повторяется. Во время намотки с натяжением ток якоря двигателя 1Л чистовой прокатной клети 15 пропорционален момен ту нагрузки М, который определяется суммой составляющих моментов. СВ.,т момент нагрузки при СВ. прок прокатке без натяжения в стационарном режиме; динамический момент, пропорциональный ускорению двигателя: момент нагрузки на двигатель, создаваемый силой натяжения проката. Сигнал, пропорциональный величине этого тока,фиксируется датчиком 12 то ка и подается на вход усилителя-преобразователя 11.На второй вход усилителя-преобразователя подается сипнал от датчика 13 скорости. В усилителе-преобразователе оба сигнала усиливаются, сигнал датчика скорости дифференцируется и вычитается из си( нала от датчика тока. На первый вход сумматора 10 подается сигнал, пропорциональный разности полного и динамического моментов. На второй вход сумматора от потенциометру 16 задания тока свободной прокатки подается сигнал, пропорциональный моменту нагрузки при прокатке без натяжения в стационарном режиме. На третий вход сумматора 10 со второгог выхода блока 5 ограничения тока при намотке подается сигнал, пропорциональный заданному моменту нагрузки на двигатель, создаваемому силой натяжения проката. В сумматоре из сигнала, поступающего от потенциометра 1б задания тока свободной про катки, вычитаются сигналы от усилителя-преобразователя 11 и от блока 5 ограничения тока при намотке. Если намотка проката производится без отклонения от заданного уровня натяжения, то разностный сигнал на выходе сумматора отсутствует. При отклонении натяжения от заданного уровня сигнал на входе сумматора отсутствует. При отклонении натяжения от заданного уровня сигнал на входе сумматора соответствует отклонению натяжения по величине и знаку. От сумматора 10 сигнал поступает в блок 17 формирования сигнала, в котором производится его дифференцирование. На выходе блока 17 формирования сигнала формируется сигнал, равный сумме двух составляющих-, пропорциональных величине отклонения натяжения от заданного уровня и скорости изменения натяжения. С.выхода блока 17 формирования сигнала сигнал поступает на второй вход регулятора тока 3. который через управляемый преобразователь 2 оказывает управляющее воздействие на двигатель 1, В результате изменяется скорость вращения барабана моталки 18, что приводит к восстановлению заданного уровня натяжения. Величина управляющего воздействия на двигатель опредёляетея величиной сигнала, поступающего от блока 17 формирования сигнала, причем, чем больше величина отклонения натяжения от заднного уровня и скорость изменения .натяжения,. тем больше величина управляюиёго воздействия на двигатель мofaлки и быт ртрее восстанавливается заданный уровень натяжения. При изменении заданного уровня натяжения при подходе укладчика к нижнему положению, что необходимо ля улучшения качества намотки нижней части бунта, по командам блока 6 временных функций на выхс(де сумматора 10 также формируется сигнал, пропорциональный разности фактичекого и заданного уровня натяжения. 795 После прео(5разования в блоке 1 формирования сигнала сигнал подается на вход регулятора 3 тока и скорость двигателя моталки изменяется, чем приводится в соответствие фактически и заданный уровень натяжения причем дополни.тельное воздействие на вход регулятора 3 тока увеличивает скорость обработки системой сигнала рас согласования. Использование предлагаемого устройства для регулирования натяжения пои намотке обеспечивает по соавнению с известным возможность получения бунтов с равномерным размещением и без переплетения витков, что особенно важно при последующей обвя ке, транспортировке и переработке бунтов в метизном производстве; улуч шение динамики намотки, так .как сохраняется постоянный в течение каждого слоя витков радиус намотки, что повышает надежность работы моталок с укладчиком, позволяет устранить утяжкувпрофиля и повысить качество бунтов, а также повышение точности проката вследствие уменьшения величи ны и продолжительности отклонения от заданного уровйя. Формула изобретения Устройство для регулирования натя жения проволоки при намотке после выхода из чистовой клети прокатного стана, содержащее двигатель барабана моталки и систему управления, имеющую управляемый преобразователь с последовательно соединенными регулятором тока, регулятором скорости и блоком ограничения тока при намотке, укладчик с приводом, датчик положения укладчика, связанный с блоком временных функций, выход которого соединен с приводом укладчика и блоком ограничения тока при намотке, о тл ича ющ е еся тем, что, с целью улучшения качества бунтов и повышения т эчности проката, оно снабжено датчиком тока и скорости двигателя чистовой прокатной клети, усилителемпреобразователем, потенциометром задания тока свободной прокатки, блоком формирования сигнала и сумматором, первый вход которого через усилитель-преобразователь соединен с датчиком тока и скорости двигателя чистовой прокатной клети, второй вход - с выходом потенциометра задания тока свободной прокатки, третий вход - со вторым выходом блока ограничения тока, а выход сумматора через блок формирования сигнала подключен к второму входу регулятора тока. Источники информации, принятые во внимание при экспертизе. 1.Патент ГДР № 880б7, кл. В 21 С it7/00, 1970. 2.Автооское свидетельство СССР по заявке № 2880381/25-27, к/1.. В 21 С k7/00, 07.08.80 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования скорости при намотке мелкосортного проката | 1980 |
|
SU893287A1 |
| Устройство для регулирования натяжения при намотке мелкосортного проката | 1980 |
|
SU871874A1 |
| Система автоматического регулирования скорости и натяжения при намотке мелкосортного проката | 1980 |
|
SU940894A1 |
| Устройство для регулирования натяжения металла на моталке мелкосортного стана | 1980 |
|
SU897365A1 |
| Способ регулирования скорости моталки проката | 1980 |
|
SU893289A1 |
| Устройство для управления моталкой сортового стана | 1986 |
|
SU1357199A1 |
| Устройство управления моталкой сортового стана | 1984 |
|
SU1199335A1 |
| Способ намотки мелкосортногопРОКАТА B буНТы | 1979 |
|
SU835559A1 |
| Устройство для рвномерной намотки металла на моталке мелкосортного стана | 1978 |
|
SU694243A1 |
| Устройство для намотки с натяжением | 1981 |
|
SU967609A1 |