Изобретение относится к сварке, в частности к сварочным материалам, применяемым для электродуговой сварки хромоникелевых сталей аустенит- ного и аустенитно-ферритного классов (08Х18Н10Т, 12Х18НОТ, 08Х17Н13М2Т и др.).
Целью изобретения является улуч- нение качества наплавленного металла за счет повышения его стойкости против избирательной коррозии.
В состав электродного покрытия дополнительно введен шлам обессоли- вания воды (35-41%). При введении его менее 35% снижается эффективность газовой защиты сварочной ванны и расплавленного металла в дуговом промежутке. Увеличение содержания шлама в покрытии более 41% способствует ин- тенсификации межкристаллитной коррозии. Шлам обессоливания воды является отходом теплоэнергетики. По химическому составу он близок к мрамору, но дополнительно обогащен полезными добавками, мас.%: СаСО 78,7-80,7; MgO 3,7; SiOj 9,8-10,2; FeO 2,5-2,9; AljG, 0,3-1,6; К 0,68; 0,2. Оксиды, содержапщеся в шламе (СаО; MgO; ,), способствуют про- теканию металлзфгических реакций при сварке. Оксиды щелочных металлов (Na, К) способствуют стализации энергетических процессов сварочной дуги.
Шлам обессоливания воды обеспечи- Вает хорошую газовую защиту расплавленного металла и способствует рафинированию металла шва, что положительно сказывается на его коррозионной стойкости. Введение концентрата . металлизованного молибденсодержащего (6-9,5%) способствует получению в наплавленном металле до 1,6% Мо. Молибден повышает стойкость хромоникелевых и хромоникельмолибденовых сталей против образования горячих трещин благодаря высокой энергии активации диффузии, торможению движения несовершенств (дефектов) кристаллических решеток и подавляет процесс образова ния вторичных полигонизационных границ, являющихся очагами межкрис- таллитного разрушения. Кроме того, концентрат содержит оксиды Fe, Са, Mg Si, которые улучшают качество наплав ленного металла за счет его рафинирования.
Молибден в указанных пределах повышает г пррозионную стойкость хромоникелевого наплавления металла в хлорсодержащих щелочных средах и разбавленной серной кислоте. Снижение содержания концентрата в покрытии-менее 6% не обеспечивает стойкости хромоникелевых сварных швов к горячим трещинам. С повьш1ением концентрации концентрата (более 9.,5%) резко увеличивается избирательная коррозия наплавленного металла в щелочных средах. .
Введение оксида циркония (3-5%) в состав электродного покрытия повышает качество наплавленного металла и стойкость .против общей избирательной и межкристаллитной коррозии сварных швов за счет дегазации и рафинирования, а также в результате изменения формы, количества и характера распределения неметаллических включений. При увеличении содержания оксида циркония в покрытии выше 5% снижается качество металла в результате перемодифицирования; напротив, введение менее 3% не дает существенного эффекта в коррозионных процессах.
Комплексное модифицирование цирконием и кальцием улучшает механические свойства металла шв а.
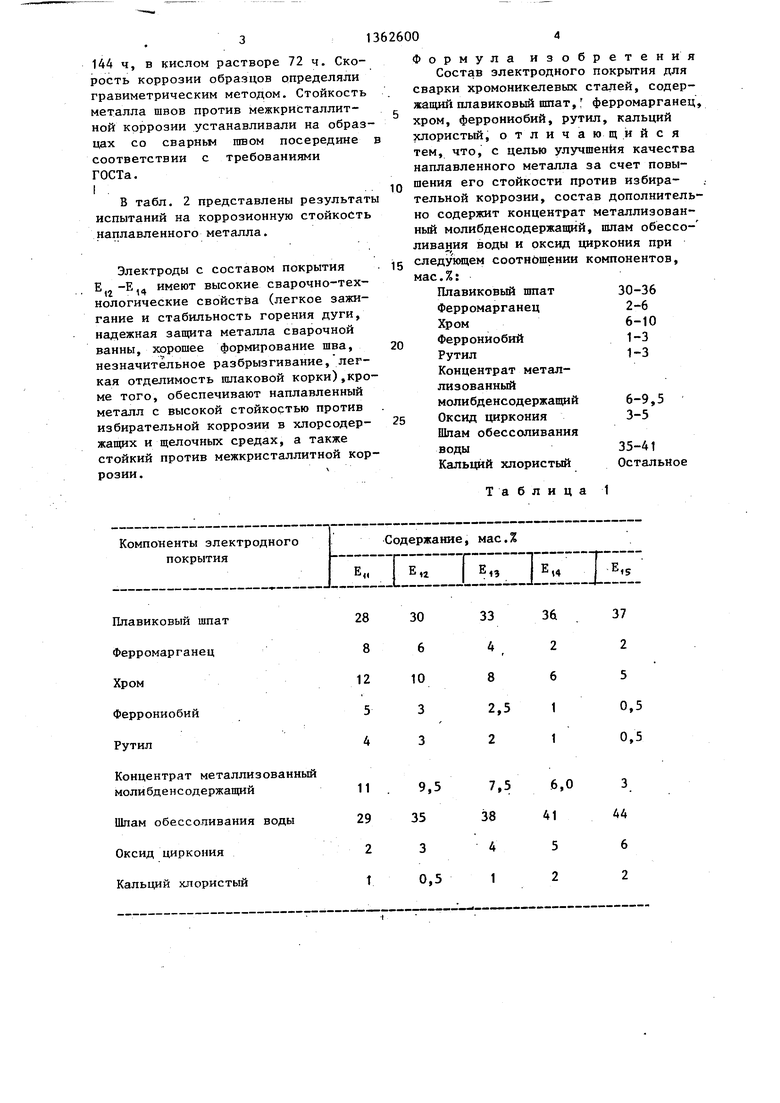
В табл. 1 представлены составы электродных покрытий.
Опытные электроды с составами покрытий по вариантам, представленным в табл. 1, изготовляли методом окунания, коэффициент массы покрытия составлял 0,34-0,36. В качестве электродного стержня бьша использована проволока СВ-08Х19Н10Б. Сварные соединения из стали S 10 мм 08Х18Н10Т и многослойные наплавки вьшолняли на постоянном токе обратной полярности ( 90-100 А; и 32-34 В; dg - 4 мм). Из верхних слоев наплавок механическим способом вырезали образцы размером 20 20 10 мм. Химический состав наплавленного металла, мас.%: С 0,08-0,12; Si 0,5-1,0; Мп 1,2-2,0; Сг 18,,4; Ni 9,4-10,1; Nb 0,6-0,9; Mo 1,1-1,6; SuP 025.
Г
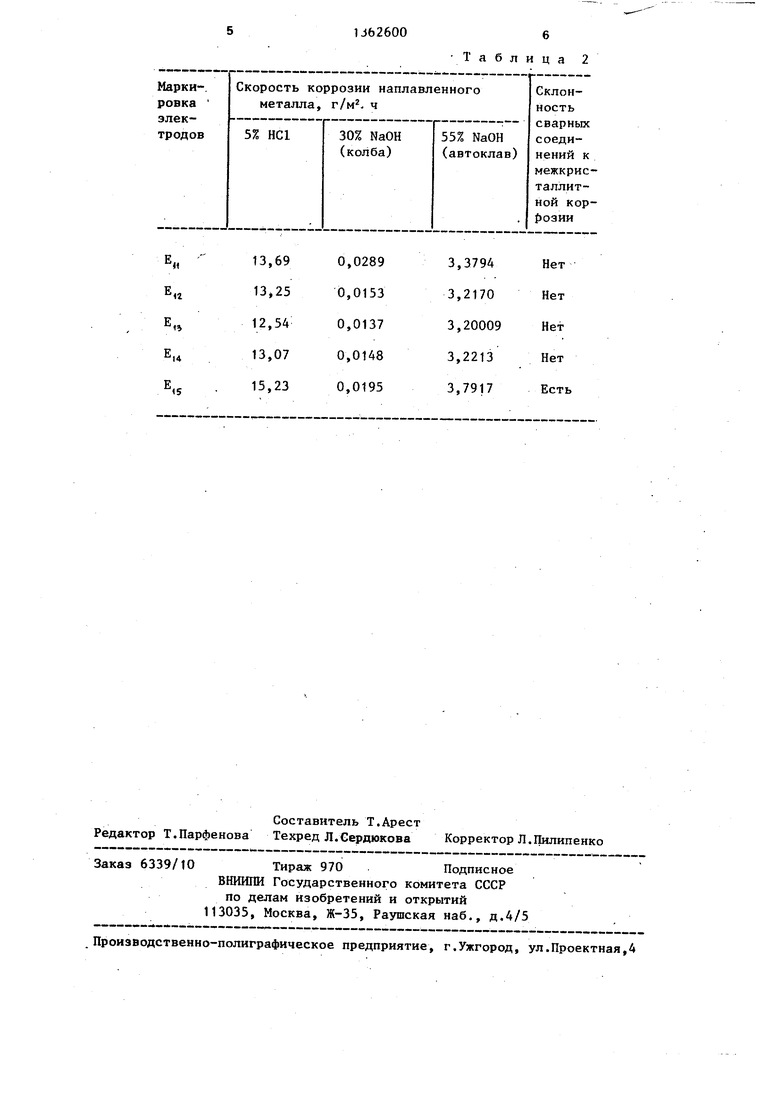
Образцы наплавленного металла подвергали ускоренньм коррозионным испытаниям в кварцевых колбах с обратным холодильником и автоклавах в растворах 5% НС1, 30 и 55% NaOH при температурах кипения. Длительность и 1пытаний в щелочных средах
144 ч, в кислом растворе 72 ч. Скорость коррозии образцов определяли гравиметрическим методом. Стойкость металла швов против межкристаллит- ной коррозии устанавливали на образцах со сварньм гавом посередине з соответствии с требованиями ГОСТа.
I..
В табл. 2 представлены результаты
испытаний на коррозионную стойкость наплавленного металла.
Электроды с составом покрытия Е.-Е, имеют высокие сварочно-тех- нологические свойства (легкое зажигание и стабильность горения дуги, надежная защита металла сварочной ванны, хорошее формирование шва, незначительное разбрызгивание, легкая отделимость 1плаковой корки),кроме того, обеспечивают наплавленный металл с высокой стойкостью против избирательной коррозии в хлорсодер- жащих и щелочных средах, а также стойкий против межкристаллитной коррозии.
Плавиковый шпат
Ферромарганец
Хром
Феррониобий
Рутил
Концентрат металли молибденсодержащий
Шлам обессоливания Оксид циркония Кальций хлористый
Формула изобретения
Состав электродного покрытия для сварки хромоникелевых сталей, содержащий плавиковый шпат, f ферромарганец хром, феррониобий, рутил, кальций хлористый, отличающийся тем, что, с целью улучшения качества наплавленного металла за счет повышения его стойкости против избирательной коррозии, состав дополнительно содержит концентрат металлизован- ный молибденсодержащий, шлам обессоливания воды и оксид циркония при следующем соотношении компонентов, мае.%:
Плавиковый шпат 30-36 Ферромарганец 2-6 Хром6-10
Феррониобий1-3
Рутил1-3
Концентрат метал- лизованный
молибденсодержащий 6-9,5 Оксид циркония 3-5 Шлам обессоливания воды35-41
Кальций хлористый Остальное
Таблица 1
37 2 5
0,5 0,5
Составитель Т.Арест Редактор Т.Парфенова Техред Л.еердюкова Корректор Л.Пилипенко
Заказ 6339/10 Тираж 970Подписное
ВНИИЛИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
-Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухслойное электродное покрытие | 1982 |
|
SU1057220A1 |
| САМОЗАЩИТНАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ АУСТЕНИТНЫХ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ | 2004 |
|
RU2281843C1 |
| Состав электродного покрытия | 1980 |
|
SU927463A1 |
| Состав электродного покрытия | 1981 |
|
SU996049A1 |
| Электродное покрытие | 1979 |
|
SU804308A1 |
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ | 1988 |
|
SU1593061A1 |
| Состав электродного покрытия | 1980 |
|
SU961909A1 |
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ | 1988 |
|
RU1605451C |
| Состав электродного покрытия | 1978 |
|
SU766796A1 |
| Состав шихты порошковой проволоки | 1981 |
|
SU975291A1 |
Изобретение относится к сварочным материалам, применяемым для элёктродуговой сварки хромоникелевых сталей аустенитного и аустенитнб ферритного класса. Целью изобретения является улучшение качества наплавленного металла за счет повышения стойкости против избирательной коррозии. В состав покрытия вместо мрамора введен шлам обес- соливания воды, который является отходом теплоэнергетики. Юлам в количестве 35-41 мас.% обеспечивает хоро- шую газовую защиту расплавленного металла и способствует рафинированию металла шва. Для повышения стойкости металла шва против образования горячих трещин и коррозионной стойкости хромоникелевого наплавленного металла в хлорсодержащих щелочных средах и разбавленной серной кисЛоте в состав покрытия вводится 6-9,5% металлизированного молибденеодержащего концентрата и 3-5% оксида циркония. Кроме этих компонентов состав покры- ,тия содержит, мас. %: плавиковый шпат 30-36; феромарганец 2-6; феррониобий 1-3; рутил 1-3; кальций хлористый остальное. 2 та.бл. (Л
| Сварочный электрод | 1974 |
|
SU493322A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Состав электродного покрытия | 1978 |
|
SU695787A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
