Изобретение относится к прокатному производству, в частности к способам намотки холоднокатаных полос на барабан моталки.
Цель изобретения - повышение качества рулона за счет уменьшения свариваемости его витков при отжиге и снижения дефектов полос типа излом.
На чертеже показан график изменения натяжения полосы в процессе намотки рулона,
Способ намотки заключается в заправке полосы на барабан с натяжением о в два раза большим технологического натяжения От и последующей намотке с переменным натяжением
Для рулонов с наружным радиусом Рнар меньше или равным 900 мм. на длине полосы, равной ,2 от полной длины полосы Цюл. намотку производят с натяжением равным натяжению при заправке полосы на барабан (П . затем н а длине от Li
0,2 Lnon до ,4 Lnon намотку производят со снижением натяжения по линейному закону до величины, равной технологическому натяжению о , при этом значении натяжения намотку производят на длине полосы от , до 0,65 Lnon и далее намотку производят на длине от 0,65 Lnon до ,7 Lnon с увеличением натяжения по линейному закону до натяжения аг (-5,05 + + 1,12-10 R нар) (т и заканчивают намотку с этим натяжением на оставшейся длине полосы
Для рулонов с наружным радиусом больше 900 мм на длине полосы, равной Li (0,54 - 3.7 -104 Рнар) Lnon, намотку производят с натяжением, равным натяжению при заправке полосы на барабан ф затем на длине от Li (0,54 - 3.71 10
-4 v4
Рнар) Lnon до длины L2-(1.08-7,43- 10 Рнар) Lnon намотку производят со снижением натяжения по линейному закону до величины, равной технологическому натяжению
(Л
С
о со ю
00
ю ю
6 т, при этом значении натяжения намотку производят на длине полосы от La - (1,08 - 7,43 Рнар)1-пол ДО L3 0,65 Lnon и далее намотку производят на длине полосы от ,65 1Пол до ,7 с увеличением натяжения по линейному закону до натяжения (% 5 От и заканчивают намотку с этим натяжением на оставшейся длине полосы, при этом полную длину полосы определяют по зависимости
1-пол -
W 10й
В hp где W - масса рулона, т;
В - ширина полосы, мм;
h - толщина полосы, мм;
р - плотность металла полосы, т/м3, а наружный радиус рулона определяют по зависимости
RHap 1-пол h-- 103/jr + R62 ,
где Нб - радиус барабана моталки, мм.
Пример. Намотку полосы из стали 08Ю шириной 1400-1600 мм и толщиной 0,8-2,5 мм производят на барабан моталки радиусом мм до конечного радиуса рулона Кнар 1100 мм.
Намотку производят с технологическим натяжением ат 25-35 МПа с изменением натяжения по приведенному выше способу в соответствии с приведенным графиком. После отжига рулонов в печи сваривания витков и дефектов типа излом не наблюдается.
Технико-экономический эффект от внедрения изобретения по сравнению с базовым объектом обеспечивается благодаря повышению качества рулонов за счет уменьшения свариваемости витков при отжиге и снижения дефектов типа излом.
Формула изобретения
Способ намотки холоднокатаных полос на барабан моталки, заключающийся в заправке полосы на барабан с натяжением в
два раза большим технологического натяжения и последущей намотке с переменным натяжением, отличающийся тем, что, с целью повышения качества рулона за счет
уменьшения свариваемости его витков при отжиге и снижения дефектов полос типа излом для рулонов с наружным радиусом, меньшим или равным 900 мм, на длине полосы, равной 0,2 от полной длины полосы,
намотку производят с натяжением, равным натяжению при заправке полосы на барабан, затем на длине 0,2-0,4 от полной длины полосы намотку производят со снижением натяжения по линейному закону до величины, равной технологическому натяжению, при этом значении натяжения намотку производят на длине полосы 0,40-0,65 от полной длины полоски и далее намотку производят на длине полосы 0,65-0,70 от
полной длины полосы с увеличением натяжения по линейному закону до натяжения, равного (-5,05 + 1.12 10 Rнар) От , где Rnap - наружный радиус рулона, мм; стт - технологическое натяжение, МПа, и заканчивают намотку с этим натяжением на оставшейся длине полосы, а для рулонов с наружным радиусом, большим 900 мм, на длине полосы, равной (0,54-3,7 RHap)x , где Lnon - полная длина полосы, мм,
намотку производят с натяжением, равным натяжению при заправке полосы на барабан, затем на длине от (0,54-3,71 RHap)x х1Пол до длины (1,08-7,43 Рнар)-пол намотку производят со снижением натяжения
по линейному закону до величины, равной технологическому натяжению, при этом значении натяжения намотку производят на длине полосы от (1,08-7,43 RHap)Lnon до 0,65 от полной длины полосы и далее намот0 «у производят на длине полосы 0,65-0,70 от полной длины полосы с увеличением натяжения по линейному закону до натяжения, равного пятикратному натяжению, и заканчивают намотку с этим натяжением на ос5 тавшейся длине полосы
1ч
L3 Lt Длина полосы, м
-W м
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАМОТКИ ХОЛОДНОКАТАНЫХ ПОЛОС В РУЛОН | 2001 |
|
RU2212296C2 |
| СПОСОБ НАМОТКИ ХОЛОДНОКАТАНОЙ ПОЛОСЫ В РУЛОН | 2006 |
|
RU2323055C2 |
| СПОСОБ НАМОТКИ НА БАРАБАН МОТАЛКИ ПОЛОСЫ ПРИ ХОЛОДНОЙ ПРОКАТКЕ ДЛЯ ПОСЛЕДУЮЩЕГО ОТЖИГА В КОЛПАКОВОЙ ПЕЧИ | 1994 |
|
RU2072268C1 |
| Способ намотки на барабан моталки полосы при холодной прокатке для последующего отжига рулона в колпаковой печи | 1986 |
|
SU1362527A1 |
| СПОСОБ НАМОТКИ ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2003 |
|
RU2242311C1 |
| Способ намотки холоднокатаной полосы на барабан моталки | 1984 |
|
SU1266595A1 |
| Способ намотки полосы выходящей из прокатного стана на барабан моталки | 1977 |
|
SU732046A1 |
| Способ намотки полосы на барабанМОТАлКи | 1979 |
|
SU804055A1 |
| СПОСОБ СМОТКИ В РУЛОН ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2222400C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОННОГО ПОЛОСОВОГО ПРОКАТА | 2003 |
|
RU2236917C1 |
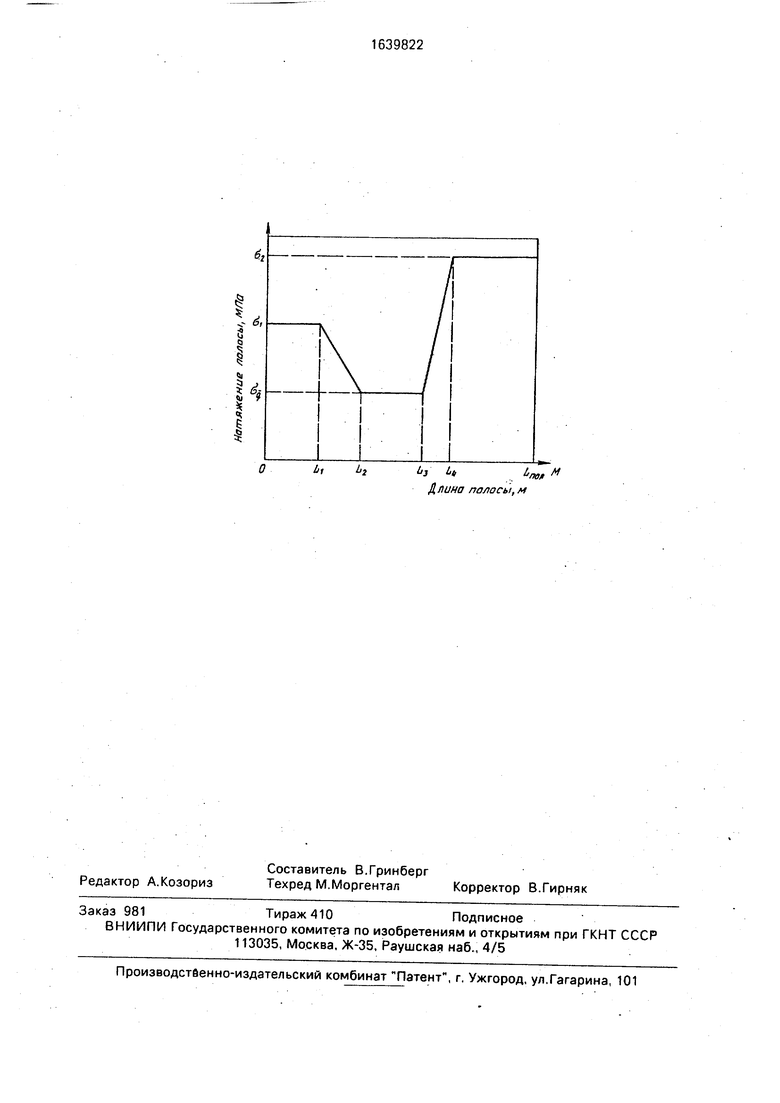
Изобретение относится к прокатному производству, в частности к способам намотки холоднокатаных полос на барабан моталки. Цель изобретения - повышение качества рулона за счет уменьшения свариваемости его витков при отжиге и снижения дефектов полос типа излом, что обеспечивается соответствующим изменением натяжения полосы при намотке. Изменение натяжения на участках с длиной полости от до La и от LJ до LI производят по линейному закону, при этом натяжение полосы (oi) при заправке последней на барабан моталки принимают равным удвоенному технологическому натяжению 1 ил.
| Способ намотки на барабан моталки полосы при холодной прокатке для последующего отжига рулона в колпаковой печи | 1986 |
|
SU1362527A1 |
