Изобретение относится к переработке полимерных материалов, в частности реак- топласгов методом инжекционного прессо- Е5ания, и может быть использовано в химической и других отраслях промышленности.
Цель изобретения - обеспечение возможности изготовления изделий различного типоразмера и снижение трудоемкости монтажа формы.
На фиг. 1 изображена форма для форНаличие сменного стакана, формующего поршня и расположение формуюш,ей полости в неподвижной полуформе дает возможность выпускать изделия различного ассортимента при минимальных затратах перемонтажа формы.
Использование предлагаемой формы позволяет осуш,ествить быстрый переход на изготовление изделий различного ассортимента путем замены стакана и формуюш.его
мования термореактивных материалов ме- 10 поршня и применять одну и ту же крепежтодом инжекционного прессования; наную оснастку.
фиг. 2 - полуформа с нагревателями;Предлагаемая форма универсальна и может быть установлена на литьевых машинах с различным типом узла смыкания.
2 -
на фиг. 3 - конфигурация формующей полости.
Форма состоит из неподвижной 1 и подвижной полуформ. Неподвижная полуформа 1 содержит литниковое отверстие 2. Подвижная полуформа крепится к обогреваемой плите 3, имеющей нагреватели 4, посредством гильзы 5, с другой стороны к
15
Формула изобретения
1. Форма для инжекционного прессования изделий из термореактивных материа---глов, содержащая неподвижную и подвижную
обогреваемой плите жестко крепится гидро- 20 полуформы, формующий порщень, закреп- иривод 6. Гидропривод 6 состоит из плун-ленный на свободном конце штока гидро
жера 7, штока 8, на свободный конец которого навинчивается формующий nopnjeHb 9.
Формуюп-1ий поршень 9, навинченный на гильзу, и стакан 10 формуют изделие.
привода и размещенный в оформляющей полости, отличающаяся тем, что, с целью расширения эксплуатационных возможностей формы, неподвижная полуформа выbj V . и UlaKan iU LlJUIJlVlylUl .l,C.yjnC.,Il .j..-,
Форма работает следующим образом. 25 полнена плоской, п одвижная полуформа
Подготовленная механизмом пластикации доза расплава реактопласта впрыскивается в разогретую нагревателями 4 форму через литниковый канал 2. При этом формующий поршень 9 отходит немного назад не давая давлению впрыскиваемого материала раскрыть форму. Затем гидропривод 6 обеспечивает продвижение формующего поршня 9 вперед и в зазоре между формующим поршнем 9, стаканом 10 и неподвижной плитой 1 происходит формование изделия.
30
выполнена разъемной, состоящей из стакана, гильзы и обогреваемой плиты, причем гильза и обогреваемая плита жестко соединены и имеют отверстие под щток гидропривода, а стакан соединен с гильзой посредством разъемного соединения.
2. Форма по п. 1, отличающаяся тем, что гидропривод жестко закреплен на наружной поверхности обогреваемой плиты, а шток гидропривода соединен с формующим поршнем посредством резьбового соединения.
Наличие сменного стакана, формующего поршня и расположение формуюш,ей полости в неподвижной полуформе дает возможность выпускать изделия различного ассортимента при минимальных затратах перемонтажа формы.
Использование предлагаемой формы позволяет осуш,ествить быстрый переход на изготовление изделий различного ассортимента путем замены стакана и формуюш.его
15
Формула изобретения
полуформы, формующий порщень, закреп- ленный на свободном конце штока гидро
привода и размещенный в оформляющей полости, отличающаяся тем, что, с целью расширения эксплуатационных возможностей формы, неподвижная полуформа ,Il .j..-,
полнена плоской, п одвижная полуформа
полнена плоской, п одвижная полуформа
выполнена разъемной, состоящей из стакана, гильзы и обогреваемой плиты, причем гильза и обогреваемая плита жестко соединены и имеют отверстие под щток гидропривода, а стакан соединен с гильзой посредством разъемного соединения.
2. Форма по п. 1, отличающаяся тем, что гидропривод жестко закреплен на наружной поверхности обогреваемой плиты, а шток гидропривода соединен с формующим поршнем посредством резьбового соединения.
5
.2
Составитель С. Шорин
Техред И. ВересКорректор Л. Пилипенко
Тираж 565Подписное
ВНИИ11И Государственного комитета СССР по делам изобретений и открытий
И3035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое нредириятие, г. Ужгород, ул. Проектная, 4
9иг.З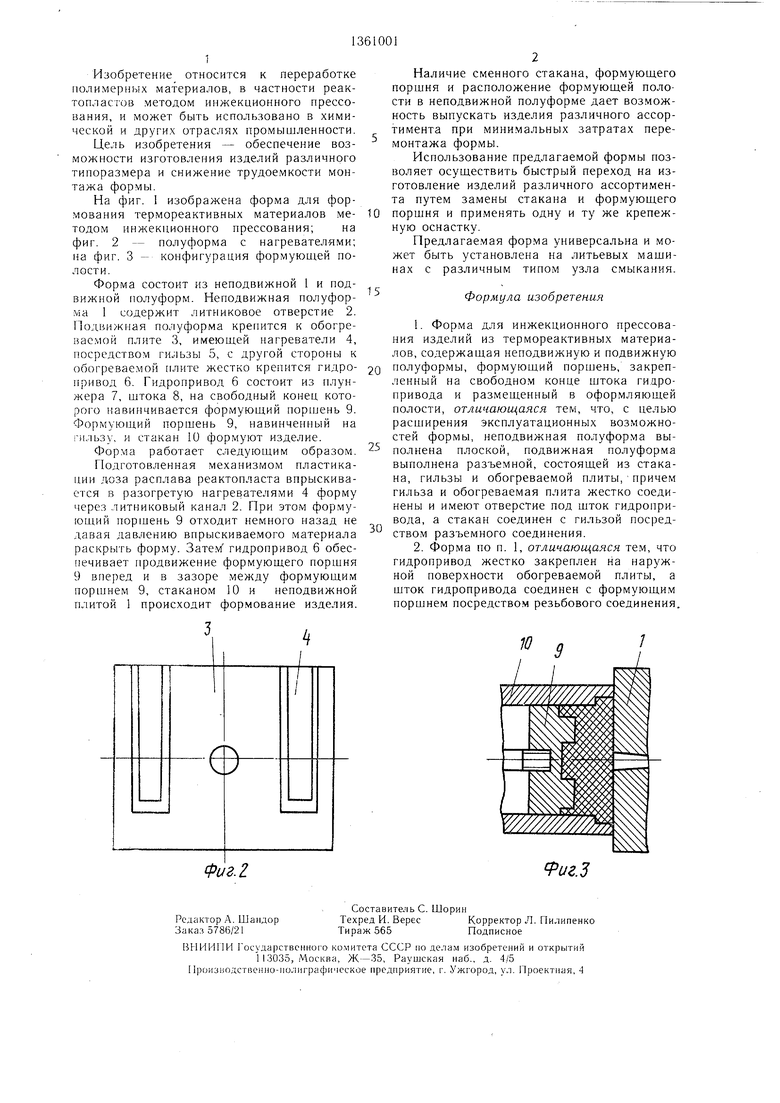
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Прессформа для литья под давлением отливок с боковыми отверстиями | 1976 |
|
SU608605A1 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2008222C1 |
| Форма для трансферного прессования реактопластов | 1989 |
|
SU1682194A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| Литьевая форма для изготовления полимерных изделий | 1987 |
|
SU1426821A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1994 |
|
RU2070475C1 |
| Машина для литья под давлением | 1983 |
|
SU1082555A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РЕАКТОПЛАСТОВ И ЛИТЬЕВАЯ ФОРМА | 1994 |
|
RU2037418C1 |
| Литьевая форма для изготовления длинномерных полых полимерных изделий | 1984 |
|
SU1159792A1 |
Изобретение относится к переработке полимерных материалов, в частности реак- топластов, методом инжекционного прессования. Цель - повышение эксплуатацпон- йых возможностей формы. Для этого неподвижная полуформа 1 выполнена плоской, подвижная полуформа выполнена разъемной, состоящей из стакана 10, гильзы 5 и обогреваемой плиты, причем гильза и обогреваемая плита жестко соединены и имеют отверстие под шток гндропровода 6, а станок соединен с гильзой посредством разъемного соединения. 1 з.п, ф-лы, 3 ил. S |СЛ оо О5 О о ФигЛ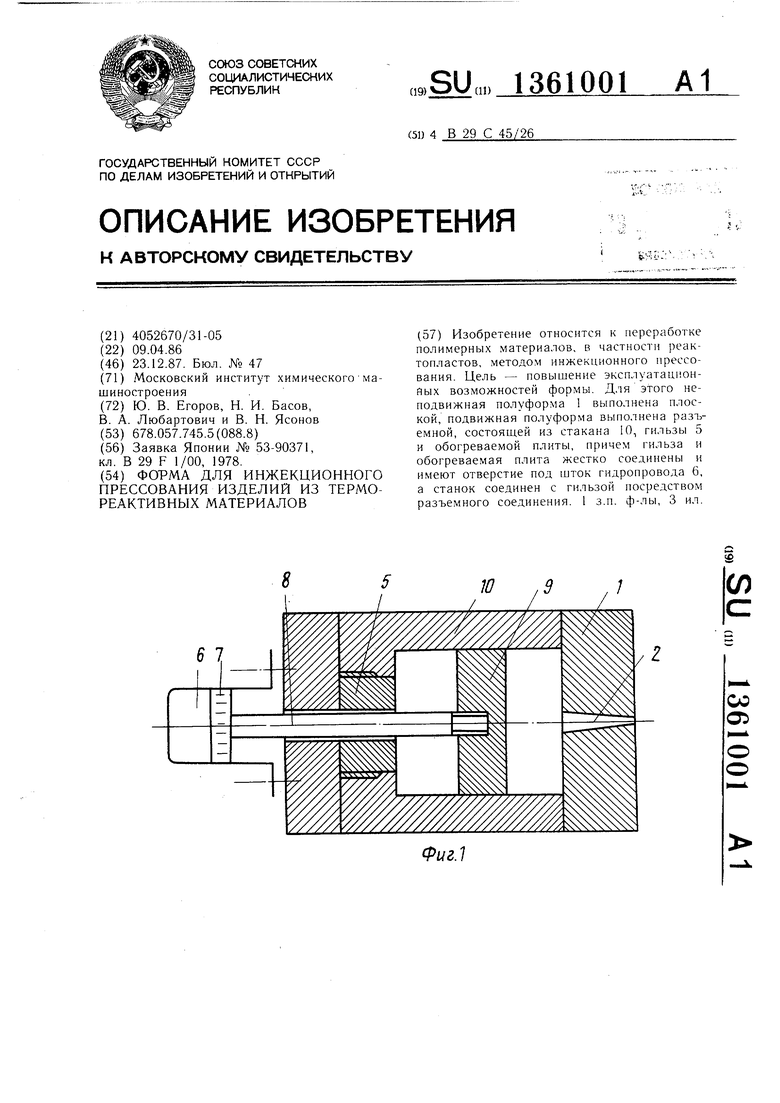
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Солесос | 1922 |
|
SU29A1 |
