Известны устройства для перезарядки вулканизационных прессов, установленных в ряд к поточной линии формования и вулканизации штучных резиновых изделий, содержащие расположенные с двух сторон ряда прессов рольганги и механизмы для перезарядки прессов и прессформ. Известные подвижные или стационарно установленные перезарядчики рассчитаны на применение их в поточной линии для перезарядки установленных в ряд одноэтажных вулканизационных прессов-вулканизаторов крупногабаритных толстостенных заготовок, например автопокрышек, требуюш,их для их вулканизации десятки минут и соответственно небольшую скорость подачи прессформ на перезарядку этих прессов с помощью механизмов перезарядки и рольгангов.
Для обеспечения повыщепной производительности и улучшения условий труда при их применении в поточной линии для перезарядки устаиовленных в ряд многоэтажных прессов-вулканизаторов мелких тонкостенных резиновых деталей, например низа обуви, требующих для их вулканизации порядка 2-3 мин и соответственно значительно новыщенную скорость подачи прессформ на перезарядку этих прессов с помощью механизмов перезарядки и рольгангов предлагают устройство, отличающееся тем, что оно для каждого многоэтажного вулканизационного
пресса снабжено мехапизмами перезарядки нресса, выполненными в виде подвижных рам. перемещающихся на опорных стойках и л естко связанных с многополочными грузоподъемными загрузочными и разгрузочными вилками, и в виде кареток, перемещающихся над прессом на балке и жестко связанных посредством кронштейнов с захватами для выгрузки и с упорами для загрузки прессформ.
Кроме того, это устройство отличается тем, что, с целью обеспечения ориентированной подачи прессформ в .пресс, каждая пара консольных балок грузоподъемных многополочных загрузочных вилок снабжена системой подпружиненных рычагов с тягами и роликов, взаимодействующих с направляющими планками, закрепленными на подвижных рамах.
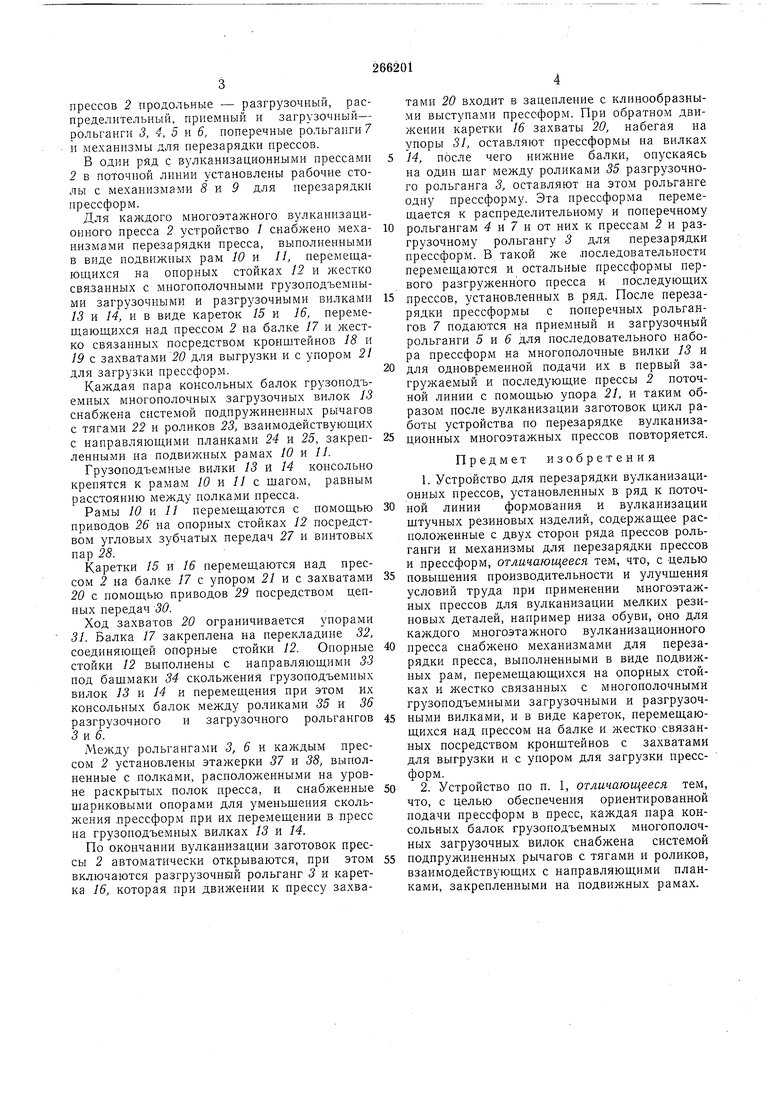
На фиг. 1 показана схема установки многоэтажных вулканизационных прессов в поточной линии; на фиг. 2 - схема установки прессов в линии, вид сверху; на фиг. 3 - устройство для перезарядки вулканизационного пресса, вид сбоку; на фиг. 4, 5 и 6 - устройство для перезарядки пресса, виды в плане, сбоку и в сечении Б-Б но фиг. 3.
Устройство 1 для перезарядки многоэтажных вулканизационных прессов 2, установленных в ряд в поточной линии формования и вулканизации штучных резиновых изделий, содержит расположенные с двух сторон ряда прессов 2 продольные - разгрузочный, распределительный, прнемный и загрузочный- рольганги 3, 4, 5 и 6, поперечные рольганги/ и механизмы для перезарядки прессов. В один ряд с вулканизационными прессами 2 в поточиой линии установлены рабочие столы с мехаиизмами 8 и 9 для перезарядки прессформ. Для каждого многоэтажного вулканизационного пресса 2 устройство / снабжено механизмами перезарядки пресса, выполненными в виде подвижных рам Юн 11, перемещающихся на опорных стойках 12 и жестко связанных с многополочными грузоподъемными загрузочными и разгрузочными вилками 13 и 14, и в виде кареток 15 и 16, перемещающихся над прессом 2 на балке 17 и жестко связанных посредством кронщтейнов 18 и 19 с захватами 20 для выгрузки и с упором 21 для загрузки прессформ. Каждая пара консольных балок грузоподъемных многополочных загрузочных вилок 13 снабжена системой подпружиненных рычагов с тягами 22 и роликов 23, взаимодействующих с направляющими планками 24 и 25, закрепленными на подвижных рамах 10 и 11. Грузоподъемные вилки 3 и 14 консольно кренятся к рамам 10 к 11 с щагом, равным расстоянию между полками пресса. Рамы 10 и 11 перемещаются с помощью приводов 26 на опорных стойках 12 посредством угловых зубчатых передач 27 и винтовых пар 28. Каретки 15 и 16 перемещаются над прессом 2 на балке 17 с упором 21 и с захватами 20 с помощью приводов 29 посредством цепных передач 30. Ход захватов 20 ограничивается упорами 31. Балка 17 закреплена на перекладине 32, соединяющей опорные стойки 12. Опорные стойки 12 выполнены с направляющими 33 под бащмаки 34 скольжения грузоподъемиых вилок 13 и 14 и перемещения при этом их консольных балок между роликами 35 и 36 разгрузочного н загрузочного рольгангов 3 кв. Между рольгангами 3, 6 и каждым прессом 2 установлены этажерки 37 и 38 выполненные с полками, расположенными на уровне раскрытых полок пресса, и снабженные щариковыми опорами для уменьщения скольжения лрессформ при их перемещении в пресс на грузоподъемных вилках 13 и 14. По окончании вулканизации заготовок прессы 2 автоматически открываются, при этом включаются разгрузочный рольганг 3 и каретка 16, которая при движении к прессу захватами 20 входит в зацепление с клинообразными выступами прессформ. При обратном движении каретки 16 захваты 20, набегая на упоры 31, оставляют прессформы на вилках 14, после чего нижние балки, опускаясь на один щаг между роликами 35 разгрузочного рольганга 3, оставляют на этом рольганге одну прессформу. Эта пресоформа перемещается к распределительному и поперечному рольгангам 4 и 7 и от них к прессам 2 и разгрузочному рольгангу 3 для перезарядки прессформ. В такой же лоследовательности перемещаются и остальные прессформы первого разгруженного пресса и последующих прессов, установленных в ряд. После перезарядки прессформы с поперечных рольгангов 7 подаются на приемный и загрузочный рольганги 5 и 5 для последовательного набора прессформ на многополочные вилки 13 и для одновременной подачи их в первый загружаемый и последующие прессы 2 поточной линии с помощью упора 21, и таким образом после вулканизации заготовок цикл работы устройства по перезарядке вулканизационных многоэтажных прессов повторяется. Предмет изобретения 1. Устройство для перезарядки вулканизационных прессов, установленных в ряд к поточной линии формования и вулканизации щтучных резиновых изделий, содержащее расноложенные с двух сторон ряда прессов рольганги и механизмы для перезарядки прессов и прессформ, отличающееся тем, что, с целью повыщения производительности и улучщения условий труда при нрнменении многоэтажных нрессов для вулканизации мелких резиновых деталей, например низа обуви, оно для каждого многоэтажного вулканизационного пресса снабжено механизмами для перезарядки пресса, выполненными в виде подвижных рам, перемещающихся на опорных стойках и жестко связанных с многополочными грузоподъемными загрузочными и разгрузочными вилками, и в виде кареток, перемещающихся над прессом на балке и жестко связанных посредством кронщтейнов с захватами для выгрузки и с упором для загрузки прессформ. 2. Устройство по п. 1, отличающееся тем, что, с целью обеспечения ориентированной одачи нрессформ в пресс, каждая пара конольных балок грузоподъемных многополочых загрузочных вилок снабжена системой одпружиненных рычагов с тягами и роликов, заимодействующих с направляющими планами, закрепленными на подвижных рамах.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИЯ ПОКРЫШЕК | 1969 |
|
SU243817A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК | 1969 |
|
SU235976A1 |
| УСТРОЙСТВО для ПЕРЕГРУЗКИ ФОРМОДЕРЖАТЕЛЕЙ | 1969 |
|
SU233883A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК | 1972 |
|
SU338409A1 |
| ПРЕСС-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU235978A1 |
| МЕХАНИЗМ СМЫКАНИЯ И РАЗМЫКАНИЯ ЧАСТЕЙ МНОГОЭТАЖНОЙ ПРЕССФОРМЫ | 1969 |
|
SU252589A1 |
| УСТАНОВКА ДЛЯ ВУЛКАНИЗАЦИИ ФОРМОВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU195090A1 |
| ТКХНИЧЕГИЛЯ В.Ч&ЛИОТ1:К.'\«о- IPri.M, гЬ10 | 1967 |
|
SU198628A1 |
| Перезарядчик к устройству для вулканизации бесконечных резиновых изделий | 1980 |
|
SU897561A1 |
| Устройство для разъема пресс-форм | 1979 |
|
SU876485A1 |

/ О I П /
7II II /
ПЯ
nti 1 1-r-y-ti I Ш UI lU ZZJTrn jjTmtr
2f
