(54) УСТАНОВКА ДЛЯ ЗАЧИСТКИ СВАРНЫХ ШВОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для зачистки сварных швов | 1986 |
|
SU1360917A2 |
| Установка для сварки кольцевых швов | 1980 |
|
SU899316A1 |
| Устройство для обслуживания зоны патрубков | 1986 |
|
SU1384072A1 |
| Установка для внутренней зачистки сосудов | 1976 |
|
SU613861A1 |
| Устройство для зачистки | 1984 |
|
SU1289617A1 |
| Инструментальная головка | 1979 |
|
SU870011A1 |
| Установка для снятия усилений сварных швов | 1986 |
|
SU1414525A1 |
| Устройство для зачистки сварных швов | 1984 |
|
SU1181854A1 |
| Устройство для зачистки сварных швов | 1986 |
|
SU1371801A1 |
| Установка для удаления усиления сварных швов | 1978 |
|
SU764950A1 |
ОгшОйшаемая установка может быть использована в машиностроении, в частности в атомном машиностроении и котлостроении при изготовлении корпусов реакторов, барабанов и т.д.
Известные установки для зачистки сварных швов включаюигие расположенное на платформе самоходное устройство, несущее шпиндельный узел с механизмом его поворота, не позволяют производать кольцевую и сплошную зачистку цилиндрических поверхностей.
С целью расширения технологических возможностей предлагаемая установка снабжена размешенным на самоходном устройстве механизмом кольцевого копирования, представляющим собой жестко связанную с механизмом поворота фланцевую втулку, фланец которой через силовой цилиндр соединен с корпусом цшиндельного узла. Внутри втулки шарнирно закреплена ось, жестко связанная с корпусом шпиндельного узла.
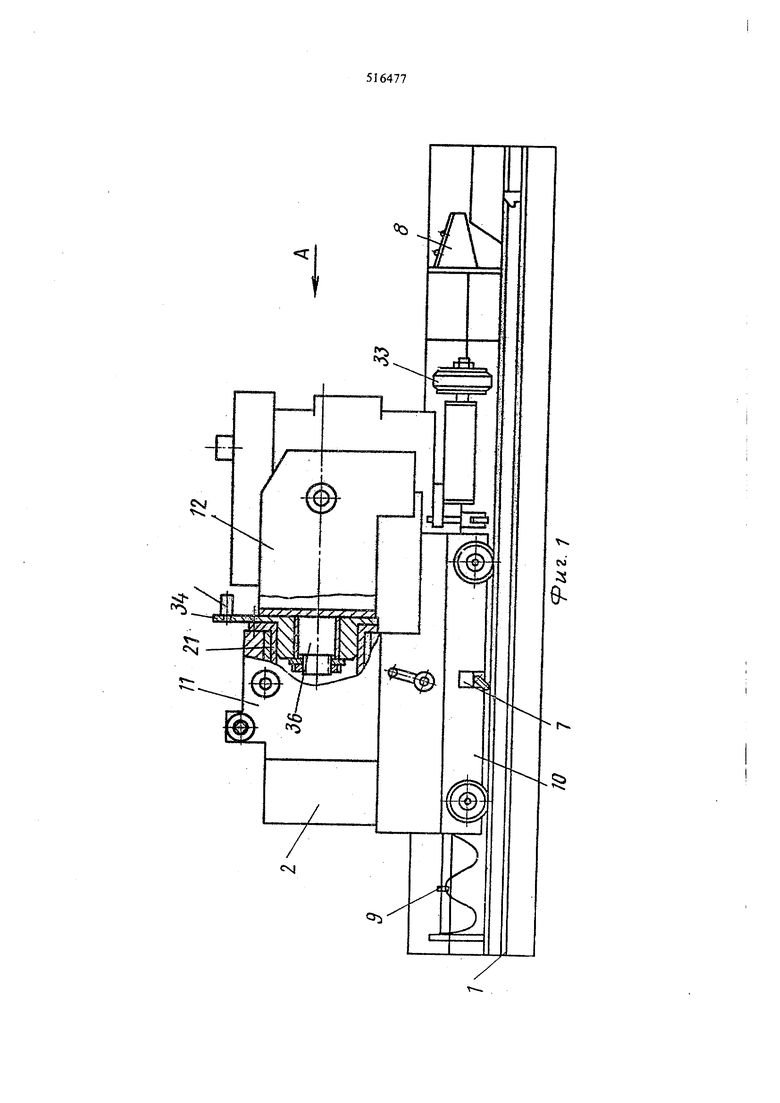
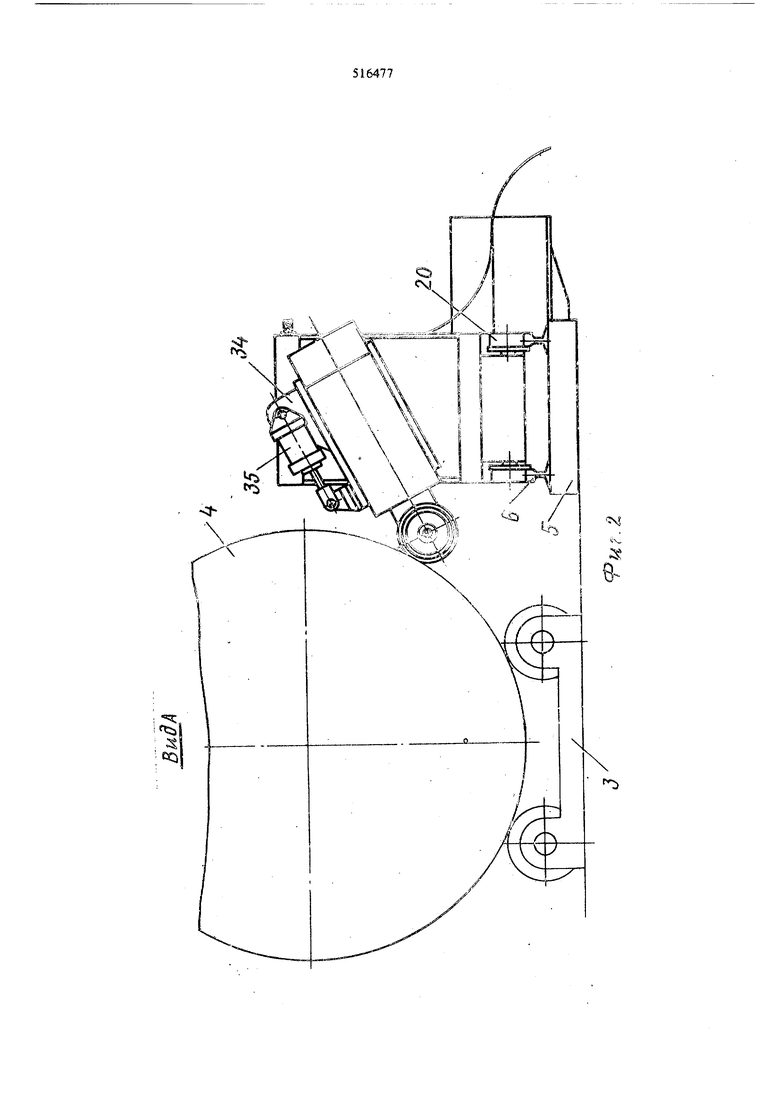
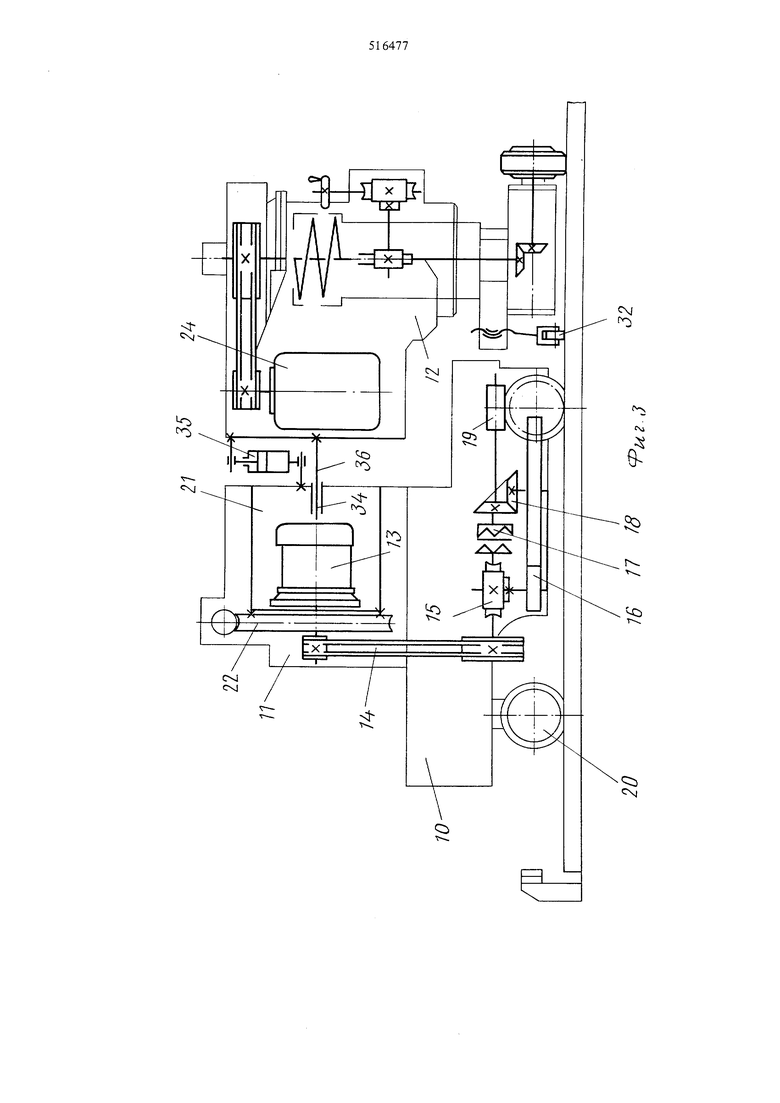
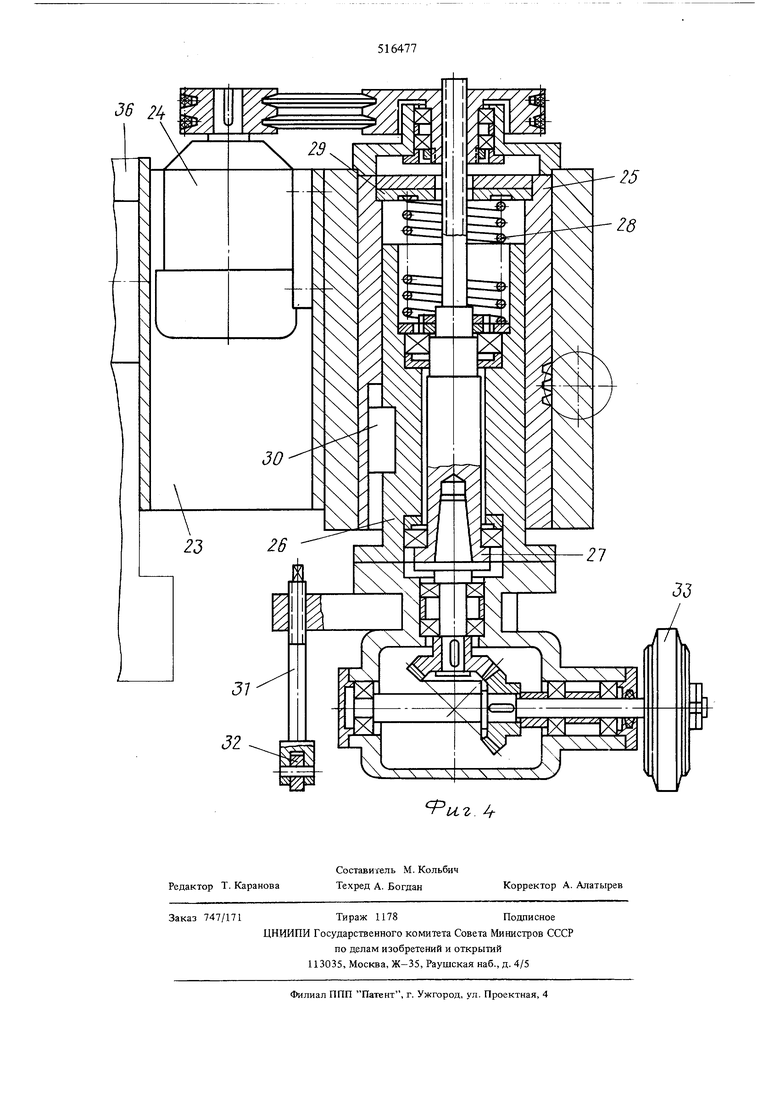
На фиг, 1 схематически изображена описываемая установка, общий вид; на фиг. 2 - вид по стрелке А; на фиг. 3 - кинематическая схема установки; на фиг. 4 - шпиндельный узел в разрезе.
Предложенная установка включает платформу 1, самоходное устройство 2, кантователь 3 тдя установки и вращения изделия 4,
Платформа представляет собой сварной переносной стенд 5, на котором смонтированы направляющие б и средства управления автоматическим перемещением самоходного устройства: конечные выключате,ли 7, пульт щравления 8 и механизмы 9 перемещения кабеля электропитания и шлангов сжатого воздуха.
Самоходное устройство состоит из тележки 10, кузова II и шпиндельного . На тележке (сварной конструкции) размещен привод передвижения самоходного устройства, состоящий из злектродвигателя 13, ременной передачи 14, червячной пары 15, сменных щестерен16, муфт 17, конической передаш 18, червячной пары 19 и опорных роликов с ребордами 20. Кузов 11 смонтирован на тележке и служит для размещения внутри него механизма поворота иптиндельного узла, выполненного в виде барабана 21 и механизма его вращения, состоящего из пары 22, червячное колесо которой жестко связано с поворотным барабаном.
Шпиндельный узел - это сварной корпус 23, внутри которого установлены электродвигатель 24 и оиноль 25 с гильзой 26 и шпшаделем 27. Между гильзой и пинолью иаходаггся пружина сжатая 28, один из торадов которой упирается в крышку 29 пиноли, а другой - в расточку гильзы. Пиноль может перемещаться в осевом направлении внутри корпуса при помощи рейки, нарезанной вдоль ее образующей, а гильза под действием пружины 28 может пер9меш&пся в пиноли по направляющей и ограннчив&ккцей перемещение шпонке 30. В нижней части гяяьэы имеется кронштейн 31, несущий копирный poJiSiK 32. На одаом шпинделя расположекв утпоаая насадка с рабочим инструментом 33, ш угом конце шли1ц 1.
Шпивдельный узел снабжен механизмом копироаашя кольцевых поверхностей, который представляет собой фяашювую втзлку 34, яжстко связанную с барабаном 21. Фланец втулкл жестко связан через силовой цшишдр 35 с корщсом шшгадельного узла. Внутри втулки имеется шарнирная ось 36, конец которой жестко закреплен на корпусе ишиндельного узла.
Установка работает следующим образом.
Платформу 1 с самоходным устройством устанавливают рядом с обрабатьшаедгым изделием таким образом, чтобы обеспечивался контакт рабочего инструме1гга с обрабатьшаемой поверхностью, параллельность направляющих б с образующей обрабатьтаемой поверхноста и перемещения самоходного усгройства по всей длине обрабатьгоаемого изделия
При обработке, например, уснлешо продольного сварного шва саьгоходное устройство перемещают ло направляющим 6 в полелеемте, соогБвтствуюп ее начал шва, шпжщельмьш узел вращением червячной пары 22 поворачивают до переKpbiTHH усклеьшя шва pa6o4j-iM инструментом 33, а затем осуи сстзляют врезание на требуемую глубину маемого пршуска и в этом положении устанавли. .aioT и фиксируют копирньш ролик 32 и конечные зъкшочатели 7 продольного перемещения самоходного устройства. В дальнейшем цикл работы осуществляется аэторддтическн. Нахсатием кнопки продольная подача с пульта управле1шя 8 самоходному устройству сообщают перемещегшем со скоростью подачи фрезерования шва. По завершении одного продольного прохода срабатьшает консч1П)Ш выключатель и подается команда на поворот обечайки и реверс самоходного устройства. По завершешт цикла обработки няжатнем па кнопку стоп прекращают работу установки.
Копирование погрешности образующей обечайки ведут при помощи копирного ролика 32. Система механизма поворота (опора-силовой цилиндр) отключена.
В случае обработки усиления кольцевого шва самоходное устройство устанавливают перемещением по направляющим б в положение, обеспечивающее контакт рабочегр инструмента 33 с кольцевым UIBOM. Шпиндельный узел вращения червячной пары 22 поворачивают до соприкосновения с обрабатьшаемым швом, когда начинается врезание вращающегойя инструмента 33 на требуемую глубину снимаемого припуска, и в этом положении устанавливают и фиксируют копирньш ролик 32. В дальнейшем снятие ушления (жарного шва производится При вращении на ролшсоопорах со скоростью, соогветствующей подаче при фрезеровании.
Копирование погрешностей осуществляют при
поджиме копирного ролика 32 шпиндельного узла к обрабатываемой поверхности силовым цилиндром 35, жестко связанным с опорой 34 механизма копирования.
Зачистка кольцевого щва и околошовной зоны
производится аналогачным образом иглофрезой. Но при этом копирньп ролик 32 в работе механизма копироваьшл не участвует и все усилие поджима шпинделя к поверхности изделия воспринимается инструментом, а равномерность припуска
обеспечивается постоянством усилия поджима.
Сплощная зачистка щишндрпческой поверхности производится в автолГатическом цикле иглофрезой при сочетании вращательного движения обечайки и поступательного перемещения самоходного устройстаа. Перер.{ещение самоходного устройства по направляющим б осуществляется от электродвигателя 13 через ременную передачу 14, червячную пару 15, сменные щестерни 16, муфту 17, коническую передачу 18, червячную пару 19,
опорные ролики 20.
Муфта 17 обеспешвает две скорости перемеще1шя: быструю - холостого движения и медленную - рабочей подашь.
Формула изобре тения
Установка для зачистки сварных пшов на цилиндр1тческих издетшях, включающая расположенное иа платформе самоходное устройство, ишиндельный узел с мехшшзмом его поворота отличающаяся тем, что, с целью расширения , технологических возможностей установки, на самоходном устройстве резмещен меха1шзм кольцевого копировагшя, представляющий собой жестко связащ ю с механизмом поворота фляндевую втулку, флапед которой через силовой цилиндр соединен с корпусом шпиндельного узла, причем внутри шарнирио закреплена ось, жестко связашгая с корпусом Щ1Ш щельпого узла.
Е
ъ
iSi
CSJ
S
V
vT. У XL
zz
к
x;
Z
t. cv
J &.
CNJ
Si
:
CQ
