(54) ГИБОЧНЫЙ ШТАМП
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для листовой штамповки | 1982 |
|
SU1091964A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп для изготовления полых деталей | 1988 |
|
SU1567306A1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Штамп для обрезки полых деталей | 1979 |
|
SU829355A1 |
| Гибочный штамп | 1984 |
|
SU1199356A1 |
| Гибочный штамп для изготовления деталей сложной формы из листовых заготовок | 1980 |
|
SU925486A1 |
| Штамп для выдавливания полых деталей | 1978 |
|
SU738740A1 |
| Штамп для гибки деталей с отверстиями на отгибаемых полках | 1983 |
|
SU1152687A1 |
| Штамп для изготовления деталей типа скобы | 1981 |
|
SU1076168A1 |
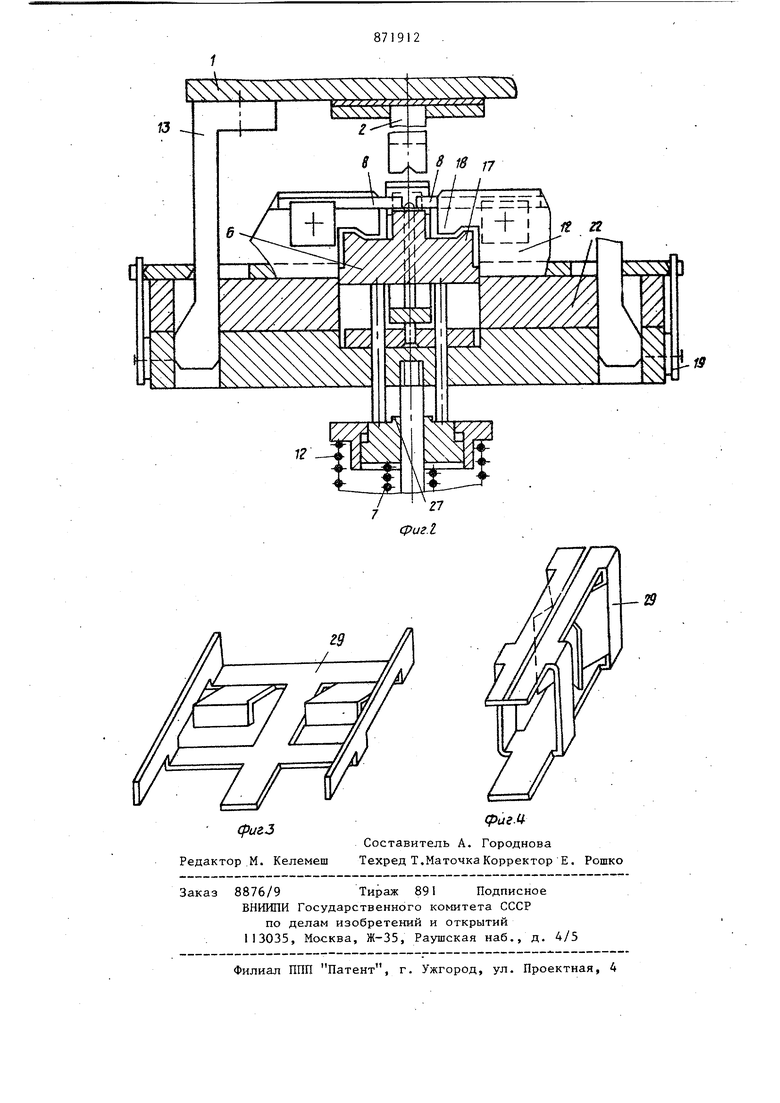
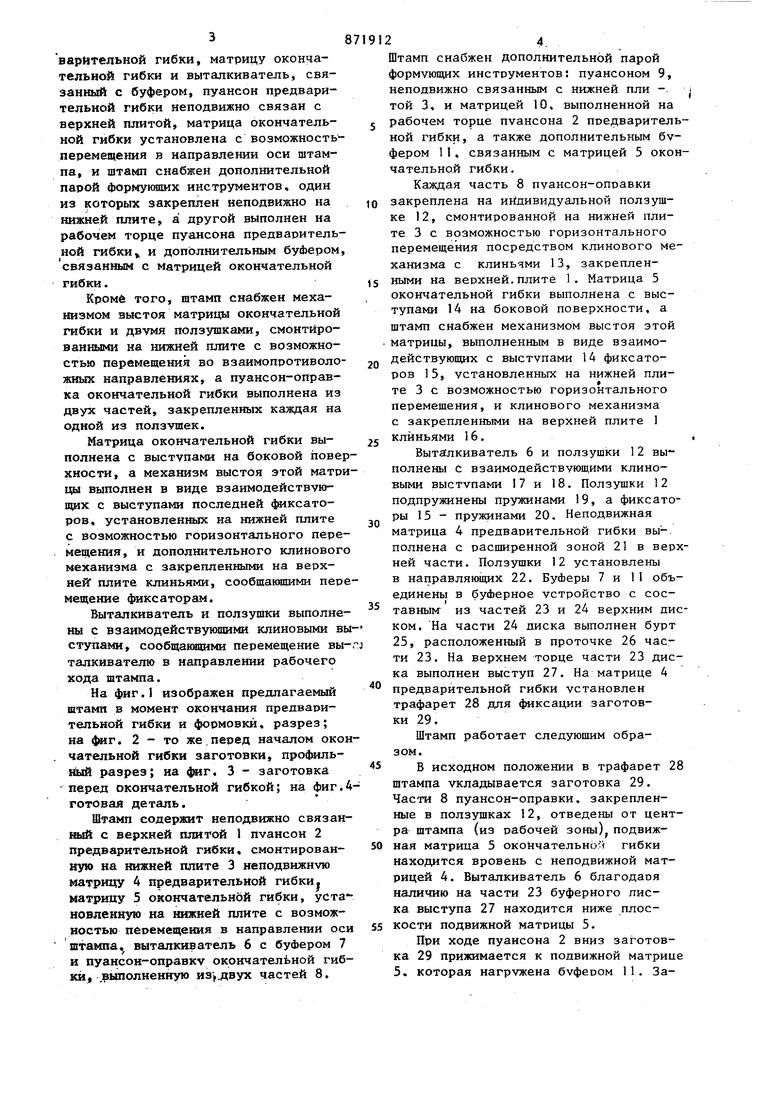
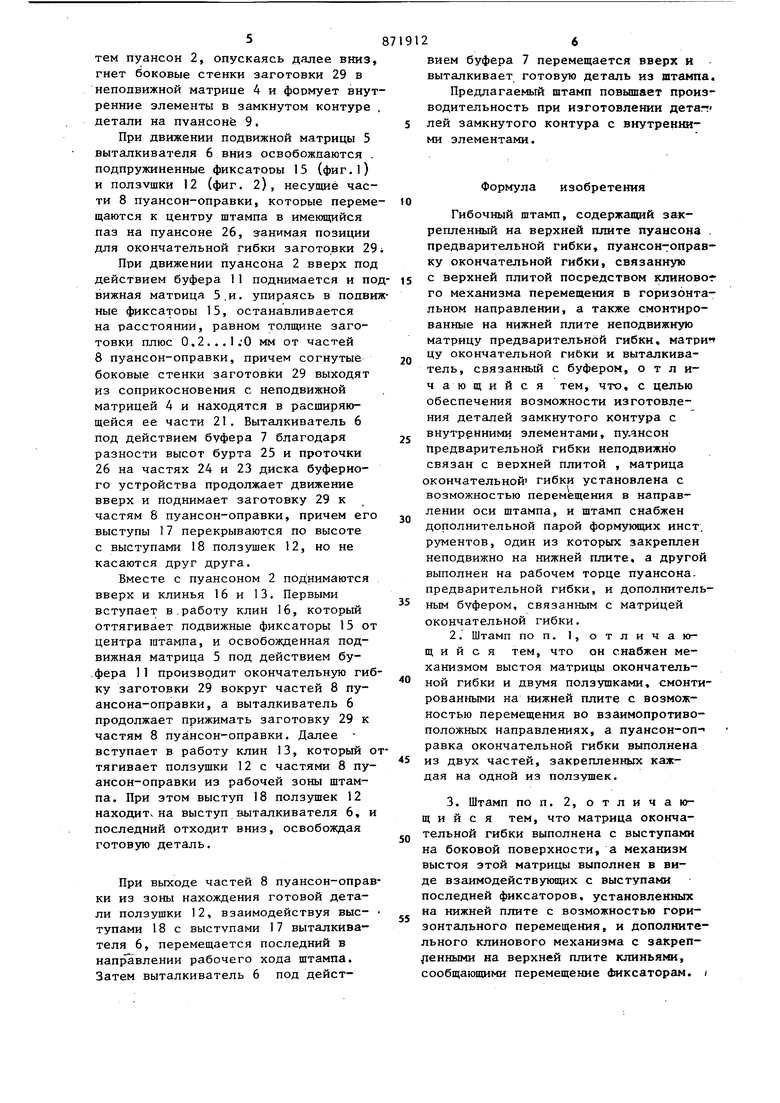
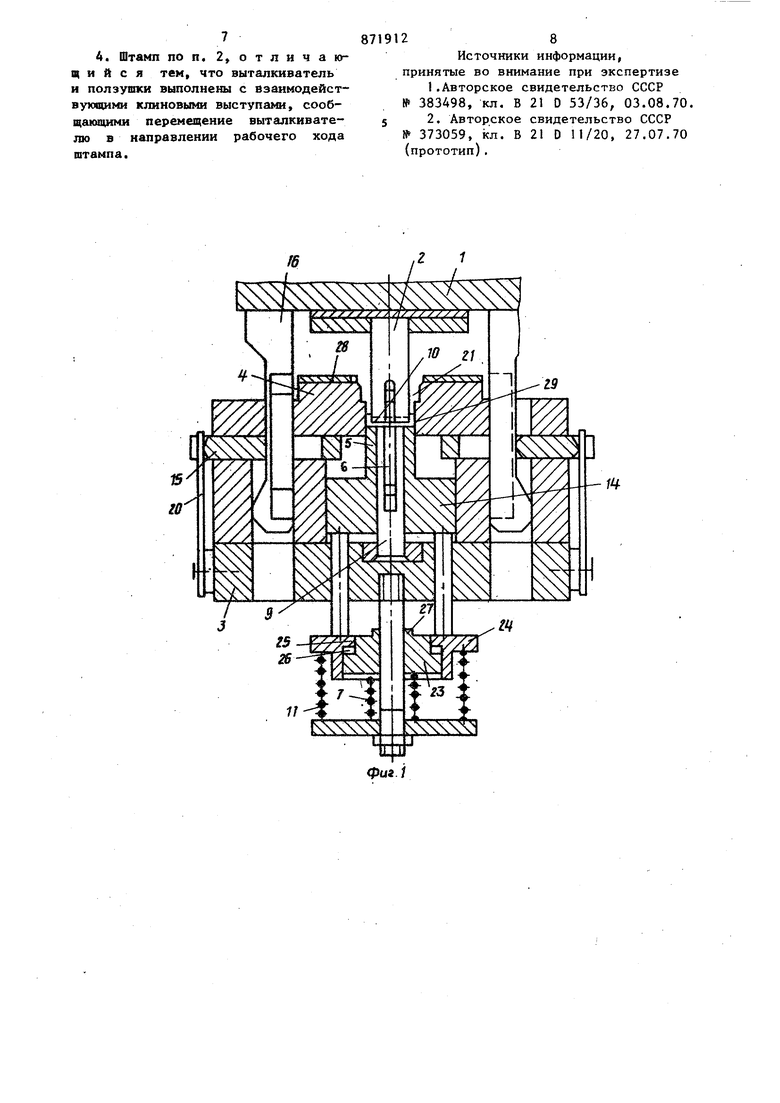
Изобретение относится к обработке металлов давлением, в частности к технологической оснастке для гибки деталей замкнутого контура. Известен штамп для гибки деталей замкнутого контура, содержащий мат-, рицу, выполненную в виде плиты со ступенчатой рабочей поверхностью, оправку, закрепленную-на верхней плите, и оправку, размещенную в нижней плите с возможностью осевого перемещения l 1. Недостаток этого штампа - отсутст вие возможности изготовления деталей замкнутого контура с внутренний элементами. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является гибочный штамп, содержащий закрепленный на верхней плите пуансон предварительной гибки и неподвижно связанную с последним пуансон-оправку окончатель ной гибки, связанную с верхней плито клиновой механизм перемещения этих пуансонов в горизонтальной направлении, смонтированные на нижней плите неподвижные матрицу предварительной гибки и матрицу окончательной гибки, а также выталкиватель, связанный с буфером 2. Описанный штамп также обладает, недостатком отсутствия возможности изготовления деталей замкнутого контура с внутренними элементами. Цель изобретения - обеспечение возможности изготовления деталей замкнутого контура с внутренними элементами. Для достижения цели в штампе, содержашем закрепленный на верхней Т1лите пуансон . предварительной гибки, пуансон-оправку окончательной гибки, связанную с верхней плитой посредством клинового механизма перемещения в горизонтальном направлении, а также смонтированные на нижней плите неподвижную матрицу пред3верительной гибки, матрицу окончательной гибки и выталкиватель, связанный с буфером, пуансон предварительной гибки неподвижно связан с верхней плитой, матрица окончательной гибки установлена с возможностьперемещения в направлении оси штампа, и штамп снабжен дополнительной парой формукйпих инструментов, один из которых закреплен неподвижно на нижней штате, а другой выполнен на рабочем торце пуансона предваритель ной гибки и дополнительным буфером связанным с матрицей окончательной гибки. Кроме того, штамп снабжен механизмом выстоя матрицы окончательной гибки и двумя ползушками, смонтированными на нижней шште с возможностью перемещения во взаимопротиволо жных направлениях, а пуансон-оправка окончательной гибки выполнена из двух частей, закрепленных каждая на одной из ползушек. Матрица окончательной гибки выполнена с выступами на боковой пове хности, а механизм выстоя этой матр цы выполнен в виде взаимодействующих с выступа№1 последней ксаторов, установленных на нижней плите с возможностью горизонтального пере мещения, и дополнительного клиновог механизма с закрепленными на верхней плите клиньями, сообщающими пер мещение фиксаторам. Выталкиватель и ползушки выполне ны с взаимодействующими клиновыми в ступами, сообщающими перемещение вы талкивателю в направлении рабочего хода штампа. На фиг.1 изображен предлагаемый штамп в момент окончания предварительной гибки и формовки, разрез; на г. 2 - то же.перед началом око чательной гибки заготовки, профильный разрез; на г. 3 - заготовка перед окончательной гибкой; на фиг. готовая деталь. Штамп содержит неподвижно связан {шй с верхней плитой пуансон 2 предварительной гибки, смонтированную на нижней плите 3 неподвижную матрицу 4 предварительной гибки, матрицу 5 окончательной гибки, уста новленную на нижней плите с возможностью перемещения в направлении ос штампа, выталкиватель 6 с буфером 7 и пуансон-оправку окончательной гиб ки « вьшолненную изу.двух частей 8. 4. Штамп снабжен дополнительной парой формующих инструментов: пуансоном 9, неподвижно связанным с нижней пли -. j той 3, и матрицей 10, выполненной на рабочем торце пуансона 2 предварительной гибки, а также дополнительным буфером 11, связанным с матрицей 5 окончательной гибки, Каждая часть 8 пуансон-опоавки закреплена на ийдивидуальной ползушке 12, смонтированной на нижней плите 3 с возможностью горизонтального перемещения посредством клинового механизма с клиньями 13, закрепленными на верхней.плите 1. Матрица 5 окончательной гибки выполнена с выступами 14 на боковой поверхности, а штамп снабжен механизмом выстоя этой матрицы, выполненным в виде взаимодействующих с выступами 14 фиксаторов 15, установленных на нижней плите 3 с возможностью горизонтального перемещения, и клинового механизма с закрепленными на верхней плите 1 клиньями 16., Выталкиватель 6 и пслзушки 12 выполнены с взаимодействующими клиновыми выступами 17 и 18. Ползушки 12 подпружинены пружинами 19, а фиксаторы 15 - пруяоинами 20. Неподвижная матрица 4 предварительной гибки вы-, полнена с расширенной зоной 21 в верхней части. Ползушки 12 установлены в направляющих 22. Буферы 7 и 11 объединены в буферное устройство с составным из частей 23 и 24 верхним диском. На части 24 диска выполнен бурт 25, расположенный в проточке 26 части 23. На верхнем торце части 23 диска выполнен выступ 27. На матрице 4 предварительной гибки установлен трафарет 28 для фиксации заготовки 29. Штамп работает следуюшим образом. В исходном положении в трафарет 28 штампа укладывается заготовка 29. Части 8 пуансон-оправки, закрепленные в ползущках 12, отведены от центра штампа (из рабочей зоны) подвижная матрица 5 окончательной гибки находится вровень с неподвижной матрицей 4. Выталкиватель 6 благодаря наличию на части 23 буферного лиска выступа 27 находится ниже плоскости подвижной матрицы 5. При ходе пуансона 2 вниз заготовка 29 прижимается к подвижной матрице 5. которая нагружена буфером 11. За5тем пуансон 2, опускаясь далее вниз гнет боковые стенки заготовки 29 в неподвижной матрице 4 и формует вну ренние элементы в замкнутом контуре детали на пуансоне 9. При движении подвижной матрицы 5 выталкивателя 6 вниз освобождаются подпружиненные фиксатооы 15 (фиг,1) и ползушки 12 (фиг. 2), несущие час ти 8 пуансон-оправки, которые перем щаются к центру штампа в имеющийся паз на пуансоне 26, з-анимая позиции для окончательной гибки заготовки 2 При движении пуансона 2 вверх по действием буфера 11 поднимается и п вижная матрица 5.и. упираясь в подв ные фиксатооы 15, останавливается на расстоянии, равном толщине заготовки плюс 0,2....О мм от частей 8 пуансон-оправки, причем согнутые боковые стенки заготовки 29 выходят из соприкосновения с неподвижной матрицей 4 и находятся в расширяющейся ее части 21. Выталкиватель 6 под действием буфера 7 благодаря разности высот бурта 25 и проточки 26 на частях 24 и 23 диска буферного устройства продолжает движение вверх и поднимает заготовку 29 к частям 8 пуансон-оправки, причем ег выступы 17 перекрываются по высоте с выступами 18 ползушек 12, но не касаются друг друга. Вместе с пуансоном 2 поднимаются вверх и клинья 16 и 13. Первыми вступает в.работу клин 16, который оттягивает подвижные фиксаторы 15 о центра штампа, и освобожденная подвижная матрица 5 под действием бу,фера 11 производит окончательную ги ку заготовки 29 вокруг частей 8 пуансона-оправки, а выталкиватель 6 продолжает прижимать заготовку 29 к частям 8 пуансон-оправки. Далее вступает в работу клин 13, который тягивает ползушки 12 с частями 8 пу ансон-оправки из рабочей зоны штампа. При этом выступ 18 ползушек 12 находит на выступ выталкивателя 6, последний отходит вниз, освобождая готовую деталь. При выходе частей 8 пуансон-опра ки из зоны нахождения готовой детали ползушки 12, взаимодействуя выступами 18 с выступами 17 выталкивателя 6, перемещается последний в направлении рабочего хода штампа. Затем выталкиватель 6 под дейст6вием буфера 7 перемещается вверх и выталкивает готовую деталь из штампа. Предлагаемый штамп повышает производительность при изготовлешга детагт лей замкнутого контура с внутренними элементами. Формула изобретения Гибочный штамп, содержащий закрепленный на верхней плите пуансона . предварительной гибки, пуансон-оправку окончательной гибки, связанную с верхней плитой посредством клиновог го механизма перемещения в горизонтальном направлении, а также смонтированные на нижней плите неподвижную матрицу предварительной гибки, матри цу окончательной гибки и выталкиватель, связанный с буфером, отличающийся тем, что, с целью обеспечения возможности изготовления деталей замкнутого контура с внутренними элементами, пулнсон Предварительной гибки неподвижно связан с верхней плитой , матрица окончательной гибки установлена с возможностью перемещения в направлении оси штампа, и штамп снабжен дополнительной парой формукицих инст. рументов, один из которых закреплен неподвижно на нижней плите, а другой выполнен на рабочем торце пуансона. предварительной гибки, и дополнительным буфером, связанным с матрицей окончательной гибки. 2.Штамп по п. 1, отличающийся тем, что он снабжен механизмом выстоя матрицы окончательной гибки и двумя ползушками, смонтированными на нижней плите с возможностью перемещения во взаимопротивоположных направлениях, а пуансон-оп- равка окончательной гибки выполнена из двух частей, закрепленных каждая на одной из ползушек. 3.Штамп по п. 2, отличающийся тем, что матрица окончательной гибки выполнена с выступами на боковой поверхности, а механизм выстоя этой матрицы выполнен в вие взаимодействуюпщх с выступами оследней фиксаторов, установленных на нижней плите с возможностью горизонтального перемещения, и дополнитеьного клинового механизма с закрепieиными на верхней плите клиньями, ообщающими перемещение йиксаторам. /
« /г
8719128
Источники информации, принятые во внимание при экспертизе
