1
Изобретение относится к обработке металлов давлением и может быть использовано для, изготовления зубчатых колес кинематической пары.
Известно приспособление для накатывания зубчатых профилей канатными роликами 1.
Недостатком его является невозможность одновременного изготовления пары колес кинематически связанных в механизме.
Наиболее близким к предлагаемому по техническому решению является приспособление для накатки зубчатых профилей, содержащее корпус с накатными валками, расположенными с возможностью взаимодействия с эталонной шестерней с внутренним зубом, закр епленной в матрице, при этом накатные валки установлены с возможностью осевого перемещения относительно матрицы 2.i
Недостатком известного приспособления является невозможность одновременной накатки зубчатых поверхностей колес, кинематически связанных в рабочем механизме. Причем на известном приспособлении можно накатывать только внутреннюю зубчатую поверхность и невозможно накатывать наружную зубчатую поверхность. Кроме того, изготовление зубчатых колес кинематической пары разным инструментом вносит дополнительную погрешность из5 готовления..
Цель изобретения - повышение производительности процесса.
Поставленная цель достигается тем, что устройство для накатывания зубчатых про,Q филей кинематической пары, содержащее корпус с накатными валками, расположенными с возможностью взаимодействия с эталонной шестерней с внутренним зубом, закрепленной в матрице, при этом накатные валки установлены с возможностью осе15 вого перемещения относительно матрицы, снабжено установленной в матрице с возможностью вращения осью и дополнительной эталонной шестерней с внешним зубом, закрепленной на оси с возможностью взаимодействия с накатными роликами, причем последние расположены с возможностью самоустановки.
Предлагаемое устройство позволяет осуществить одновременную накатку зубьев на наружной и внутренней новерхности заготовок деталей, работающих в кинематической связи и.новысить их качество.
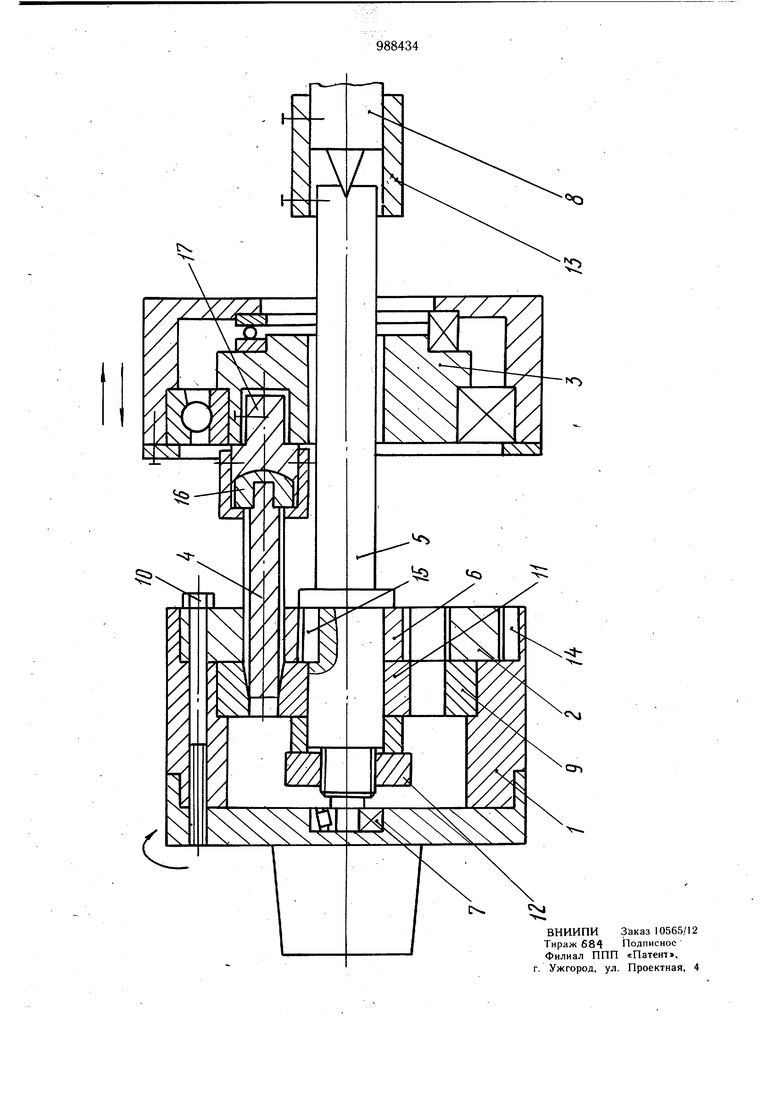
На чертеже схематически представлено предлагаемое устройство для накатки зубчатых профилей кинематической пары, разрез.
Устройство состоит из матрицы 1 с закрепленной в ней эталонной шестерней 2 с внутренним зубом, корпуса 3 с установленными в нем накатными роликами 4 и оси 5 с закрепленной на ней эталонной шестерней 6 с внешним зубом, --талонные шестерни 2 и 6 имеют модуль и .нсло зубьев равные модулю и числу зубьев накатываемых изделий.
Ось 5 через конический подшипник 7 одним концом опирается на матрицу 1, а другим концом - на заднюю бабку 8 станка. От поворота относительно эталонных шестерен, заготовка 9 в процессе накатки закрепляется болтами 10, а заготовка 11 - гайкой 12.
Для увеличения трения на поверхностях эталонных шестерен, прилегающих к заготовкам, сделана насечка. Ось 5 в процессе накатки остается неподвижной, что обеспечивается стопорной втулкой 13. Шпонка 14 предотвращает поворот эталонной щестерни 2 относительно матрицы 1 а шпонка 15 - эталонной шестерни 6 относительно оси 5. Накатной ролик 4 снабжен сферической опорой 16, что обеспечивает ему возможность самоустанавливаться между эталонными шестернями 2 и 6 в процессе накатки.
Для обеспечения возможности обратного хода шаровая опора накатного ролика закрепляется в корпусе 1. При этом, опорная пята 17 помещена в гнездо с большими зазорами, чтобы не мешать самоустановке роликов.
Матрица 1 снабжена конической частью, которая крепится в шпиндель передней бабки станка и обеспечивает приспособлению соосность. Кроме того, для удобства выпрессовки заготовок матрица выполнена разъемной.
Устройство работает следующим образом.
Матрицу 1 с закрепленной в ней заготовкой 9 устанавливают в шпиндель станка, например, токарно-винторезнс го, позволяющего осуществить вращение матрицы и автоматическое осевое перемещение накатных роликов при помощи суппорта. При этом ось 5 с закрепленной на ней заготовкой 11 устанавливают в задней бабке 8 станка. Входя в зацепление с эталонными шестернями 2 и б накатные ролики 4 начинают совершать планетарное вращение относительно заготовок и, перемещаясь в осевом направлении, производят накатку зубьев одновременно на наружной и внутренней заготовках.
При обратном ходе суппора станка,- накатные ролики 4 выходят из зацепления с эталонными шестернями. Затем готовые зубчатые колееса извлекаются из приспособления.
По сравнению с прототипом устройство для накатывания зубчатых профилей кинематической пары позволяет осуществить одновременную накатку зубьев на наружной и внутренней поверхностях заготовок и повысить производительность процесса.
Формула изобретения
Устройство для накатывания зубчатых
профилей кинематической пары, содержащее корпус с накатными валками, расположенными с возможностью взаимодействия с эталонной щестерней с внутренним зубом, закрепленной в матрице, при этом накат0 ные валки установлены с возможностью осевого перемещения относительно матрицы, отличающееся тем, что, с целью повыщения производительности, оно снабжено установленной в матрице с возможностью вращения осью и дополнительной эталонной
5 шестерней с внешним зубом, закрепленной на оси с возможностью взаимодействия с накатными роликами, приче1 г1 последние расположены с возможностью самоустановки.
Источники информации, принятые во внимание при экспертизе 1. Писаревский М. И. и др. Современная технология и оборудование для накатывания резьб, червяков и зубьев. Обзор НИИМаш, М., 1980.
5 2. Авторское свидетельство СССР
№ 181032, кл. В 21 Н 5/00, 1973 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатывания зубчатых профилей кинематической пары | 1986 |
|
SU1333461A2 |
| Устройство для накатывания внутренних зубчатых профилей | 1987 |
|
SU1447505A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАКАТКИ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1966 |
|
SU181032A1 |
| Устройство для накатки зубчатых профилей на валах | 1980 |
|
SU956117A1 |
| Устройство для накатки зубчатых колес | 1983 |
|
SU1174140A1 |
| Устройство для накатывания зубчатых профилей кинематической пары | 1982 |
|
SU1057154A1 |
| Устройство для обработки деталей накаткой | 1990 |
|
SU1738442A1 |
| Устройство для накатывания зубчатых профилей | 1991 |
|
SU1811953A1 |
| Инструмент для накатывания зубчатых профилей | 1980 |
|
SU984595A1 |
| Станок для холодного накатывания зубчатых профилей | 1989 |
|
SU1750825A1 |