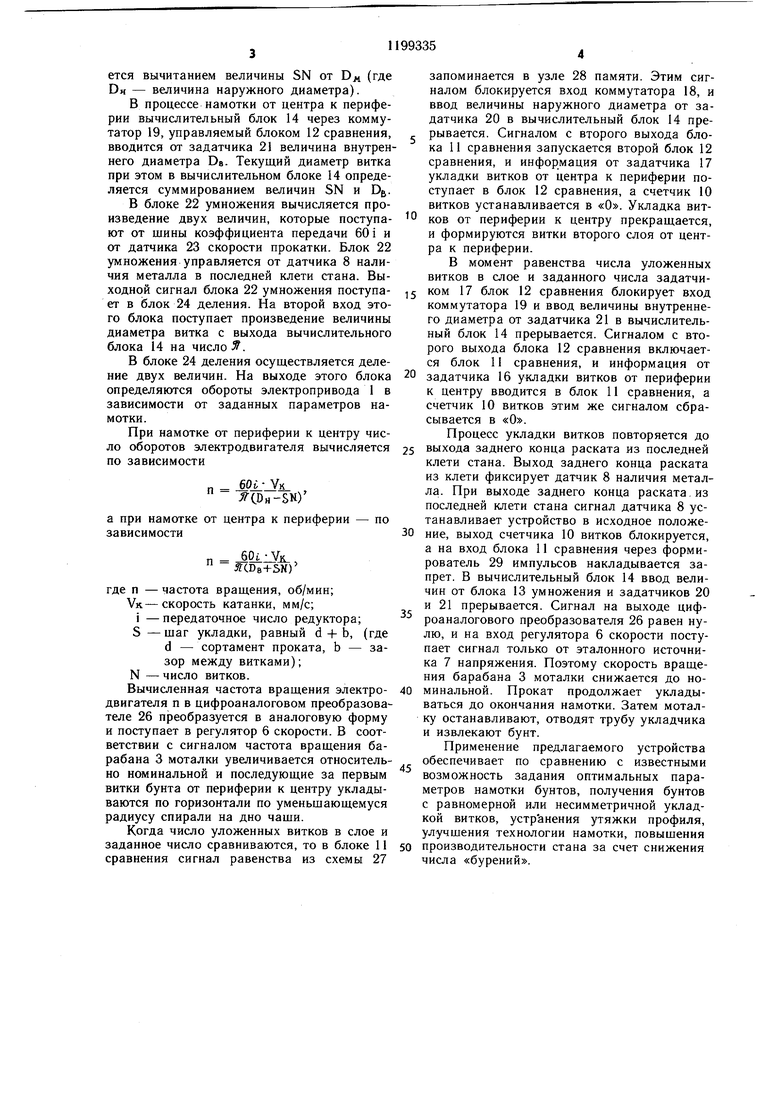
Изобретение относится к прокатному производству и может быть использовано при намотке бунтов сортового проката на моталках мелкосортных и проволочных станов. Целью изобретения является повышение качества намотки. На фиг. 1 представлена блок-схема предлагаемого устройства; на фиг. 2 - блок-схема блока сравнения. Устройство для управления моталкой сортового стана (фиг. 1) содержит электропривод 1, кинематически связанный через редуктор 2 с барабаном 3моталки, и систему управления электроприводом, имеющую управляемый преобразователь 4 с последовательно соединенными регулятором 5 тока, регулятором 6 скорости, связанный с ним эталонный источник 7 напряжения, а также датчик 8 наличия металла в последней клети стана, датчик 9 витков, подсоединенный к счетчику 10 витков, выход которого подключен соответственно к входам блоков 11 и 12 сравнения и блока 13 умножения, выход которого соединен с одним из входов вычислительного блока 14, а второй вход - с задатчиком 15 шага намотки. Задатчики 16 и 17 укладки витков от периферии к центру и от центра к периферии соединены с соответствующими входами блоков 11 и 12 сравнения, выходы которых подсоединены соответственно с входами вычитания и сложения вычислительного блока 14 и коммутаторов 18 и 19, через которые подсоединены задатчики 20 и 21 наружного и внутреннего диаметров бунтов к входам вычислительного блока 14. Вторые выходы блоков 11 и 12 сравнения взаимно связаны между собой и со счетчиком 10 витков, управляющий вход которого соединен с датчиком 8 наличия металла, выход которого соединен с управляющими входами блока 11 сравнения и блока 22 умножения, выходы которого соединены с щиной коэффициента передачи редуктора 2 и с выходом датчика 23 скорости прокатки. Выход блока 22 умножения соединен с одним из входов блока 24 деления, а второй вход - с выходом блока 25 умножения, один вход которого соединен с шиной числа, а другой - с выходом вычислительного блока 14, выход блока 24 деления через цифроаналоговый преобразователь 26 подсоединен с вторым входом регулятора б скорости. Блоки 11 и 12 сравнения состоят (фиг. 2) из узлов поразрядного сравнения, выполнен ных на элементах ИСКЛЮЧАЮЩЕЕ ИЛИ 27, узлов 28 памяти. В блок 12 сравнения дополнительно введен формирователь 29 импульсов, на выходе которого формируется одиночный импульс от датчика 8 наличия металла в момент выхода катанки из последней клети стана. Устройство работает следующим образом. Перед намоткой при помощи электропривода I через редуктор 2 барабан 3 моталки приводится во вращение. Управляющие сигналы к электроприводу подаются через управляемый преобразователь 4 с последовательно соединенными регулятором 5 тока, регулятором 6 скорости. Начальная частота вращения барабана 3 моталки задается управляющим сигналом эталонного источника 7 напряжения. Прокат подается от клети по трубе укладчика. Датчик 8 наличия металла фиксирует момент прохождения переднего конца проката и устанавливает устройство в исходное положение. Прокат подается в намоточное пространство барабана через трубу укладчика. Окружная скорость барабана моталки 3 эталонным источником 7 напряжения устанавливается равной скорости движения проката. В результате в момент соударений происходит проскальзывание и подгиб переднего конца катанки в направлении вращения барабана. Благодаря свободному захвату образующие витки отбрасываются центробежными силами к наружной стенке барабана и свободно укладываются витки на намоточной чаще. Датчик 9 витков после отсчета каждого оборота барабана 3 моталки формирует импульс, который поступает на счетный вход счетчика 10 витков. Последний производит подсчет количества намотанных витков в барабане 3 моталки. Эта информация с выхода счетчика 10 витков поступает на входы блоков 11 и 12 сравнения и блока 13 умножения. В вычислительном блоке 14 определяется текущий диаметр каждого сформированного витка. Для этого заданный шаг намотки S от задатчика 15 в первом блоке 13 умножения перемножается на количество витков N. Произведение SN, полученное в блоке 13, вводится в вычислительный блок 14, на управляющие входы вычитания и сложения которого поступают поочередно сигналы с выходов блоков И и 12 сравнения. Причем блок 11 сравнения запускается сигналом от датчика 8 наличия металла в последней клети стана. На соответствующие входы блоков 11 и 12 сравнения поступают задания количества витков от задатчиков намотки витков от периферии к центру и от центра к периферии. Через коммутаторы 18 и 19, на управляющие входы которых поочередно подается сигнал с выходов блоков 11 и 12 сравнения, в вычислительный блок 14 вводятся величины наружного или внутреннего диаметров бунтов от задатчиков 20 и 21. При намотке от периферии к центру в вычислительный блок 14 через коммутатор 18, управляемый блоком 11 сравнения, вводится значение наружного диаметра от задатчика 20. При этом диаметр витка определяется вычитанием величины SN от DK (где DM - величина наружного диаметра).
В процессе намотки от центра к периферии вычислительный блок 14 через коммутатор 19, управляемый блоком 12 сравнения, вводится от задатчика 21 величина внутреннего диаметра De. Текущий диаметр витка при этом в вычислительном блоке 14 определяется суммированием величин SN и D.
В блоке 22 умножения вычисляется произведение двух величин, которые поступают от шины коэффициента передачи 60 i и от датчика 23 скорости прокатки. Блок 22 умножения управляется от датчика 8 наличия металла в последней клети стана. Выходной сигнал блока 22 умножения поступает в блок 24 деления. На второй вход этого блока поступает произведение величины диаметра витка с выхода вычислительного блока 14 на число .
В блоке 24 деления осуществляется деление двух величин. На выходе этого блока определяются обороты электропривода 1 в зависимости от заданных параметров намотки.
При намотке от периферии к центру число оборотов электродвигателя вычисляется по зависимости
п - J6PA. J CDH-SN)
а при намотке от центра к периферии - по зависимости
Oi Л6$., (De+SN)
где п - частота вращения, об/мин;
VK-скорость катанки, мм/с; i -передаточное число редуктора; S - щаг укладки, равный d + Ь, (где d - сортамент проката, b - зазор между витками);
N - число витков.
Вычисленная частота вращения электродвигателя п в цифроаналоговом преобразователе 26 преобразуется в аналоговую форму и поступает в регулятор 6 скорости. В соответствии с сигналом частота вращения барабана 3 моталки увеличивается относительно номинальной и последующие за первым витки бунта от периферии к центру укладываются по горизонтали по уменьшающемуся радиусу спирали на дно чащи.
Когда число уложенных витков в слое и заданное число сравниваются, то в блоке 11 сравнения сигнал равенства из схемы 27
запоминается в узле 28 памяти. Этим сигналом блокируется вход коммутатора 18, и ввод величины наружного диаметра от задатчика 20 в вычислительный блок 14 прег рывается. Сигналом с второго выхода блока 11 сравнения запускается второй блок 12 сравнения, и информация от задатчика 17 укладки витков от центра к периферии поступает в блок 12 сравнения, а счетчик 10 витков устанавливается в «О. Укладка витков от периферии к центру прекращается, и формируются витки второго слоя от центра к периферии.
В момент равенства числа уложенных витков в слое и заданного числа задатчи5 ком 17 блок 12 сравнения блокирует вход коммутатора 19 и ввод величины внутреннего диаметра от задатчика 21 в вычислительный блок 14 прерывается. Сигналом с второго выхода блока 12 сравнения включается блок 11 сравнения, и информация от
0 задатчика 16 укладки витков от периферии к центру вводится в блок 11 сравнения, а счетчик 10 витков этим же сигналом сбрасывается в «О.
Процесс укладки витков повторяется до
5 выхода заднего конца раската из последней клети стана. Выход заднего конца раската из клети фиксирует датчик 8 наличия металла. При выходе заднего конца раската, из последней клети стана сигнал датчика 8 устанавливает устройство в исходное положение, выход счетчика 10 витков блокируется, а на вход блока 11 сравнения через формирователь 29 импульсов накладывается запрет. В вычислительный блок 14 ввод величин от блока 13 умножения и задатчиков 20 и 21 прерывается. Сигнал на выходе циф5роаналогового преобразователя 26 равен нулю, и на вход регулятора 6 скорости поступает сигнал только от эталонного источника 7 напряжения. Поэтому скорость вращения барабана 3 моталки снижается до номинальной. Прокат продолжает укладываться до окончания намотки. Затем моталку останавливают, отводят трубу укладчика и извлекают бунт.
Применение предлагаемого устройства обеспечивает по сравнению с известными возможность задания оптимальных параметров намотки бунтов, получения бунтов с равномерной или несимметричной укладкой витков, устранения утяжки профиля, улучшения технологии намотки, повышения
0 производительности стана за счет снижения числа «бурений.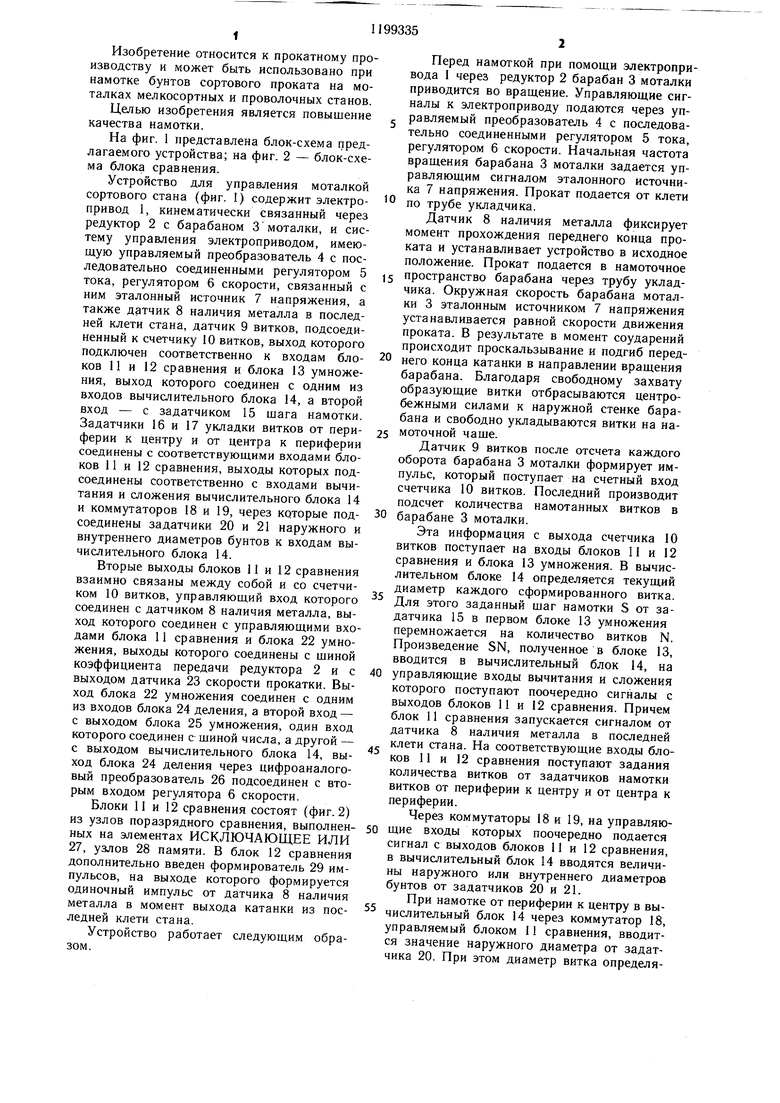
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления моталкой сортового стана | 1986 |
|
SU1357199A1 |
| Устройство для регулирования натяжения при намотке мелкосортного проката | 1980 |
|
SU871874A1 |
| Устройство для регулирования натяжения проволоки при намотке | 1981 |
|
SU959864A1 |
| Устройство для регулирования скорости при намотке мелкосортного проката | 1980 |
|
SU893287A1 |
| Система автоматического регулирования скорости и натяжения при намотке мелкосортного проката | 1980 |
|
SU940894A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДОММОТАЛКИ | 1972 |
|
SU330518A1 |
| Устройство управления скоростным режимом группы клетей непрерывного прокатного стана | 1986 |
|
SU1397111A1 |
| Способ регулирования скорости моталки проката | 1980 |
|
SU893289A1 |
| Устройство для регулирования натяжения на моталке | 1978 |
|
SU751462A1 |
| Устройство для регулирования натяжения металла на моталке мелкосортного стана | 1980 |
|
SU897365A1 |
УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ МОТАЛКОЙ СОРТОВОГО СТАНА, содержащее электропривод, сочлененный через редуктор с барабаном моталки, систему управления электроприводом, содержащую управляемый преобразователь с последовательно соединенным с ним регулятором тока, выход которого соединен с входом регулятора скорости, один из входов которого соединен с выходом эталонного источника напряжения, и датчик наличия металла в последней клети стана, отличающееся тем, что, с целью повышения качества намотки, оно дополнительно содержит датчик витков, два блока сравнения, вычислительный блок, счетчик витков, три блока умножения, два ключа, блок деления, датчик скорости проката, задатчики наружного и внутреннего диаметров бунта, задатчик шага намотки, задатчики укладки витков от периферии к центру и от центра к периферии, причем выход счетчика витков подключен к одному из входов первого блока умножения, другой вход которого подключен к задатчику шага укладки, выход первого блока умножения соединен с одним из входов вычислительного блока, выходы задатчиков укладки витков от периферии к центру и от центра к периферии подсоединены к соответствующим входам первого и второго блоков сравнения, выходы которых подсоединены непосредственно к входам сложения и вычитания вычислительного блока, и к соответствующим управляющим входам первого и второго коммутаторов, через которые задатчики наружного и внутреннего диаметров бунта подсоединены к соответствующим входам вычислительного блока, вторые выходы S первого и второго блоков сравнения взаимно связаны между собой и со счетчиком вит(Л ков, управляющий вход которого соединен с датчиком наличия металла, выход которого подсоединен к управляющему входу первого блока сравнения и второму блоку умножения, к входам которого подсоединены датчик скорости проката и шина передаточного числа редуктора, а выход соединен с входом блока деления, другой вход iO которого соединен с выходом третьего блосо оо со сд ка умножения, соединенным одним входом с шиной числа 3f, а другим - с выходом вычислительного блока, причем выход блока деления подсоединен через цифроаналоговый преобразователь к второму входу регулятора скорости.
7(7
11
27
129
гН79
/г.2
| 1971 |
|
SU410847A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для регулирования скорости при намотке мелкосортного проката | 1980 |
|
SU893287A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
