Изобретение относится к сварочному производству, в частности к способу и устройству динамического регулирования процесса контактной рельефной сварки, и может найти применение при сварке конструкций различного назначения во многих отраслях промьшшеиности.
Целью изобретения является повы- щение качества сварки за счет увеличения точности воспроизведения закона перемещения подвижного электрода.
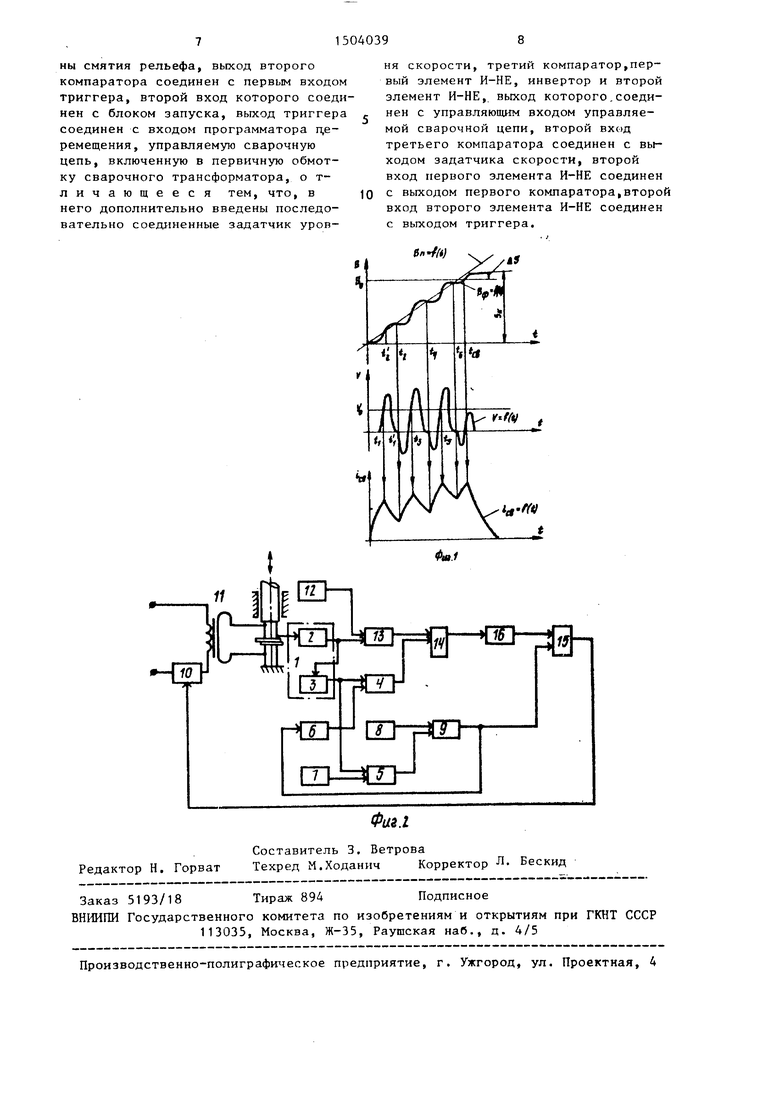
На фиг.1 изображены временные диаграммы параметров процесса рельефной (конденсаторного сварки; на
фиг.2 - функциональная блок-схема устройства.
Способ динамического регулирования заключается в следующем.
Устанавливают требуемый закон перемещения электрода S f(t) и эталонную величину смятия рельефа SB. Эти параметры определяют экспериментальным путем исходя из требований получения заданной прочности и размеров соединения после сварки. При включении сварочного тока начинается процесс нагрева и пластической деформации рельефа. При этом подвижный электрод начинает
ел
О СО
перемещаться и как только его скорость V f(t) достигнет величины Vj, сварочный ток начинают снижать по сигналу системы управления. Это состояние в процессе регулирования многократно повторяется и соответсвует всем нечетным моментам времени t , t и т.д.
Несмотря на снижение сварочного тока, в результате тепловой и механической инерции подвижный электрод продолжает перемещаться, деформируя рельеф. При этом его фактическое перемещение превышает заданное. Точность воспроизведения требуемого закона перемещения буде соответственно тем вьпие, чем меньш это превышение. Очевидно, что его можно регулировать, изменяя VQ. j Значение скорости V следует выбирать в диапазоне 0,3-0,6 V с таким расчетом, чтобы фактическое перемещение подвижного электрода на стадии снижения тока в интервал времени , незначительно (на 5-10%) превышало заданное перемещение Sn f(t).
По мере снижения тока и остывания деталей перемещение электрода прекращается и кривая фактического перемещения S « f(t) пересекает
в момент врезаданную S f(t)
мени t. В этот момент сварочный ток по команде начинает вновь увелчиваться. Этот процесс повторяется
в четные моменты времени t t6 и т.д.
71 1-4,
Процесс динамического регулирования, заключающийся в последовательном чередовании циклов включения и выключения тока, продолжается до тех пор, пока фактическое перемещение не достигнет эталонной величины смятия рельефа S, В этот момент времени (tj,j) процесс сварки прекращают, после чего конечная величина осадки достигнет величины S.
Устройство, реализующее способ, состоит из измерителя перемещения 1, содержащего датчик скорости 2 и интегратор 3, двух компараторов А и 5, программатора перемещения 6, задат- чика эталонной величины смятия рельефа 7, блока запуска 8, триггера 9, управляемой сварочной цепи 10, сва- рочного трансформатора 11, задатчи- ка уровня скорости 12, третьего ком0
5
0
5
0
5
0
5
0
5
параторя 13, двух элементов И-НЕ 14 и 15, инвертора 16„
Устройство работает следующим образом о
Перед включением блока запуска
8схема имеет следующие логические состояния.
На выходах компараторов 4, 5 и 13 имеется 1, что приводит к появлению О на выходе первого элемента И-НЕ. При этом на выходе инвертора 16 будет 1, поступающая на первый вход второго элемента И-НЕ 15, на второй вход которого с триггера
9поступает О. Поэтому на выходе второго элемента И-НЕ 15 имеется 1, закрывающая управляемую сварочную цепь 10.
При срабатывании блока запуска 8 опрокидывается триггер 9, на выходе которого появляется 1, поступающая на второй вход элемента И-НЕ 15. Это приводит к тому, что на выходе элемента И-НЕ 15 появляется О, который отпирает управляемую сварочную цепь 10, что приводит к появлению тока в сварочном трансформаторе 11.
Одновременно l с выхода триггера 9 запускает програм атор перемещения 6,
Под действием сварочного тока на-- чинается разогрев деталей и перемощение подвижного электрода, которое фиксируется иамерителем перемещения 1 и датчиком скорости 2. С выхода датчика скорости 2 сигнал поступает на второй вход третьего компаратора 13, на первый вход которого поступает сигнал с задатчика уровня скорости 12. При достижении равенства этих двух величин в момент времени t на выходе компаратора 13 возникает О. Это приводит к изменению состояния элементов 14, 16 и 15 и к нию управляемой сварочной цепи 10, что вызывает уменьшение сварочного тока.
Однако, несмотря на уменьшение тока, под действием инерционных сил перемещение электрода продолжается и достигает величины, задаваемой программатором перемещения (момент времени t;). Это вызьшает появление на выходе компаратора 4 О, которое не приводит к изменению состояния выходов элементов 14, 16 и 15, Дальнейшее уменьшение тока сопровождается
уменьшением скорости подвижного электрода, что приводит к срабатыванию компаратора 13 в момент времени t и появлению на его выходе 1.
Затем в момент времени t при прекращении перемещения электрода достигается равенство фактического перемещения величине, заданной программатором, и на Быходе компаратора 4 появляется 1. Этот момент времени характеризуется наличием на обоих входах первой схемы совпадения логических I, что вызывает изменение состояния элементов 16 и 15 и открывание управляемой сварочной цепи 10, Ток начинает нарастать и весь цикл регулирования повторяется вновь.
Окончание процесса регулирования происходит в момент времени tj, , когда фактическое перемещение, снимаемое с выхода интегратора 3, станет равным величине с задатчика 7. При этом на выходе компаратора 5 появляется О, который поступает на второй вход триггера 9. Триггер опрокидывается и на его выходе появляется О, который выключает программатор перемещения 6 и закрывает управляемую сварочную цепь 10 через второй элемент И-НЕ 15.
Благодаря наличию датчиков перемещения и скорости, а также блоков согласования и связи с управляемой сварочной цепью удается существенно повысить точность воспроизведения закона перемещения подвижного электрода при динамическом регулировании процесса контактной рельефной сварки.
Апробация разработанных способа и устройства проводилась при сварке якоря с толкателем - узла миниатюрного радиореле типа РЭС-49.
.1, Способ динамического регули рования процесса контактной релье ной сварки, при котором текущие з чения перемещения подвижного элек трода сравнивают с заданным значе нием перемещения и по сигналу рас согласования изменяют сварочный ток, а процесс сварки прекращают по достижении эталонной величины смятия рельефа, о тличающи с я тем, что, с целью повышения качества сварки, дополнительно из меряют скорость подвижного электр да и при достижении его значения.
Материал толкателя ковар 29НК диаметром 0,5 мм, якорь выполнен из арм- g равного 0,3-0,6 максимальной ско- ко-железа толщиной 0,9 мм с никеле- рости, снижают сварочный -foK. вым покр 1тием толщиной 5 мкм. Сравнивались два способа Д 1намического ре2. Устройство для динамическог регулирования процесса контактной рельефной сварки, содержащее измеритель перемещения подвижного элек трода, выполненный в виде последов тельно соединенных датчика скорости и интегратора, выход которого соединен с первыми входами первого и второго компараторов, второй вхо первого компаратора соединен с вых дом программатора перемещения,второй вход второго компаратора соеди нен с задатчиком эталонной величмгулирования по перемещению подвижного электрода. Первый способ - сварка с использованием автоматического регулятора конденсаторной сварки с регулированием по известному способу. Второй способ - сварка с использованием автоматического регулятора конденсаторной сварки согласно изобретению.
Режим сварки в обоих случаях бьш одинаков, а именно; количество накоп
6
энергии 5 дЖ, усилие сжатия электродов 10 даН, закон перемещения электрода линейный, угол наклона Sf,- f(t) 6,66 мм/с, эталонная величина смятия рельефа 100 мкм.
В каждом варианте сваривали по 20 образцов, закон перемещения контролировали по осциллографу. Конечное перемещение электрода S замеряли индикаторной головкой с ценой деления 2 мкм. По результатам опытов подсчитывали средние значения S и среднее квадратичное отклонение .Результаты опытов: лервый способ - SK 121,7 мкм, (зк 4,5 мкм, второй способ - S 106,2 мкм, 5к 5 мкм.
Использование изобретения обеспечивает большую точность воспроизведения заданного закона перемещения подвижного электрода, уменьшение перерегулирования (величина JS) за счет более точного дозирования энергии (сварочного тока) в каждом цикле регулирования.
Формула изобре Тення
.1, Способ динамического регулирования процесса контактной рельефной сварки, при котором текущие значения перемещения подвижного электрода сравнивают с заданным значением перемещения и по сигналу рассогласования изменяют сварочный ток, а процесс сварки прекращают по достижении эталонной величины смятия рельефа, о тличающий- с я тем, что, с целью повышения качества сварки, дополнительно измеряют скорость подвижного электрода и при достижении его значения.
равного 0,3-0,6 максимальной ско- рости, снижают сварочный -foK.
g равного 0,3-0,6 максимальной ско- рости, снижают сварочный -foK.
50
55
2. Устройство для динамического регулирования процесса контактной рельефной сварки, содержащее измеритель перемещения подвижного электрода, выполненный в виде последовательно соединенных датчика скорости и интегратора, выход которого соединен с первыми входами первого и второго компараторов, второй вход первого компаратора соединен с выходом программатора перемещения,второй вход второго компаратора соединен с задатчиком эталонной величмны смятия рельефа, выход второго компаратора соединен с первым входом триггера, второй вход которого соединен с блоком запуска, выход триггера соединен с входом программатора п,е- ремещения, управляемую сварочную цепь, включенную в первичную обмотку сварочного трансформатора, о т- личающееся тем, что, в него дополнительно введены последовательно соединенные задатчик уров
ня скорости, третий компаратор,первый элемент И-НЕ, инвертор и второй элемент И-НЕ, выход которого.соединен с управляющим входом управляемой сварочной цепи, второй вход третьего компаратора соединен с выходом задатчика скорости, второй вход первого элемента И-НЕ соединен с выходом первого компаратора,второй вход второго элемента И-НЕ соединен с выходом триггера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического контроля и регулирования процесса контактной сварки и устройство для его осуществления | 1987 |
|
SU1423320A1 |
| Автоматический регулятор для контактной конденсаторной сварки | 1986 |
|
SU1382622A1 |
| Способ управления процессом контактной точечной сварки и устройство для его осуществления | 1986 |
|
SU1362591A1 |
| Способ и устройство для выполнения межэлементных соединений свинцово-кислотных аккумуляторных батарей | 2020 |
|
RU2747154C1 |
| Устройство для сварки | 1987 |
|
SU1459841A1 |
| Устройство для сварки | 1988 |
|
SU1539014A1 |
| Способ контроля качества при контактной сварке | 1977 |
|
SU703270A1 |
| Источник питания для контактной сварки с автоподстройкой режима | 1988 |
|
SU1586877A1 |
| Источник питания для электродуговой сварки | 1984 |
|
SU1255333A1 |
| Способ автоматической сварки угловых швов и швов с разделкой | 1989 |
|
SU1704978A1 |
Изобретение относится к сварке , в частности, к способу динамического регулирования по параметрам перемещения подвижного электрода качеством контактной рельефной сварки и устройству для его осуществления. Цель изобретения - повышение качества сварки. Текущие значения перемещения сравнивают с заданным и по сигналу рассогласования изменяют сварочный ток. Дополнительно измеряют скорость подвижного электрода. При достижении ее значения 0,3-0,6 Vмакс снижают сварочный ток. Устройство содержит датчики скорости и перемещения подвижного электрода, программатор перемещения и задатчик эталонной величины смятия рельефа, два компаратора, управляемую сварочную цепь и сварочный трансформатор. В устройство дополнительно введены задатчик уровня скорости, третий компаратор, два элемента И-НЕ и инвертор. Качество сварки повышается за счет повышения точности заданного закона перемещения подвижного электрода. 2 с.п. ф-лы, 2 ил.
en fn)
| Паченцев Ю.А | |||
| Программное регулирование процесса контактной точечной сварки | |||
| - Автоматическая сварка, 1955, № 3, с | |||
| Огнетушитель | 0 |
|
SU91A1 |
