V
Изобретение относится к области прокатного производства, в частности к намотке на барабан моталки полосы при холодной прокатке для последующего отжига в колпаковой печи.
Цель изобретения - повьшение качества рулона за счет исключения сваривания его витков при отжиге.
На чертеже показан график изменения натяжения полосы в процессе намотки рулона.
Способ заключается в заправке полосы на барабан с натяжением от двух до пяти раз большим значения технологического натяжения (те-мол ) ) последующей намотке со снижением натяжения по линейному закону до натяжения, равного технологическому, до намотки рулона диаметром, равным от 0,07 до 0,1 от конечного диаметра рулона (D,).
Намотку с натяжением, равным технологическому, производят до намотки рулона диаметром, равным от 0,9 до 0,93 от конечного диаметра рулона а намотку оставшейся части рулона производят с натяжением от двух до пяти раз большим величины технологического натяжения, при этом увеличение натяжения ведут по линейному закону. При намотке технологическое натяжение принимают равным от 15 до 20 МПа.
Пример. Намотку полосы из стали 08Ю шириной 1630 мм и толщиной 0,7 мм производят на барабан моталки с диаметром 600 мм до конечного диа- ,метра рулона 2100 мм с массой рулона 30 т. Намотку производят с технологическим натяжением от 15 до 20 МПа.
Редактор О. Спесивых
IHIH II Ш
Заказ 6335/6
Составитель В. Гринберг
Техред М.Дидык Корректор С. Шекмар
Тираж 731Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород ул. Проектная, 4.
625272
Намотку необходимо проводить с изменением технологического натяжения по приведенному графику. После отжига рулона в печи сваривания витков не наблюдается.
Технико-экономический эффект от внедрения изобретения обеспечивается повышением качества рулона по .Q сравнению с базовым объектом за счет исключения сваривания витков рулона.
Формула изобретения
Способ намотки на барабан моталки полосы при холодной прокатке для последующего отжига рулона в колпаковой печи, заключающийся в заправке полосы на барабан с натяжением от двух до пяти раз большим значения технологического натяжения и последующей намотке со снижением натяжения по линейному закону до натяжения, равного технологическому, отличающийся тем, что, с целью повышения качества рулона за счет исключения сваривания его витков при отжиге, упомянутое снижение натяжения производят до намотки рулона диаметром, равным от 0,07 до 0,1 от конечного диаметра рулона, намотку с натяжением, равным технологическому, производят до намотки рулона диаметром, равным от 0,9 до 0,93 от конечного диаметра рулона, а намотку оставшейся части рулона производят с натяжением от двух до пяти раз большим величины технологического натя- жения, при этом увеличение натяжения ведут по линейному закону.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАМОТКИ ХОЛОДНОКАТАНОЙ ПОЛОСЫ В РУЛОН | 2006 |
|
RU2323055C2 |
| СПОСОБ НАМОТКИ НА БАРАБАН МОТАЛКИ ПОЛОСЫ ПРИ ХОЛОДНОЙ ПРОКАТКЕ ДЛЯ ПОСЛЕДУЮЩЕГО ОТЖИГА В КОЛПАКОВОЙ ПЕЧИ | 1994 |
|
RU2072268C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОННОГО ПОЛОСОВОГО ПРОКАТА | 2003 |
|
RU2236917C1 |
| СПОСОБ НАМОТКИ ХОЛОДНОКАТАНЫХ ПОЛОС В РУЛОН | 2001 |
|
RU2212296C2 |
| СПОСОБ НАМОТКИ ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2003 |
|
RU2242311C1 |
| Способ намотки холоднокатаных полос на барабан моталки | 1989 |
|
SU1639822A1 |
| Способ намотки полосы выходящей из прокатного стана на барабан моталки | 1977 |
|
SU732046A1 |
| Способ производства холоднокатаной полосовой стали | 1989 |
|
SU1766986A1 |
| СПОСОБ СМОТКИ В РУЛОН ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2222400C1 |
| Способ намотки полосы на барабанМОТАлКи | 1979 |
|
SU804055A1 |
Изобретение относится к области прокатного производства, в частности к намотке на барабан моталки полосы при холодной прокатке для последую- щего отжига в колпаковой печи. Цель изобретения - повышение качества рулона за счет исключения сваривания его витков при отжиге. При намотке полосы натяжение изменяют по приведенному на чертеже графику, где гехиол. технологическое натяжение; D - конечньй диаметр рулона. Изменение натяжения производят на обоих . участках изменения по линейному закону. 1 шт. § СЛ DuQMemp рулона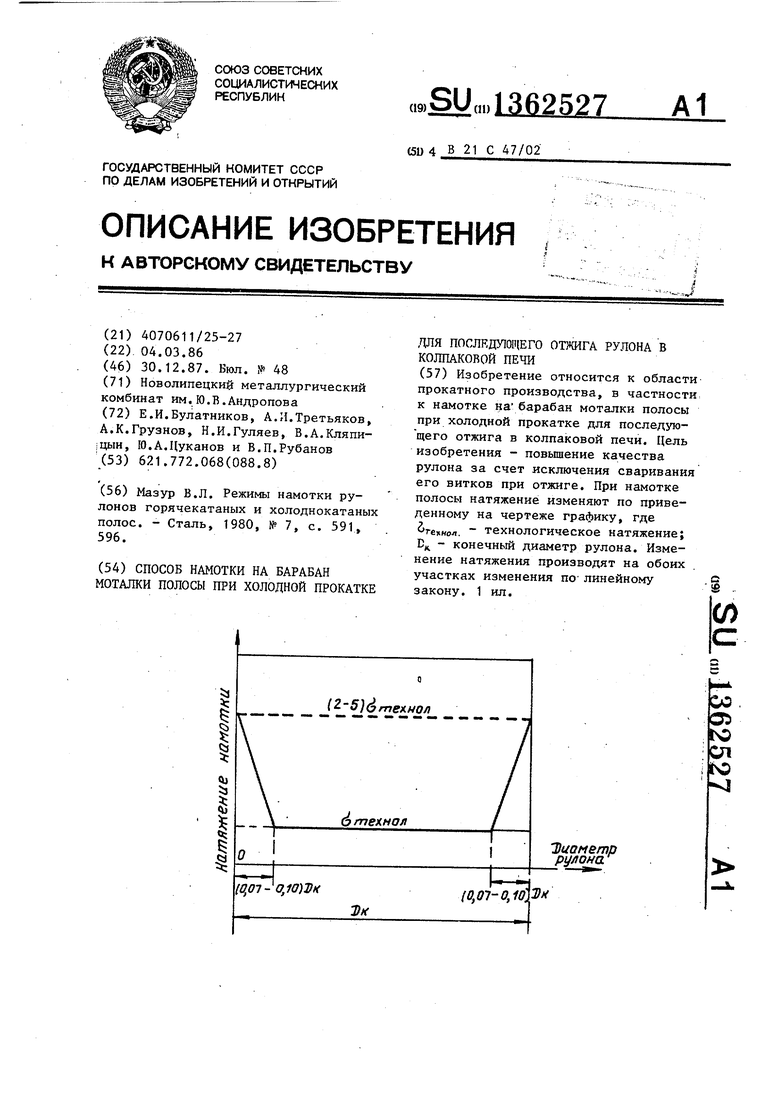
| Мазур В.Л | |||
| Режимы намотки рулонов горячекатаных и холоднокатаных полос | |||
| - Сталь, 1980, № 7, с | |||
| Способ получения алкиловых эфиров нитрофенолов | 1920 |
|
SU591A1 |
