длинных рычагов 27 заготовки изделий перекладываются с межоперационного накопителя 25 на первый ручей рольганга и силовым цилиндром 17 посылаются к подающему приспособлению. При повороте барабанного вулканизатора 1 на шаг последовательно загружаются заготовками изделий все вулканизационные элементы 7 наружного ряда. Пока в них идет процесс
Изобретение относится к изготовлению резиновых технических изделий и предназначено для вулканизации трубчатых изделий, в частности рукавов высокого давления.
Цель изобретения - повышение производительности установки.
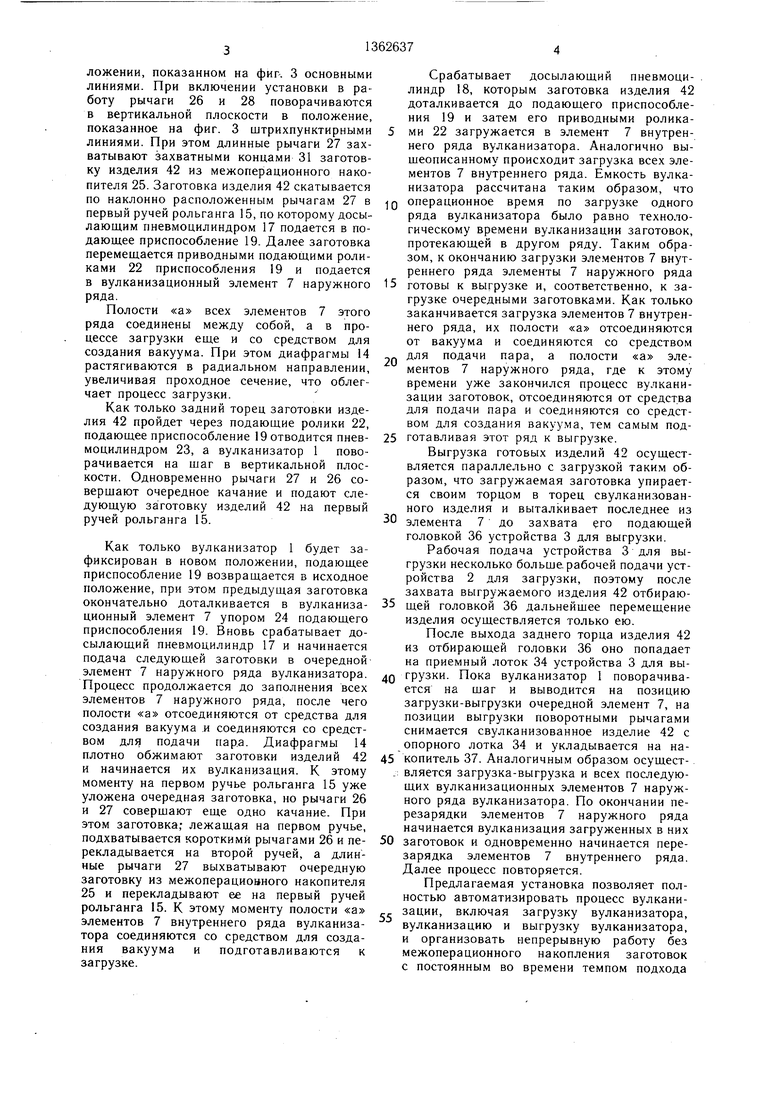
На фиг. 1 изображена предлагаемая установка для вулканизации, вид в плане; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - вид Г на фиг. 1 (подающая головка); на фиг. 6 - захватный конец рычага; на фиг. 7 - фрагмент прессующего элемента.
Установка для вулканизации резиновых технических изделий содержит барабанный вулканизатор 1, устройство 2 для загрузки, устройство 3 для выгрузки и средства для подачи пара и создания вакуума (не показаны).
Вулканизатор 1 установлен на ролико- опорах 4 с возможностью вращения в вертикальной плоскости относительно своей продольной оси и имеет установленный на основании 5 привод 6 для щагового вращения и вулканизационные элементы 7. Привод 6 для щагового вращения выполнен в виде смонтированного на одном из бандажей 8 вулканизатора 1 храпового колеса 9, гидроцилиндра 10, щток 11 которого взаимодействует с храповым колесом 9, и фиксатора 12.
Вулканизационные элементы 7 установлены в вулканизаторе 1 по его периметру с равным щагом в два ряда. Каждый элемент 7 выполнен состоящим из трубчатого корпуса 13, концентрично в нем установленной эластичной диафрагмы 14 и центрирующего конуса для крепления торцов диафрагмы. Полость «а между стенками корпуса 13 и диафрагмы 14 соединена со средствами для подачи пара и создания вакуума.
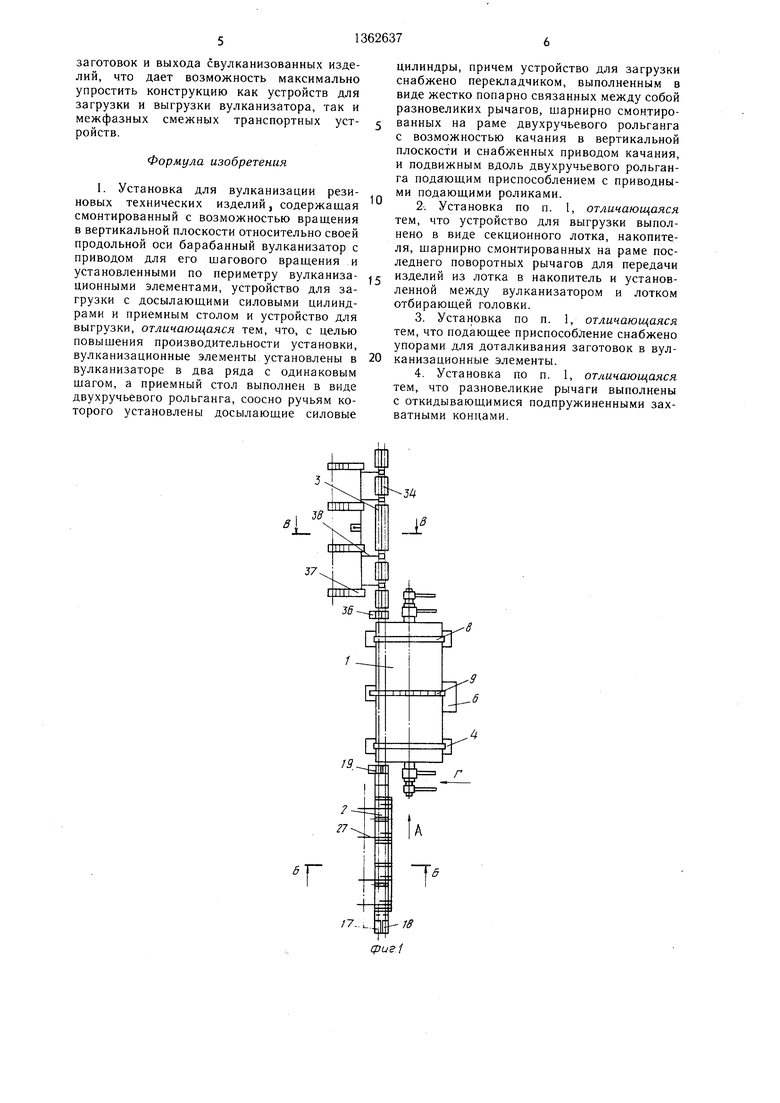
Устройство 2 для загрузки (фиг. 3) содержит приемный стол в виде двухручье- вого рольганга 15, смонтированного на равулканизации производится загрузка заготовками элементов 7 внутреннего ряда. При этом заготовки изделий 42 сначала скатываются по длинным рычагам 27 в первый ручей рольганга, а затем короткими рычагами 26 перекладываются во второй ручей рольганга и посылаются к питающему приспособлению силовым цилиндром 18. 3 3. п. ф-лы, 7 ил.
ме 16, установленные соосно ручьям рольганга досылающие силовые цилиндры 17 и 18 и подающее приспособление 19, подвижное вдоль рольганга 15. Подающее приспособление 19 имеет установленную на направляющих 20 рамы 16 каретку 21, размещенные на каретке приводные подающие ролики 22, привод перемещения каретки в виде пневмоцилиндра 23 и жестко закрепленные упоры 24 для доталкивания изделий в элементы 7. Устройство 2 снабжено перекладчиком для загрузки заготовок изделий на рольганг 15 из межоперационного накопителя 25 предыдущей стадии изготовления изделий. Перекладчик
выполнен в виде попарно жестко связанных между собой разновеликих рычагов - коротких 26 и длинных 27, смонтированных вдоль рольганга 15 посредством осей 28 с возможностью качания в вертикальной плоскости и снабженных приводом 29 качания.
Короткие 26 и длинные 27 рычаги одними концами попарно жестко связаны между собой. Длинные рычаги 27 связаны между собой тягой 30, которая соединена с приводом 29. Рычаги выполнены с откидывающимися захватными концами 31 (фиг. 6), связанными с рычагами посредством осей 32 и упругих элементов 33, например плоских пружин. Такое конструктивное выполнение захватных концов позволяет им проходить в пространстве за заготовку издеЛИЯ при холостом ходе рычагов.
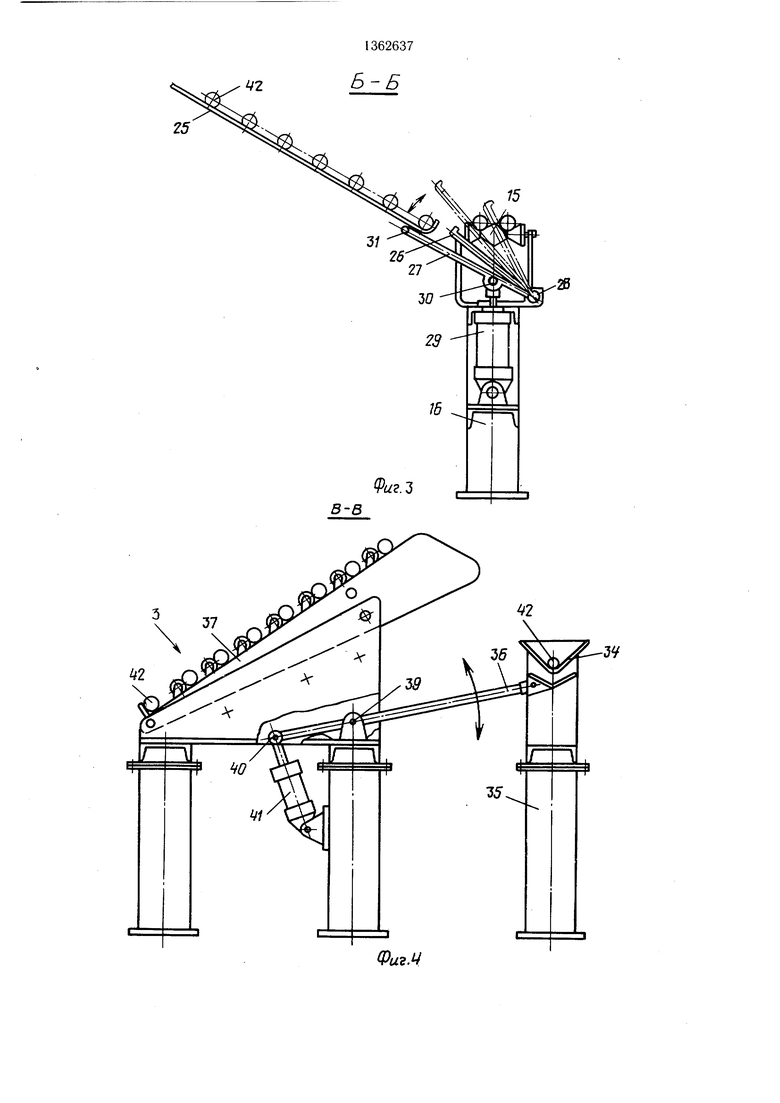
Устройство 3 для выгрузки включает секционный лоток 34, смонтированный на раме 35 установленную между вулканизатором 1 и лотком 34 отбирающую головку 36 и накопитель 37 с поворотными рычагами 38
для перекладки готовых изделий с лотка 34 в накопитель. Поворотные рычаги 38 смонтированы с помощью осей 39 вдоль накопителя 37, соединены между собой щтан- гой 40 и снабжены приводом 41 поворота, который связан со штангой 40.
Установка работает следующим образом.
В исходном состоянии рычаги 26 и 27
устройства 2 для загрузки находятся в положении, показанном на фиг-. 3 основными линиями. При включении установки в работу рычаги 26 и 28 поворачиваются в вертикальной плоскости в положение, показанное на фиг. 3 штрихпунктирными линиями. При этом длинные рычаги 27 захватывают захватными концами 31 заготовку изделия 42 из межоперационного накопителя 25. Заготовка изделия 42 скатывается по наклонно расположенным рычагам 27 в первый ручей рольганга 15, по которому досылающим пневмоцилиндром 17 подается в подающее приспособление 19. Далее заготовка перемещается приводными подающими роликами 22 приспособления 19 и подается в вулканизационный элемент 7 наружного ряда.
Полости «а всех элементов 7 этого ряда соединены между собой, а в процессе загрузки еще и со средством для создания вакуума. При этом диафрагмы 14 растягиваются в радиальном направлении, увеличивая проходное сечение, что облегчает процесс загрузки.
Как только задний торец заготовки изделия 42 пройдет через подающие ролики 22, подающее приспособление 19 отводится пневмоцилиндром 23, а вулканизатор 1 поворачивается на шаг в вертикальной плоскости. Одновременно рычаги 27 и 26 со- верщают очередное качание и подают следующую заготовку изделий 42 на первый ручей рольганга 15.
Как только вулканизатор 1 будет зафиксирован в новом положении, подающее приспособление 19 возвращается в исходное положение, при этом предыдущая заготовка окончательно доталкивается в вулканизационный элемент 7 упором 24 подающего приспособления 19. Вновь срабатывает досылающий пневмоцилиндр 17 и начинается подача следующей заготовки в очередной- элемент 7 наружного ряда вулканизатора. Процесс продолжается до заполнения всех элементов 7 наружного ряда, после чего полости «а отсоединяются от средства для создания вакуума и соединяются со средством для подачи пара. Диафрагмы 14 плотно обжимают заготовки изделий 42 и начинается их вулканизация. К этому моменту на первом ручье рольганга 15 уже уложена очередная заготовка, но рычаги 26 и 27 совершают еще одно качание. При этом заготовка,- лежащая на первом ручье, подхватывается короткими рычагами 26 и перекладывается на второй ручей, а длинные рычаги 27 выхватывают очередную заготовку из межоперационного накопителя 25 и перекладывают ее на первый ручей рольганга 15. К этому моменту полости «а элементов 7 внутреннего ряда вулканизатора соединяются со средством для создания вакуума и подготавливаются к загрузке.
0
Срабатывает досылающий пневмоцилиндр 18, которым заготовка изделия 42 доталкивается до подающего приспособления 19 и затем его приводными роликами 22 загружается в элемент 7 внутреннего ряда вулканизатора. Аналогично вышеописанному происходит загрузка всех элементов 7 внутреннего ряда. Емкость вулканизатора рассчитана таким образом, что
Q операционное время по загрузке одного ряда вулканизатора было равно технологическому времени вулканизации заготовок, протекающей в другом ряду. Таким образом, к окончанию загрузки элементов 7 внутреннего ряда элементы 7 наружного ряда
5 готовы к выгрузке и, соответственно, к загрузке очередными заготовками. Как только заканчивается загрузка элементов 7 внутреннего ряда, их полости «а отсоединяются от вакуума и соединяются со средством для подачи пара, а полости «а элементов 7 наружного ряда, где к этому времени уже закончился процесс вулканизации заготовок, отсоединяются от средства для подачи пара и соединяются со средством для создания вакуума, тем самым под5 готавливая этот ряд к выгрузке.
Выгрузка готовых изделий 42 осуществляется параллельно с загрузкой таким образом, что загружаемая заготовка упирается своим торцом в торец свулканизован- ного изделия и выталкивает последнее из
0 элемента 7 до захвата его подающей головкой 36 устройства 3 для выгрузки.
Рабочая подача устройства 3 для выгрузки несколько больше, рабочей подачи устройства 2 для загрузки, поэтому после захвата выгружаемого изделия 42 отбираю5 щей головкой 36 дальнейшее перемещение изделия осуществляется только ею.
После выхода заднего торца изделия 42 из отбирающей головки 36 оно попадает на приемный лоток 34 устройства 3 для выQ грузки. Пока вулканизатор 1 поворачивается на шаг и выводится на позицию загрузки-выгрузки очередной элемент 7, на позиции выгрузки поворотными рычагами снимается свулканизованное изделие 42 с опорного лотка 34 и укладывается на на5 копитель 37. Аналогичным образом осущест- : вляется загрузка-выгрузка и всех последующих вулканизационных элементов 7 наружного ряда вулканизатора. По окончании перезарядки элементов 7 наружного ряда начинается вулканизация загруженных в них
0 заготовок и одновременно начинается перезарядка элементов 7 внутреннего ряда. Далее процесс повторяется.
Предлагаемая установка позволяет полностью автоматизировать процесс вулканиг зации, включая загрузку вулканизатора, вулканизацию и выгрузку вулканизатора, и организовать непрерывную работу без межоперационного накопления заготовок с постоянным во времени темпом подхода
заготовок и выхода свулканизованных изделий, что дает возможность максимально упростить конструкцию как устройств для загрузки и выгрузки вулканизатора, так и межфазных смежных транспортных устройств.
Формула изобретения
1. Установка для вулканизации резиновых технических изделий, содержащая смонтированный с возможностью вращения в вертикальной плоскости относительно своей продольной оси барабанный вулканизатор с приводом для его щагового вращения и установленными по периметру вулканиза- ционными элементами, устройство для загрузки с досылающими силовыми цилиндрами и приемным столом и устройство для выгрузки, отличающаяся тем, что, с целью повышения производительности установки, вулканизационные элементы установлены в вулканизаторе в два ряда с одинаковым шагом, а приемный стол выполнен в виде двухручьевого рольганга, соосно ручьям которого установлены досылающие силовые
0
0
цилиндры, причем устройство для загрузки снабжено перекладчиком, выполненным в виде жестко попарно связанных между собой разновеликих рычагов, шарнирно смонтированных на раме двухручьевого рольганга с возможностью качания в вертикальной плоскости и снабженных приводом качания, и подвижным вдоль двухручьевого рольганга подающим приспособлением с приводными подающими роликами.
2-. Установка по п. 1, отличающаяся тем, что устройство для выгрузки выполнено в виде секционного лотка, накопителя, шарнирно смонтированных на раме последнего поворотных рычагов для передачи изделий из лотка в накопитель и установленной между вулканизатором и лотком отбирающей головки.
3.Установка по п. 1, отличающаяся тем, что подающее приспособление снабжено упорами для доталкивания заготовок в вулканизационные элементы.
4.Установка по п. 1, отличающаяся тем, что разновеликие рычаги выполнены с откидывающимися подпружиненными захватными концами.
Г 1.Г т
7..Л -/
25
в-в
15
Фи.:5
ЗУ
Фи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для межоперационного накопления цилиндрических изделий к автоматическим линиям для их изготовления | 1987 |
|
SU1481082A1 |
| Установка для вулканизации трубчатых резинотехнических изделий | 1983 |
|
SU1140980A1 |
| ВУЛКАНИЗАТОР НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1993 |
|
RU2053120C1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1980 |
|
SU929453A1 |
| ВУЛКАНИЗАТОР НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1992 |
|
RU2053119C1 |
| Устройство для питания вулканиза-циОННОгО пРЕССА пОддуТыМи зАгОТОВКАМиАВТОКАМЕР | 1977 |
|
SU821189A1 |
| Устройство для перезарядки вулканизаторов длинномерными резиновыми изделиями | 1981 |
|
SU994290A1 |
| УСТРОЙСТВО для ПЕРЕЗАРЯДКИ ВУЛКАНИЗАЦИОННЫХПРЕССОВ | 1970 |
|
SU266201A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Устройство для загрузки и перемещения заготовок между позициями штампа | 1982 |
|
SU1140880A1 |

Изобретение относится к изготовлению резиновых технических изделий и предназначено для вулканизации трубчатых изделий, в частности, рукавов высокого давления. Цель изобретения - повышение производительности установки. Для этого вулканизационные элементы 7 установлены по периметру барабанного вулканизатора 1 в два ряда. Приемный ст.ол устройства 2 для загрузки выполнен в виде двухручьеbiLiiA вого рольганга. Соосно ручьям последнего установлены досылающие силовые цилиндры 17 и 18. Устройство 2 для загрузки снабжено перекладчиком и подвижным вдоль рольганга подающим приспособлением с приводными подающими роликами. Церек- ладчик выполнен в виде попарно жестко связанных между собой коротких 26 и длинных 27 рычагов. Рычаги 26 и 27 щарнирно смонтированы на раме 16 рольганга с возможностью качания в вертикальной плоскости и снабжены приводом качания. Рычаги 26 и 27 выполнены с откидывающимися подпружиненными захватными концами. Подающее приспособление снабжено упорами для доталкивания заготовок в вулканизационные элементы 7. Имеется устройство для выгрузки, выполненное в виде секционного лотка, накопителя, щарнирно смонтированных на раме накопителя поворотных рычагов для передачи изделий из лотка в накопитель и установленной между вулканизатором 1 и лотком отбирающей головки. С помощью (Л СО О5 О5 со 
Фи.6
33
15
а
fPuzJ
Составитель В. Батурова
Редактор М. БандураТехред И. ВересКорректор М. Максимишинец
Заказ 5952/12Тираж 565Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Установка для вулканизации трубчатых резинотехнических изделий | 1983 |
|
SU1140980A1 |
| Солесос | 1922 |
|
SU29A1 |
| Установка для непрерывной вулканизации формовых изделий | 1950 |
|
SU99161A1 |
| Солесос | 1922 |
|
SU29A1 |
