S
СО
лньаемого изделия путем предотвращения трепсин и выпуклостей, образую- иц1хся на изделии от ударного воздействия толкателей и повьшгения долго- вечностт1 работы формы. Литьевая форма содержит неподвижную литниковую плиту 1 , подвижную пoлyфop ry 2, промежуточную плиту 4, оформляющую плиту 5, плиту предварительного выталкивания 8 и двухступенчатую выталкивающую систему, включающую центральный толкатель 6, закрепленный в плите окончательного выталкивания 7. В офор мляющей плите 5 подвижно установлен оформляющий вкладьш 9. Плита предварительного выталкивания связана с плитой окончательного выталкивания посредством гидроцилиндра, содержащего цилиндр, совмещенный с центрать- ным толкателем 6, поршень 10 со штоком, золотник 1I и дополнительный поршень 125 подвижно установленный на штоке поршня 10. При раскрытии формы под воздействием толкателя 6 плита 7 останавливается. Одновременно останавливаются поршень со штоком 10 и плита 8, поскольку канал, соединяющий полости гидроцилиндра, перекрыт золотником I. Остальные ПЛИТЫ подвижной полуформы продолжают перемещаться, а изделие совместным воздействием оформляющего вкладыша 9 и толкателей 15 снимается с оформляющей плиты 5. Окончательный съем изделия осуществляется неподвижными толкателями 15. 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1562150A2 |
| Литьевая форма для изготовления полимерных изделий | 1989 |
|
SU1634524A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1256979A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая форма с двухступенчатой выталкивающей системой | 1975 |
|
SU555022A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
| Литьевая форма с двухступенчатой выталкивающей системой | 1988 |
|
SU1597280A1 |
| Литьевая форма с двухступенчатой системой выталкивания | 1980 |
|
SU897542A1 |
Изобретение относится к области переработки пластмасс в изделия методом литья под давлением. Цель изобретения - повьшение качества изготав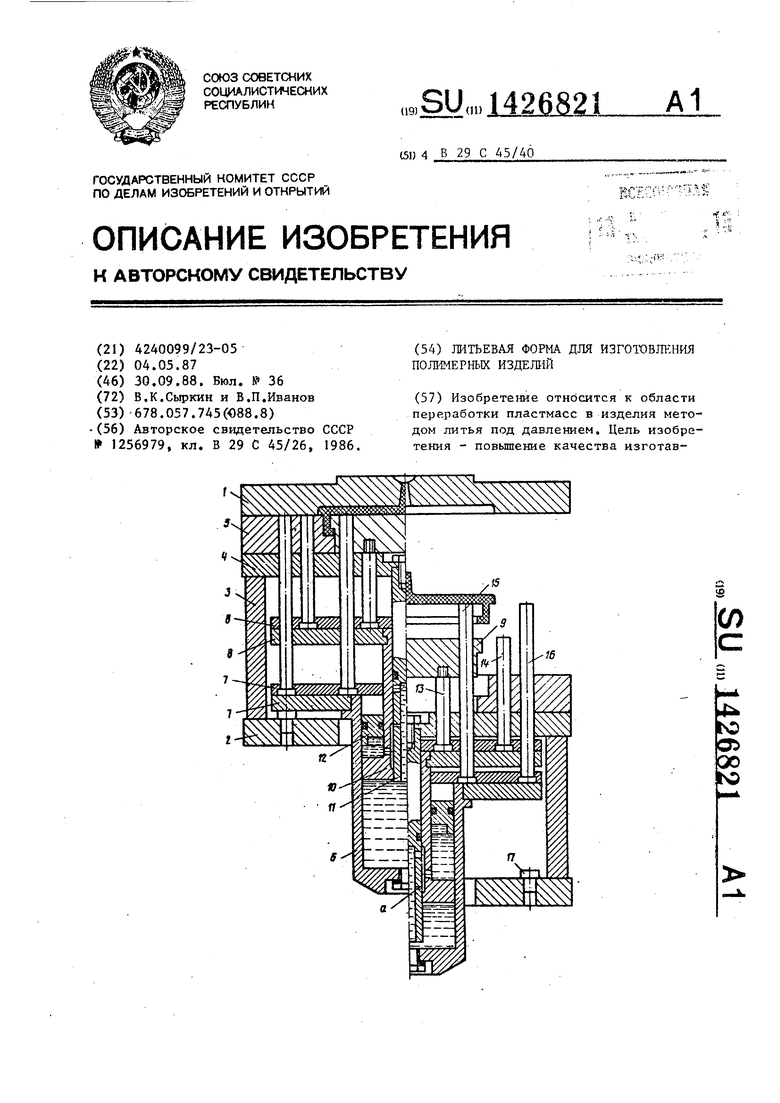
1
Изобретение относится к области переработки пластмасс в изделия методом литья под давлением.
Цель изобретения - повышение качества изготавливаемого изделия пу- тем предотвращения трещин и выпуклостей, образующихся на изделии от ударного воздействия толкателей, и повышение долговечности работы формы. : На чертеже изображена литьевая форма (слева от осевой - в сомкнутом положении, справа - в разомкнутом).
Литьевая форма содержит неподвижную литниковую плиту 1, подвижную полуформу с основанием 2, жестко свя-i занным посредством опоры 3 с проме- ;жуточной плитой 4 и с, оформляющей плитой 5, и двухступенчатую выталкивающую систему, включающую центральный толкатель 6, закрепленный в плите окончательного выталкивания 7 и выполненный в виде втулки с опорной частью, плиту предварительного выталкивания 8,
В оформляющей плите 5 подвижно установлен оформляющий вкладыш 9. Плита предварительного выталкивания связа на с плитой окончательного вб1талки- вания посредством гидроцили1здра, со- держшдего цилиндр, совмещенный с центральным толкателем 6 в одну деталь, поршень 10 со штоком, неподвижно за
крепленный с плитой предварительного выталкивания, золотник 11, установ- ленньш вдоль продольной оси поршня со штоком, и дополнительный поршень 12, подвижно установленный на .штоке поршня 10.
Золотник 11 закреплен на промежуточной плите 4, жестко связанной с плитой 5, и поэтому золотник скреплен с оформляющей плитой 5.
Дополнительный поршень предназначен для герметизации штоковой полости гидроцилиндра, а возможность его продольного перемещения относительно цилиндра и поршня со штоком позволяет компенсировать дополнительный объем, занимаемый щтоком при перемещении поршня 10 относительно цилиндра. Для герметизации гидроцилиндра золотник и дополнительный поршень снабжены уплотнит ель ными резиновыми кольцами (не обозначены).
Золотник и поршень со штоком снаб- жены внутренними каналами для перетекания рабочей жидкости из одной полости гидроцилиндра в другую, при этом в золотнике эти каналы выполнены в виде центрального отверстия с выходом в радиальные отверстия, а в поршне со штоком - в виде внутренней проточки с радиальными отверстиями.Кроме того, на золотнике выполнено балан10
15
- 1426821
ировочное отверстие а диаметром ,3-0,5 мм, предназначенпое для перетекания рабочей жидкости, вытесняеой золотником при перекрытых внутренних каналах.
На плите предварительного выталкивания закреплены толкатели 13, естко связанные с оформляющим вклаышем 9 и контртолкатели 14, а на плите окончательного выталкивания установлены толкатели 15 и контртолкатели 16; На основании 2 установлены упорные штыри 17.
Литьевая форма работает следующим образом.
После впрыска расплава полимера и технологической выдержки форма рас- крьшается, при этом из-за взаимодействия центрального толкателя 6 с упо- 20 ром термопластавтомата останавливается плита 7 окончательного выталкивания. Одновременно, вследствие того, что канал,.соединяющий полости гидроцилиндра, перекрыт золотником 11, совместно с центральным толкателем останавливается поршень со штоком 10 и плита предварительного выталкивания 8. Остальные плиты подвижной полуформы продолжают перемещаться, а изделие совместным воздействием офорг мляющего вкладыша 9 и толкателей 15 снимается с оформляющей плиты 5, при этом рабочая жидкость, вытесняемая золотником, перетекает через балан25
30
35
сировочное отверстие а.
При дальнейшем движении подвижной полуформы радиальные отверстия золотника перемещаются к внутренней, проточке на поршне со штоком 10, в результате открывается внутренний канал, соединяющий полости гидроцилиндра, и поршень со штоком освобождается от неподвижной связи с центральным толкателем.
После этого поршень со штоком, плита предварительного выталкивания 8 и оформляющий вкладьш 9 начинают плавно перемещаться совместно с подвижной полуформой, а неподвижные толкатели 15 плавно без ударов сталкивают изделие с оформляющего вкладыша, завершая тем самьм извлечение изделия из формы, при этом дополнительный поршень 12 перемещается от поршня со штоком 10, компенсируя тем са- I .
ВНИИПИ Заказ 48J4/18
мым объем жидкости, вытесняе.шлй штоком при своем перемещеН11н.
При смыкании формы контртолкатели 15 и 16 возвращают плиты выталкивающей системы в исходное положение до упоров 17, после этого цикл повторяется ,
Таким образом, предложенное техническое решение позволяет снизить ударные нагрузки, воздействующие на выталкивающую систему формы. При окончательном выталкивании изделия толкатели вступают в работу плавно без ударов, предотвращая тем механическое повреждение изготавливаемого изделия, особенно изделий тонкостенных с поднутрениями и больших размеров.
В связи с уменьшением ударных нагрузок и с меньшим по сравнению с аналогичными по назначению механическими устройствами износом гидравлических устройств повышается долговечность работы формы.
Формула изобретения
и выполненный в виде втулки с опорной частью, и плиту предварительного выталкивания,, отличающаяся тем, что, с целью повышения качества изготавливаемых изделий и повышения долговечности работы формы, выталкивающая система снабжена гидроцилиндром, связывающим между собой плиты предварительного и окончательного выталкивания.
с возможностью продольного перемещения дополнительный поршень.
Тираж 559 Подписное
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1256979A1 |
| Солесос | 1922 |
|
SU29A1 |
