| / к п
видА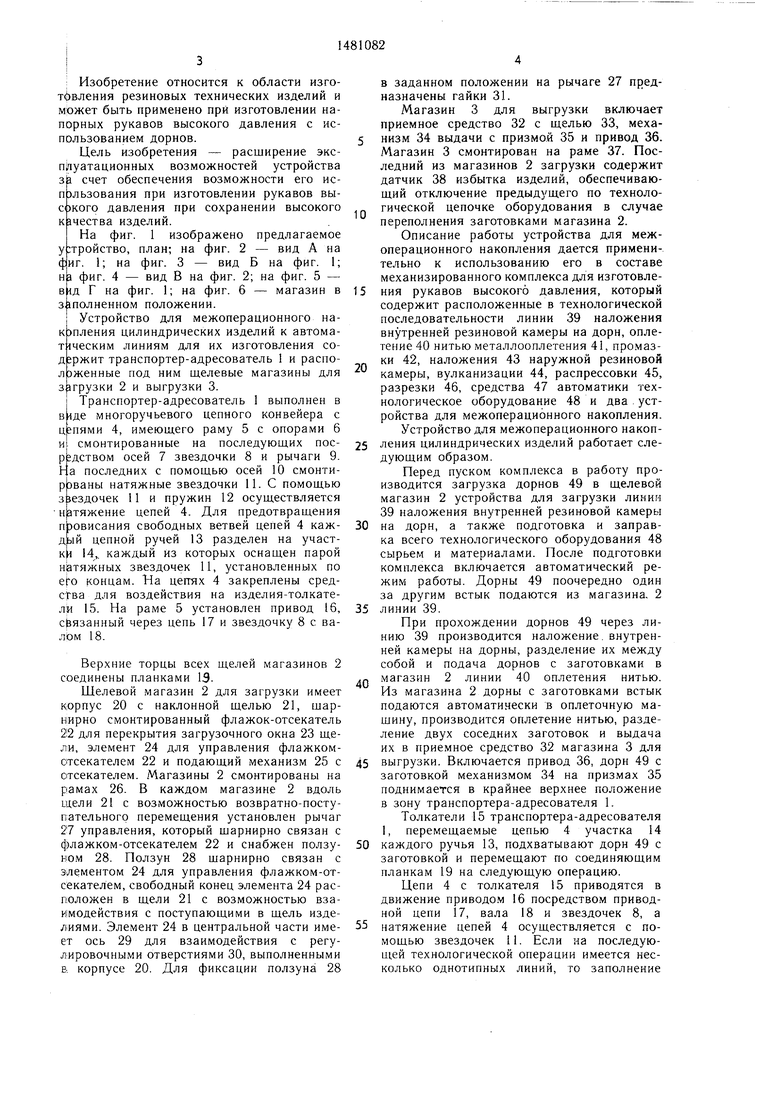
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для оплетения рукавов | 1986 |
|
SU1344624A1 |
| Автомат для сортировки электродов по толщине | 1976 |
|
SU603438A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Станок для сборки гусеничной цепи | 1973 |
|
SU477813A1 |
| Установка для вулканизации резиновых технических изделий | 1986 |
|
SU1362637A1 |
| Устройство для загрузки и перемещения заготовок между позициями штампа | 1982 |
|
SU1140880A1 |
| Полуавтоматическая линия для сборки реечных щитов | 1976 |
|
SU648412A1 |
| Устройство для загрузки контейнеров изделиями | 1988 |
|
SU1544644A1 |
| Устройство для подачи и перемещения цилиндрических изделий | 1981 |
|
SU954765A1 |
| Устройство для сборки элементов радиосхем | 1986 |
|
SU1378098A1 |
Изобретение относится к изготовлению резиновых технических изделий и может быть применено при изготовлении напорных рукавов высокого давления с использованием дорнов. Цель изобретения - расширение эксплуатационных возможностей устройства за счет обеспечения возможности его использования при изготовлении рукавов высокого давления при сохранении высокого качества изделий. Для этого элемент 24 для управления флажком-отсекателем 22 смонтирован с возможностью регулирования по высоте щели 21 и связан с флажком-отсекателем 22 посредством рычага управления 27. Транспортер-адресователь 1 выполнен в виде многоручьевого цепного конвейера. Цепь каждого ручья разделена на отдельные участки, каждый из которых оснащен парой натяжных звездочек 11. Последние смонтированы по концам участка посредством подпружиненных рычагов 9. Для предотвращения переполнения устройства изделиями оно снабжено датчиком избытка изделий. Такое выполнение устройства обеспечивает регулируемое накопление изделий в магазинах без их многократного перераспределения. 2 з.п.ф-лы, 6 ил.
00
(игаА
00
Изобретение относится к области изготовления резиновых технических изделий и может быть применено при изготовлении напорных рукавов высокого давления с использованием дорнов.
Цель изобретения - расширение эксплуатационных возможностей устройства за счет обеспечения возможности его использования при изготовлении рукавов высокого давления при сохранении высокого качества изделий.
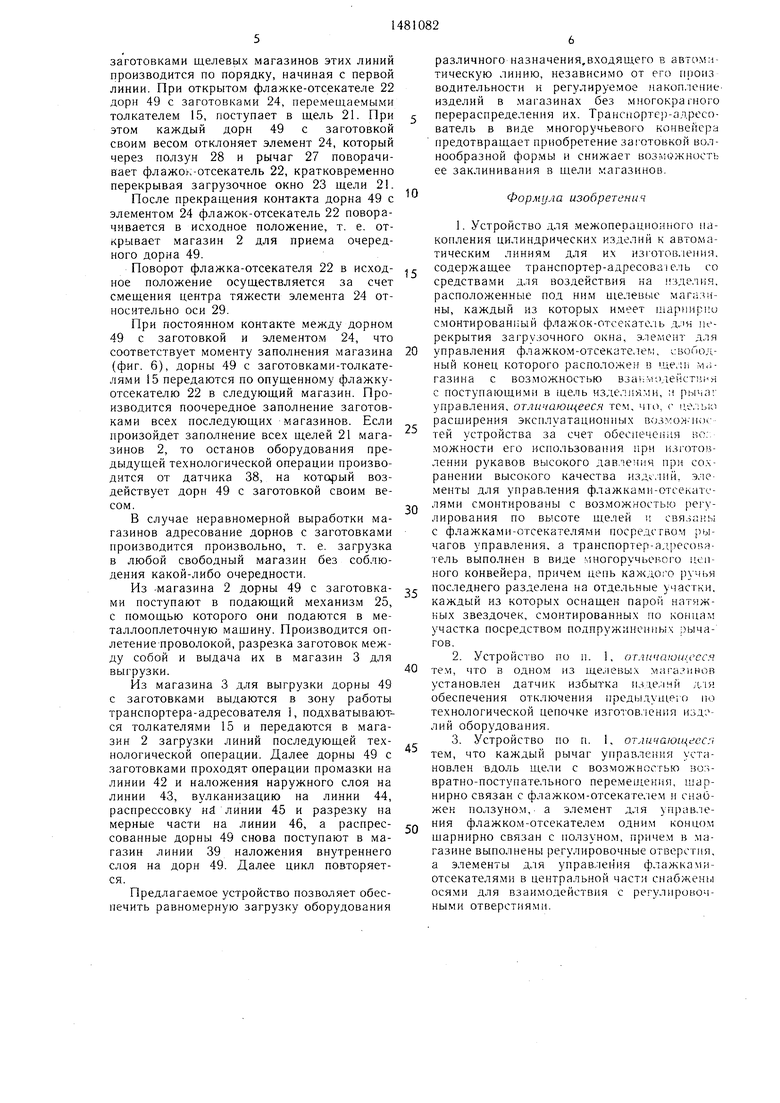
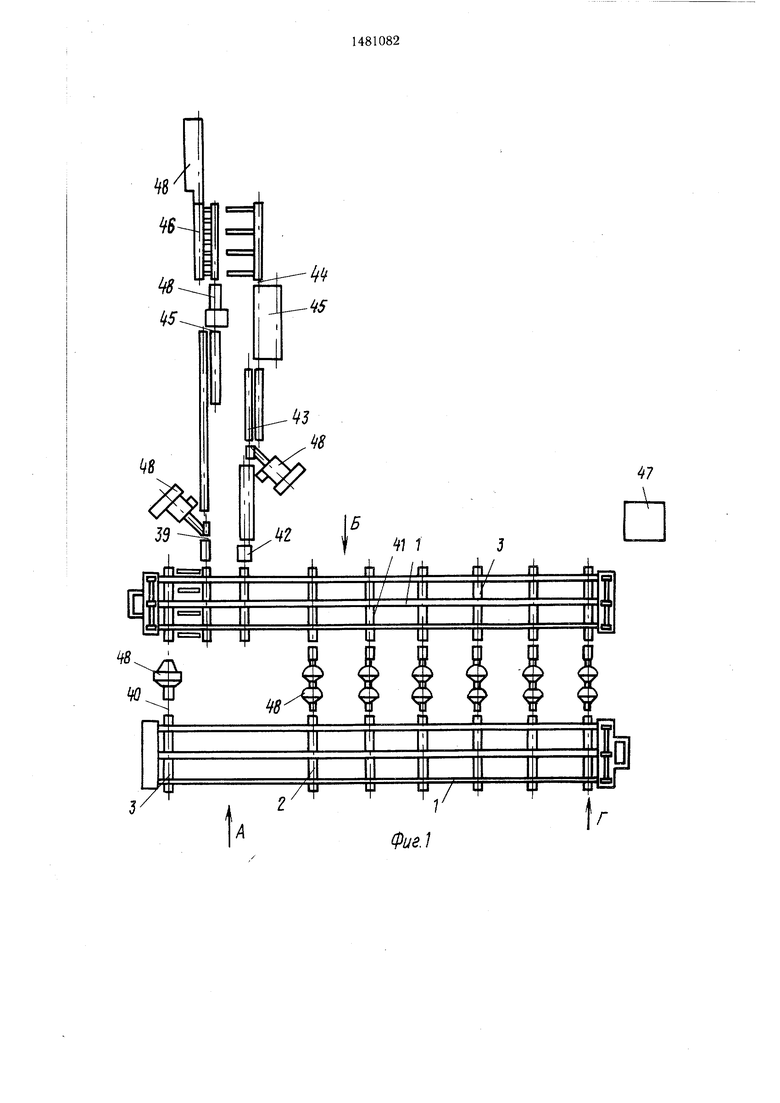
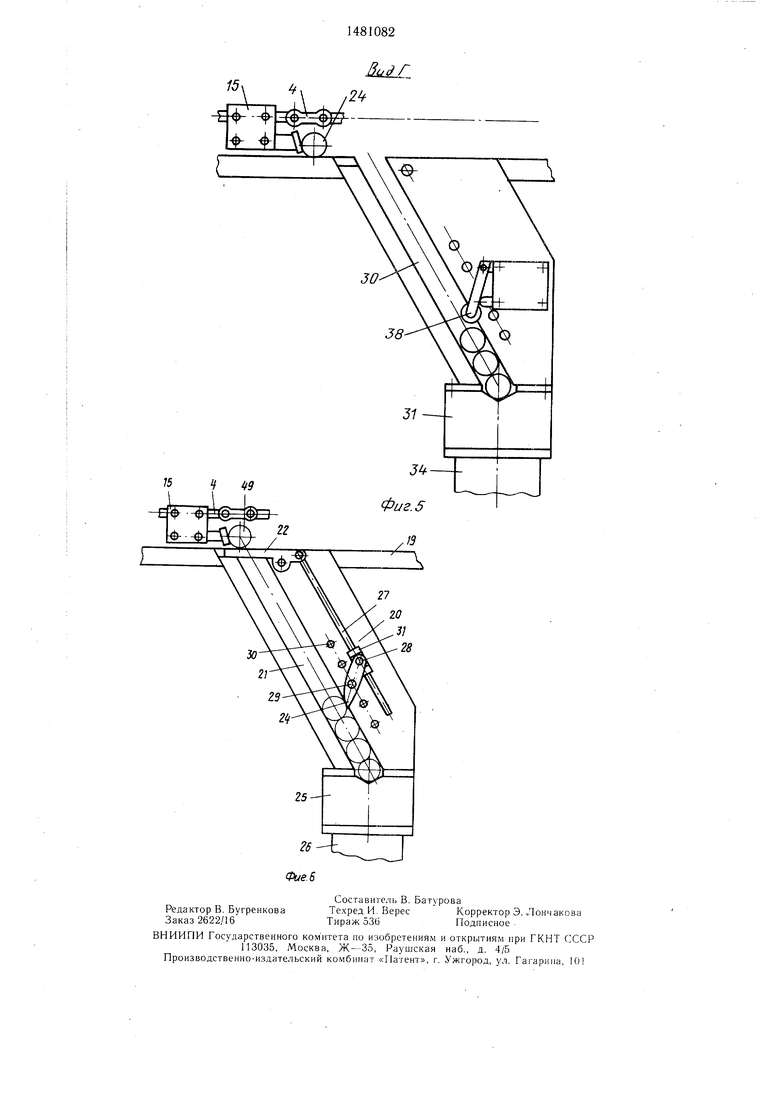
На фиг. 1 изображено предлагаемое уггройство, план; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; ни фиг. 4 - вид В на фиг. 2; на фиг. 5 - вид Г на фиг. 1; на фиг. 6 - магазин в заполненном положении.
Устройство для межоперационного на- юпления цилиндрических изделий к автоматическим линиям для их изготовления со- дгржит транспортер-адресователь 1 и расположенные под ним щелевые магазины для зргрузки 2 и выгрузки 3.
Транспортер-адресователь 1 выполнен в виде многоручьевого цепного конвейера с цепями 4, имеющего раму 5 с опорами 6 и1 смонтированные на последующих посредством осей 7 звездочки 8 и рычаги 9. На последних с помощью осей 10 смонти- ррваны натяжные звездочки 11. С помощью звездочек 11 и пружин 12 осуществляется натяжение цепей 4. Для предотвращения провисания свободных ветвей цепей 4 каждый цепной ручей 13 разделен на участки 14, каждый из которых оснащен парой натяжных звездочек 11, установленных по его концам. На цепях 4 закреплены средства для воздействия на изделия-толкатели 15. На раме 5 установлен привод 16, связанный через цепь 17 и звездочку 8 с валом 18.
Верхние торцы всех щелей магазинов 2 соединены планками 13Щелевой магазин 2 для загрузки имеет корпус 20 с наклонной щелью 21, шар- нирно смонтированный флажок-отсекатель 22 для перекрытия загрузочного окна 23 щели, элемент 24 для управления флажком- отсекателем 22 и подающий механизм 25 с стсекателем. Магазины 2 смонтированы на рамах 26. В каждом магазине 2 вдоль щели 21 с возможностью возвратно-поступательного перемещения установлен рычаг 27 управления, который шарнирно связан с флажком-отсекателем 22 и снабжен ползуном 28. Ползун 28 шарнирно связан с элементом 24 для управления флажком-отсекателем, свободный конец элемента 24 расположен в щели 21 с возможностью взаимодействия с поступающими в щель изделиями. Элемент 24 в центральной части имеет ось 29 для взаимодействия с регулировочными отверстиями 30, выполненными в корпусе 20. Для фиксации ползуна 28
0
в заданном положении на рычаге 27 предназначены гайки 31.
Магазин 3 для выгрузки включает приемное средство 32 с щелью 33, механизм 34 выдачи с призмой 35 и привод 36. Магазин 3 смонтирован на раме 37. Последний из магазинов 2 загрузки содержит датчик 38 избытка изделий, обеспечивающий отключение предыдущего по технолоП гической цепочке оборудования в случае переполнения заготовками магазина 2.
Описание работы устройства для межоперационного накопления дается применительно к использованию его в составе механизированного комплекса для изготовле5 ния рукавов высокого давления, который содержит расположенные в технологической последовательности линии 39 наложения внутренней резиновой камеры на дорн, опле- тение 40 нитью металлооплетения 41, промазки 42, наложения 43 наружной резиновой камеры, вулканизации 44, распрессовки 45, разрезки 46, средства 47 автоматики технологическое оборудование 48 и два устройства для межоперационного накопления. Устройство для межоперационного накоп5 ления цилиндрических изделий работает следующим образом.
Перед пуском комплекса в работу производится загрузка дорнов 49 в щелевой магазин 2 устройства для загрузки линии 39 наложения внутренней резиновой камеры
0 на дорн, а также подготовка и заправка всего технологического оборудования 48 сырьем и материалами. После подготовки комплекса включается автоматический режим работы. Дорны 49 поочередно один за другим встык подаются из магазина. 2 линии 39.
При прохождении дорнов 49 через линию 39 производится наложение внутренней камеры на дорны, разделение их между собой и подача дорнов с заготовками в магазин 2 линии 40 сплетения нитью. Из магазина 2 дорны с заготовками встык подаются автоматинески в оплеточную машину, производится сплетение нитью, разделение двух соседних заготовок и выдача их в приемное средство 32 магазина 3 для
5 выгрузки. Включается привод 36, дорн 49 с заготовкой механизмом 34 на призмах 35 поднимается в крайнее верхнее положение в зону транспортера-адресователя 1.
Толкатели 15 транспортера-адресователя 1, перемещаемые цепью 4 участка 14
0 каждого ручья 13, подхватывают дорн 49 с заготовкой и перемещают по соединяющим планкам 19 на следующую операцию.
Цепи 4 с толкателя 15 приводятся в движение приводом 16 посредством приводной цепи 17, вала 18 и звездочек 8, а
5 натяжение цепей 4 осуществляется с помощью звездочек 11. Если на последующей технологической операции имеется несколько однотипных линий, го заполнение
5
0
заготовками щелевых магазинов этих линий производится по порядку, начиная с первой линии. При открытом флажке-отсекателе 22 дорн 49 с заготовками 24, перемещаемыми толкателем 15, поступает в щель 21. При этом каждый дорн 49 с заготовкой своим весом отклоняет элемент 24, который через ползун 28 и рычаг 27 поворачивает флажок-отсекатель 22, кратковременно перекрывая загрузочное окно 23 щели 21.
После прекращения контакта дорна 49 с элементом 24 флажок-отсекатель 22 поворачивается в исходное положение, т. е. открывает магазин 2 для приема очередного дорна 49.
Поворот флажка-отсекателя 22 в исходное положение осуществляется за счет смещения центра тяжести элемента 24 относительно оси 29.
При постоянном контакте между дорном 49 с заготовкой и элементом 24, что соответствует моменту заполнения магазина (фиг. 6), дорны 49 с заготовками-толкателями 15 передаются по опущенному флажку- отсекателю 22 в следующий магазин. Производится поочередное заполнение заготовками всех последующих магазинов. Если произойдет заполнение всех щелей 21 магазинов 2, то останов оборудования предыдущей технологической операции производится от датчика 38, на который воздействует дорн 49 с заготовкой своим весом.
В случае неравномерной выработки магазинов адресование дорнов с заготовками производится произвольно, т. е. загрузка в любой свободный магазин без соблюдения какой-либо очередности.
Из -магазина 2 дорны 49 с заготовками поступают в подающий механизм 25, с помощью которого они подаются в ме- таллооплеточную машину. Производится оп- летение проволокой, разрезка заготовок между собой и выдача их в магазин 3 для выгрузки.
Из магазина 3 для выгрузки дорны 49 с заготовками выдаются в зону работы транспортера-адресователя 1, подхватываются толкателями 15 и передаются в магазин 2 загрузки линий последующей технологической операции. Далее дорны 49 с заготовками проходят операции промазки на линии 42 и наложения наружного слоя на линии 43, вулканизацию на линии 44, распрессовку на линии 45 и разрезку на мерные части на линии 46, а распрес- сованные дорны 49 снова поступают в магазин линии 39 наложения внутреннего слоя на дорн 49. Далее цикл повторяется.
Предлагаемое устройство позволяет обеспечить равномерную загрузку оборудования
0
5
0
5
0
5
0
5
0
различного назначения,входящего в автоматическую линию, независимо от его пмоиз водительности и регулируемое накопление изделий в магазинах без многократного перераспределения их. Трансиортер-адреео- ватель в виде многоручьевого конвейера предотвращает приобретение за готовкой волнообразной формы и снижает возможность ее заклинивания в щели магазинов.
Формула изобретены ч
I
h
ft -W
и
tt
w
M
и
м
iti
w
jiiiiit iii in i|i
||jу
ад
w
И Ш
t
7
1
Hi IT i
i:r LI и
ш
Ш
7
fD
Г
./
Cv)
oo о
oo
«т
Is-. «о
§
T)
26
faLL
| ЛИНИЯ для СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ | 0 |
|
SU407748A1 |
| Солесос | 1922 |
|
SU29A1 |
| Бобров В | |||
| П | |||
| Проектирование загрузочно- транспортирующих устройств к станкам и автоматическим линиям | |||
| - М.: Машиностроение, 1964, с | |||
| Топливник с глухим подом | 1918 |
|
SU141A1 |
