Изобретение относится к металлообработке и может быть использовано для удаления заусенцев и притупления острых кромок в пазах трубок после их фрезеровки в заготовках, где групповые методы обработки (электрофизический, электрохимический) и другие методы неприемлемы (гнутые полированные трубки).
Цель изобретения - повышение производительности и качества обработки пазов труб.
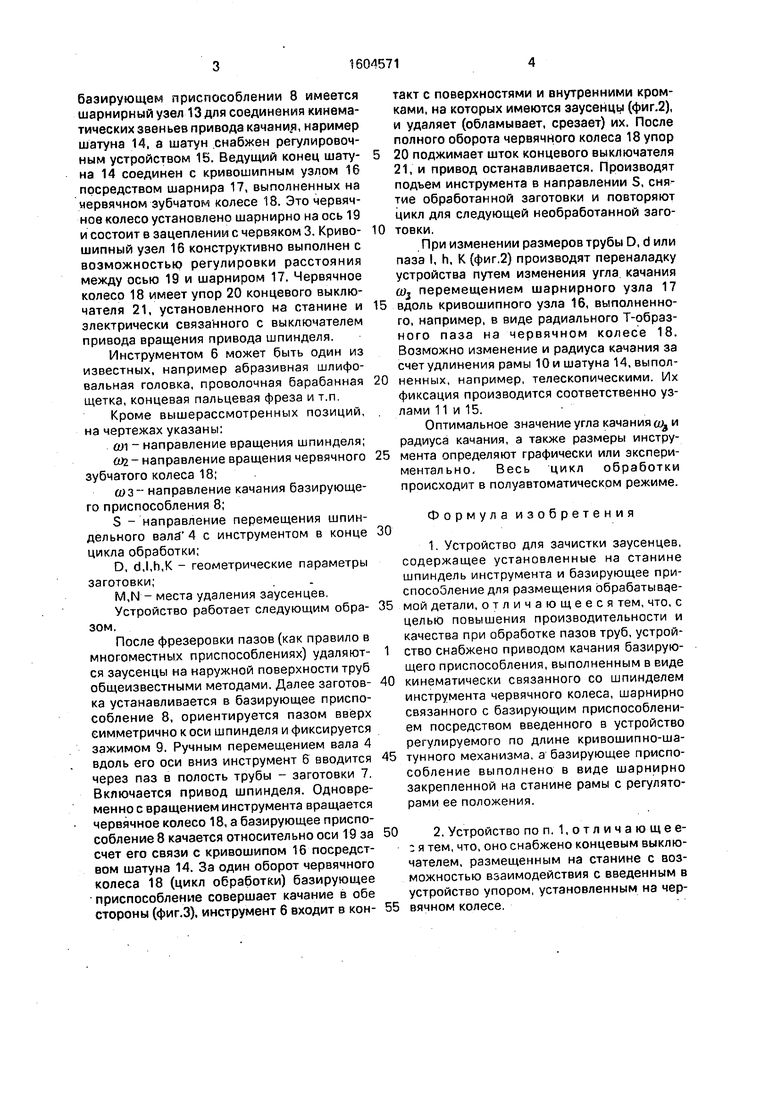
На фиг.1 представлена рабочая зона устройства, общий вид; на фиг.2 - места, где возможно удаление заусенцев данным устройством; на фиг.З - положение заготовки в рабочей позиции (конец первой четверти периода обработки).
Устройство для зачистки заусенцев в пазах труб состоит из станины, привода (не
показаны), шпиндельной бабки 1. в которой на подшипниках установлен пустотелый приводной вал 2 с червячным венцом 3, кинематически связанный с приводом. Внутри червячного вала 2 проходит шпиндельный вал 4, имеющий возможность свободно перемещаться в определенных пределах в осевом направлении и вращаться заодно с валом 2, например путем их шлицевого соединения. Конец шпиндельного вала 4 снабжен патроном 5 для установки и фиксации инструмента 6.
Заготовка 7 базируется в приспособлении 8, имеющем фиксатор (зажим) 9. Рама .10 этого базирующего приспособления снабжена регуляторами 11 для большей мобильности устройства (например, телескопического типа) и шарнирным узлом 12 для определения центра качания. На этом же
tb.
сл
азирующем приспособлении 8 имеется арнирный узел 13 для соединения кинемаических звеньев привода качания, наример атуна 14, а шатун снабжен регулировочым устройством 15. Ведущий конец шатуа 14 соединен с кривошипным узлом 16 осредством шарнира 17, выполненных на ервячном зубчатом колесе 18. Это червячое колесо установлено шарнирно на ось 19 и состоит в зацеплении с червяком 3. Кривошипный узел 16 конструктивно выполнен с возможностьк) регулировки расстояния между осью 19 и шарниром 17. Червячное колесо 18 имеет упор 20 концевого выключателя 21, установленного на станине и злектрически связанного с выключателем привода вращения привода шпинделя.
Инструментом 6 может быть один из известных, например абразивная шлифовальная головка, проволочная барабанная щетка, концевая пальцевая фреза и т.п.
Кроме вышерассмотренных позиций, на чертежах указаны:
Ш1 направление вращения шпинделя; (Oi - направление вращения червячного зубчатого колеса 18;
0)3- направление качания базирующего приспособления 8;
S - направление перемещения шпиндельного вала 4 с инструментом в конце цикла обработки;
D, d,l,h,K - геометрические параметры
заготовки;
M,N - места удаления заусенцев, Устройство работает следующим образом.
После фрезеровки пазов (как правило в многоместных приспособлениях) удаляются заусенцы на наружной поверхности труб общеизвестными методами. Далее заготовка устанавливается в базирующее приспособление 8, ориентируется пазом вверх симметрично к оси шпинделя и фиксируется зажимом 9. Ручным перемещением вала 4 вдоль его оси вниз инструмент 6 вводится через паз в полость трубы - заготовки 7. Включается привод шпинделя. Одновременно с вращением инструмента вращается червячное колесо 18, а базирующее приспособление 8 качается относительно оси 19 за счет его связи с кривошипом 16 посредством шатуна 14. За один оборот червячного колеса 18 (цикл обработки) базирующее приспособление совершает качание в обе стороны (фиг.З), инструмент 6 входит в контакт с поверхностями и внутренними кромками, на которых имеются заусенцы (фиг.2), и удаляет (обламывает, срезает) их. После полного оборота червячного колеса 18 упор 20 поджимает шток концевого выключателя 21, и привод останавливается. Производят подъем инструмента в направлении S, снятие обработанной заготовки и повторяют цикл для следующей необработанной заго- товки.
При изменении размеров трубы D, d или паза I, h, К (фиг.2) производят переналадку устройства путем изменения угла качания Wj перемещением шарнирного узла 17 вдоль кривошипного узла 16, выполненного, например, в виде радиального Т-образного паза на червячном колесе 18. Возможно изменение и радиуса качания за счетудлинения рамы 10 и шатуна 14, выпол- ненных, например, телескопическими. Их фиксация производится соответственно узлами 11 и 15.
Оптимальное значение угла качания ш и радиуса качания, а также размеры инстру- мента определяют графически или акспери- ментально. Весь цикл обработки происходит в полуавтоматическом режиме.
0
Формула изобретения
1. Устройство для зачистки заусенцев, содержащее установленные на станине шпиндель инструмента и базирующее при- спосо5ление для размещения обрабатывае5 мой детали, отличающееся тем, что, с целью повышения производительности и качества при обработке пазов труб, устрой- 1 ство снабжено приводом качания базирующего приспособления, выполненным в виде
0 кинематически связанного со шпинделем инструмента червячного колеса, шарнирно связанного с базирующим приспособлением посредством введенного в устройство регулируемого по длине кривошипно-ша5 тунного механизма, а базирующее приспособление выполнено в виде шарнирно закрепленной на станине рамы с регуляторами ее положения.
50 2. Устройство поп. 1,отличающее- ; я тем, что, оно снабжено концевым выключателем, размещенным на станине с возможностью взаимодействия с введенным в устройство упором, установленным на чер55 вячном колесе.
.r
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ТУРБ | 1995 |
|
RU2093340C1 |
| СТАНОК ДЛЯ ПОЛИРОВКИ ВЫПУКЛЫХ АСФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1968 |
|
SU217998A1 |
| Агрегат для зачистки концов труб | 1989 |
|
SU1717297A1 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ МОДУЛЬ | 1990 |
|
RU2022760C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Установка для дробеударного упрочнения изделий сложно-профильной формы | 1980 |
|
SU884992A1 |
| СТАНОК ДЛЯ ПРИТИРКИ ЗУВЬЕВ СЕКТОРНЫХ ЧЕРВЯЧНЫХ КОЛЕС И ЧЕРВЯКОВ | 1969 |
|
SU251355A1 |
| Способ удаления заусенцев с раструбного соединения чугунной трубы и устройство для его осуществления | 1981 |
|
SU1042606A3 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |

Изобретение относится к металлорежущему оборудованию и может быть использовано для удаления заусенцев в пазах, профрезерованных в трубах. Цель изобретения - повышение производительности и качества обработки пазов труб. Устройство для зачистки заусенцев содержит приспособление для заготовки, установленное шарнирно на оси, перпендикулярной оси вращения шпинделя инструмента. За счет этого приспособление вместе с заготовкой качается в вертикальной плоскости, проходящей через оси шпинделя и заготовки. Привод качания осуществляется через кинематическую связь от шпиндельного вала. Заусенцы внутри паза трубы удаляют вращающимся инструментом, введенным в паз после установки и фиксации заготовки в приспособлении. В конце цикла качания (один двойной ход) привод самостоятельно останавливается, происходит ручная переустановка заготовок. В зависимости от размеров трубы и паза возможна регулировка угла и радиуса качания для достижения оптимального качества обработки. 1 з.п. ф-лы, 3 ил.
Фиг,1
L
м
X/
xs
Л М
ИИГЖПИШ / /
frn ii//itHnfffff
Т
М
12
/J
/5
А-А
Фиг.2
Фиг.З
| Устройство для зачистки поверхностей изделий | 1983 |
|
SU1206060A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
