Изобретение относится к металлообработке и может быть использовано в атомном машиностроении и котло- строении и других отраслях промьшшен ности, где производится зачистка сварных швов цилиндрических и плоских поверхностей..
Цель изобретения - повьшение производительности установки за счет исключения вспомагательного времени. связанного с переустановкой инструмента или реверс ирования его вращения .
На чертеже изображена кинематическая схема установки.
Установка содержит самоходное уст - , ройство в виде размещенного на кузове 1 тележки 2 шпиндельного узла 3, в кор пусе которого установлен привод враще - кия инструмента А ( иглофрезы), включаю 1ций электродвигатель 5, связанньй ременной передачей 6 с ведущим валом 7, смонтированным в гильзе 8.
Установка снабжена механизмом поворота инструмента, выполненным в виде корпуса 9, имеющего возможность поворота в направляющих 10, установленных в торцовой части гильзы 8, вокруг оси ведущего вала 7 посредством тяги 11, регулируемой по длине и шарнирно связанной одним концом с.осью 12, закрепленной на корпусе шпиндельного узла 3, а другим концом с пальцем 13, Последний установлен с возможностью наладочного перемещения в радиальном направлении отно- сительйо оси кривошипа 14, закрепленного на дополнительном валу 15, размещенном в расточке корпуса 9, параллельно ведущему валу 7 ,и соединяемом муфтой 16 с соосным ему валом 17, на котором смонтировано червячное колесо 18 с червяком 19, установленным на валу 20, перпендикулярном валу 7.
В средней части вала 20 установлено коническое колесо 21, входящее в зацепление с конической шестерней 22, размещенной на ведущем валу 7.
На конце вала 20 закреплена звездочка 23, связанная цепью 24 со звездочкой 25, установленной на конце вала 26, расположенного в расточке корпуса 9, перпендикулярно ведущему валу 7. На другом конце вала 26 закреплен инструмент (иглофреза) 4.
Для сохранения прямолинейности полосы зачистки при обработке изделия
ось поворота инструмента 4 должна совпадать с осью ведущего вала 7 и проходить через середину рабочей
части инструмента. В нижней части корпуса -9 размещен копирный ролик 27. Установка работает следующим образом.
Самоходное устройство устанавливают рядом с обрабатьгааемым изделием таким образом, чтобы обеспечивался контакт инструмента 4 (иглофрезы) с обрабатьтаемой поверхностью. Глубину резания регулируют перемещением
копирного ролика 27. Затем включают электродвигатель привода вращения инструмента. Вращение передается «через ременную передачу 6 на ведущий вал 7 шпиндельного узла 3 и через
коническое колесо 21 и шестерню 22 на вал 20, звездочки 23,25, связанные цепью 24, затем на вал 26 с размещенным на нем инструментом 4 (игло- фрезой).
Одновременно вращение от зубчатого колеса 21 передается на вал 20 и через червяк 19 и червячное колесо 18, вал 17, муфту 16, вал 15 на кривошип 14с пальцем 13, описьшакнцим
круговую траекторию осносительно оси вала 15.
Корпус 9 под воздействием тяги 11, шарнирно соединенной с осью 12 шпиндельного узла 3, совершает поворот
на заданный угол в направлякщих 10 гильзы 8 вокруг оси вала 7.
Величина угла поворота инструмента (иглофрезы) 4 зависит от величины радиуса вращения пальца 13 относительно оси кривошипа 14.
Равномерность разворота инструмента (иглофрезы) 4 относительно линии подачи регулируется изменением длины тяги 11.
Частота колебаний корпуса 9 с инструментом 4 зависит от передаточного числа червячной передачи 18 и 19.
Муфта 16 позволяет производить
обработку изделия в двух режимах. Первый - при включенной муфте, корпус 9 и иглофреза 4 одновременно поворачиваются в одну или другую сторону от направления подачи на
заданный угол с заданной частотой, при этом иглофреза 4 работает поочередно различньми сторонами режущих иголок, при их непрерывном самозатачивании.
313
Второй.- при выключенной муфте 16 корпус 9 неподвижен. Иглофреза 4 остается повернутой в одном из крайних положений. Процесс обработки про- водится до затупления инструмента. Затем включают муфту 16 и кривошип 14 через тягу 11 поворачивает корпус 9 вместе с инструментом (иглофрезой) 4 в противоположное крайнее положе- ние. Муфту выключают, а зачистка происходит заточенной поверхностью режущих иголок иглофрезы.
Исследования показали, что самозатачивание режущих иголок проис- ходит не только при реверсировании или переустановке иглофрезы на 180° , но и при изменении ее положения относительно поверхности обрабатываемого изделия.,
Использование механизма поворота инструмента позволяет производить процесс перезаточки иглофрезы непре- рьгано непосредственно во время обработки без потерь времени на переуста-
новку иглофрезы на 180
что обеспечивает повышение производительности.
Таким образом, за счет снабжения установки для зачистки сварных швов механизмом поворота инструмента на определенный угол в одну или другую сторону относительно направления подачи по прямой линии происходит неор Г.Гербер 6181/16
Составитель Н.Фпнн Техред М.Ходанич
Корр Подп
Тираж 970 ВНШШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
прерывный процесс самозатачивания режущих кромок иглофрезы, что обеспечивает постоянную режущую способность инструмента и повышает его стойкость. Применение механизма поворота позволяет исключить вспомогательное время на установку инструмента на ISO с использованием подъемно-транспортного оборудования.
Формула изобретения
Установка для зачистки сварных швов по авт.св. № 516477, отличающаяся тем, что, с целью повышения производительности, установка снабжена механизмом поворота инструмента, выполненным в виде корпуса, смонтированного в торцовой части гильзы шпиндельного узла с возможностью поворота вокруг оси ведущего вала шпиндельного узла посред- ством регулируемой по длине тяги, шарнирно связанной одним концом с корпусом шпиндельного узла, а другИм- с пальцем, установленным с возможностью вращения вокруг оси кривошипа, закрепленного на дополнительном валу, установленном в корпусе параллельно ведущему валу и кинематически связанном с этим валом и валом инструмента, ось поворота которого совпадает с осью ведущего вала.
Корректор М.Шароши Подписное
Р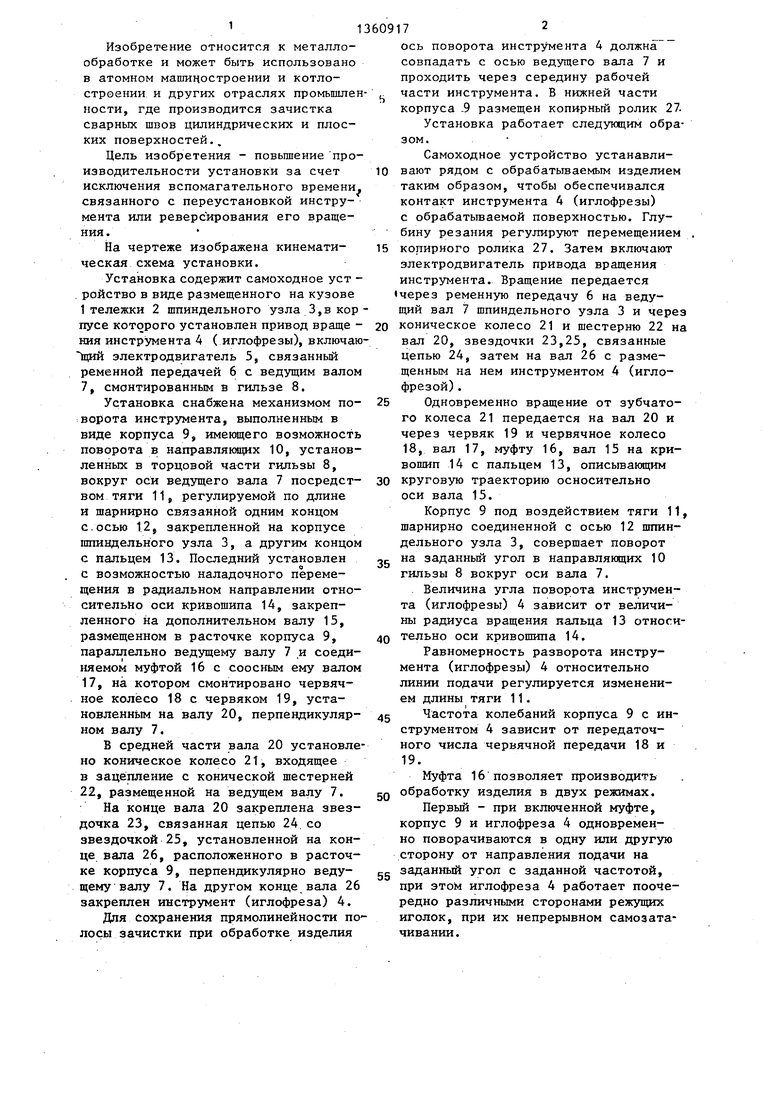
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для зачистки сварных швов | 1974 |
|
SU516477A1 |
| СТАНОК ДЛЯ ИГЛОФРЕЗЕРОВАНИЯ | 1995 |
|
RU2080965C1 |
| КОМБАЙН КУЗНЕЦОВА ДЛЯ СНЯТИЯ НАРУЖНОГО ГИДРОИЗОЛЯЦИОННОГО ПОКРЫТИЯ С МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ И ЕГО ОБРАБАТЫВАЮЩИЕ АГРЕГАТЫ ПОЭТАПНОЙ ОЧИСТКИ ТРУБОПРОВОДА | 1995 |
|
RU2098204C1 |
| Устройство для зачистки заусенцев | 1988 |
|
SU1604571A1 |
| Установка для декорирования хрустальных ваз | 1985 |
|
SU1279976A1 |
| Устройство для очистки длинномерных цилиндрических изделий | 1988 |
|
SU1734888A1 |
| Станок для механической обработки пластмассовых деталей | 1980 |
|
SU973381A1 |
| Установка для удаления усиления сварных швов | 1978 |
|
SU764950A1 |
| Устройство для зачистки сварных швов | 1984 |
|
SU1181854A1 |
| Устройство для одновременной очистки внутреннего и наружного концов труб | 1981 |
|
SU1171232A1 |
Изобретение относится к металлообработке, а именно к установкам ДЛЯ зачистки сварных швов цилиндрических и ПЛОСКИХ поверхностей, и может быть использовано в атомном машиностроении и котлостроении и других отраслях промьппленности. Цель изобретения - повышение производительности установки за счет исключения вспомогательного времени, связанного с переустановкой инструмента ИЛИ реверсированием его вращения. Установка содержит самоходное устройство в виде размещенного на кузове 1 тележки 2 шпиндельного узла 3, в корпусе которого установлен привод вращения инструмента (иглофреза)4. Механизм поворота инструмента выполнен в виде корпуса 9, который поворачивается в направляющих 10 вокруг оси ведущего вала 7 посредством регулируемой по длине щарнирно установленной тяги 11. Один конец тяги связан с пальцем 13, который установлен с возможностью наладочного перемещения в радиальном направлении относительно оси кривошипа 14, закрепленного на валу 15 и соединяемого соосно муфтой 16 с валом 17, на котором смонтировано червячное колесо 18 с червяком 19, установленным на валу 20. Вал 20 связан с ведущим валом 7 посредством конической пары 21 и 22, ас валом 26 - звездочками 23 и 25 и цепью 24. На конце вала 26 закреплен инструмент (иглофреза) 4. В нижней части корпуса 9 размещен копирный ролик 27. 1 ИЛ. с S (Л СО о: о со N)
| Установка для зачистки сварных швов | 1974 |
|
SU516477A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
