(54) УСТРОЙСТВО ДЛЯ ПЕРЕЗАРЯДКИ ПРЕССФОРМ МНОГОПОЗИЦИОННОГО ВУЛКАНИЗАТОРА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1980 |
|
SU937214A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1984 |
|
SU1183383A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1984 |
|
SU1199634A1 |
| Форматор-перезарядчик многопозиционного вулканизатора для формования и вулканизации покрышек пневматических шин | 1985 |
|
SU1305045A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1983 |
|
SU1077816A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1983 |
|
SU1121152A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1981 |
|
SU958126A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИЯ ПОКРЫШЕК | 1969 |
|
SU243817A1 |
| Многопозиционный вулканизатор покрышек | 1973 |
|
SU488728A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
1
Изобретение относится к производству пневматических шин и предназначено для перезарядки пресс-форм многопозиционного вулканизатора.
Известно устройство для перезарядки пресс-форм многопозиционного вулканизатора, содержащее установленную на приводной тележке раму с направляющими пазами, смонтированную на раме с возможностью перемещения по направляющим пазам траверсу с ключами для открывания байонетных замков пресс-форм вулканизатора, привод для возвратно-поступательного перемещения траверсы, поворотный в вертикальной плоскости, механизм для загрузки заготовок покрышек с раздвижными патронами и механизм для. выгрузки свулканизованных покрышек 1 .
Известное устройство не обеспечивает перезарядку пресс-форм с диафрагмами типа «бег-о-матик, что ограничивает его эксплуатационные возможности.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является устройство, содержащее установленную на приводной тележке раму
с направляющими пазами, подвижную в вертикальном направлении и поворотную относительно своей продольной оси траверсу с ключами для открывания байонетных замков пресс-форм, механизмом для загруски
5 заготовок покрышек с раздвижными патронами и механизмом для выгрузки свулканизованных покрышек с дугообразными лотками и подвижными относительно траверсы скобами, привод для возвратно-поступа,Q тельного вертикального перемещения и привод для поворота траверсы 2.
Однако устройство может одновременно обслуживать только две пресс-формы, что ограничивает его производительность.
Цель изобретения - повыщение производительности устройства за счет расщирения зоны обслуживания.
Поставленная цель достигается тем, что устройство для перезарядки пресс-форм многопозиционного вулканизатора, содер2Q жащее установленную на приводной тележке раму с направляющими пазами, подвижную в вертикальном направлении и поворотную относительно своей продольной оси траверсу с ключами для открывания байонетных замков пресс-форм, механизмом для загрузки заготовок покрышек с раздвижными патронами и механизмом для выгрузки свулканизованных покрышек с дугообразными лотками и подвижными относительно траверсы скобами, привод для возвратно-поступательного вертикального перемещения и привод для поворота траверсы, снабжено установленным в направляющих пазах рамы с возможностью перемещения и связ-анным с приводом для возвратно-поступательного перемещения основанием и дополнительной поворотной траверсой с ключами для открытия айонетных замков пресс-форм, смонтированной на основании параллельно имеющейся траверсе и осна.щенной аналогичными механизмами для загрузки заготовок покрыщек и выгрузки свулканизованных покрышек.
Кроме того, устройство снабжено дополнительным приводом для поворота дополнительной траверсы, причем оба привода для поворота выполнены в виде системы моментных силовых цилиндров, установленных на основании по концам траверс.
Причем устройство снабжено форсунками для нанесения смазки на пресс-формы, смонтированными на основании.
Дугообразные лотки шарнирно смонтированы на скобах и снабжены рольгангами и приводами поворота.
Предлагаемое устройство позволяет одновременно обслуживать две вулканизационные секции, т. е. четыре пресс-формы, в одном положении тележки..
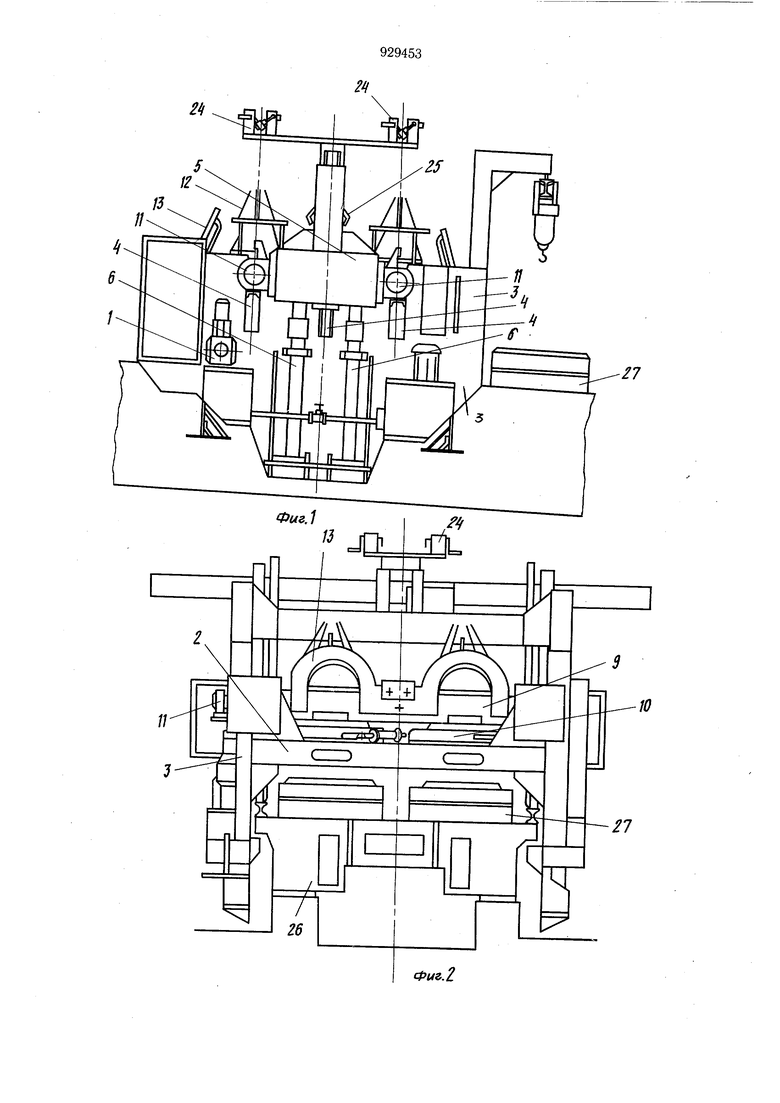
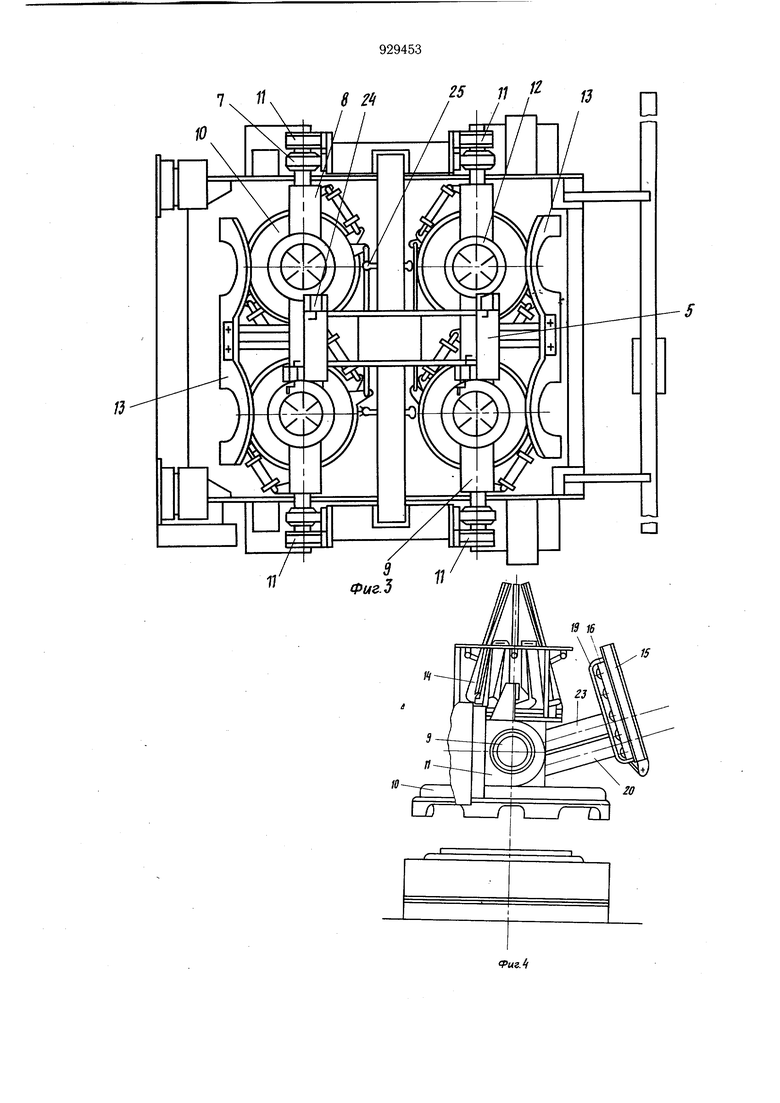
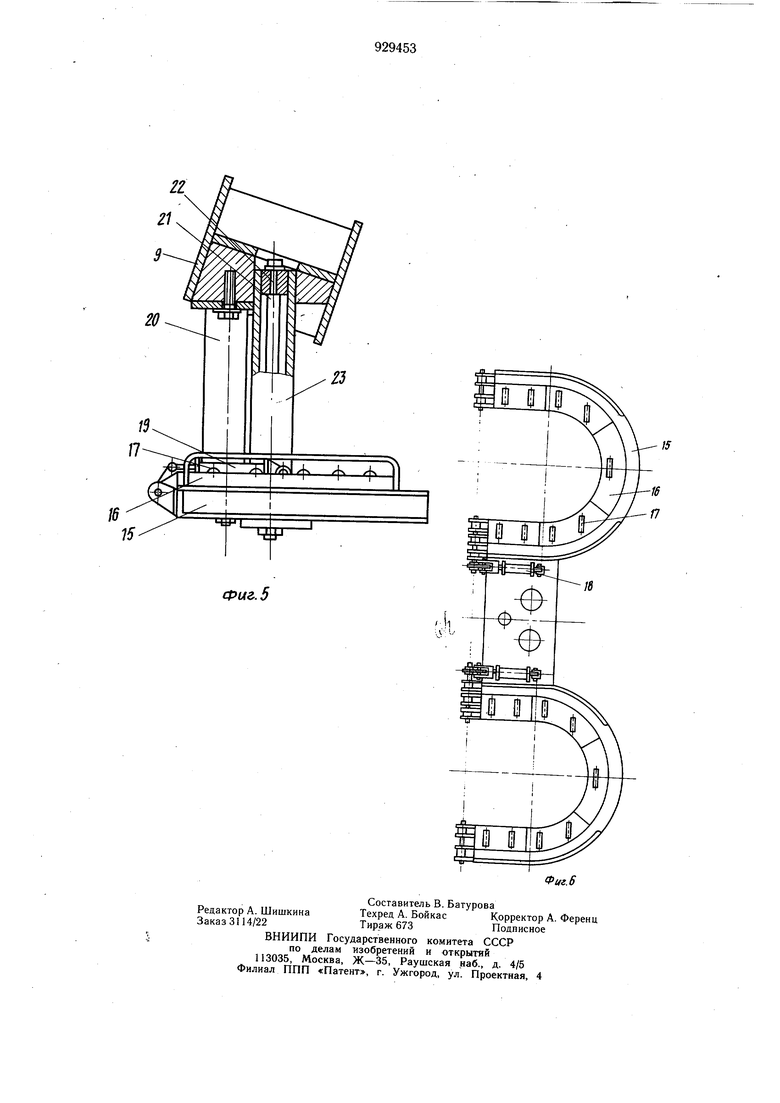
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, вид сверху; на фиг 4 - траверса с ключами для открывания байонетных замков и механизмами для загрузки для загрузки заготовок покрышек и выгрузки свулканизованных покрыщек; на фиг. 5- механизм для выгрузки свулканизованных покрышек; на фиг. 6 - то же, вид сверху.
Устройство для перезарядки пресс-форм многопозиционного вулканизатора содержит приводимую электромеха нически.м приводом 1 тележку и установленную на тележке 2 раму 3 с направляющими пазами 4.8направляющих пазах 4 рамы 3 установлено с возможностью перемещения основание 5, снабженное приводом д.мя возвратнопоступательного перемещения в вертикальном направлении в виде гндроиилиндров 6. На основании 5 посредством подгиипниковых узлов 7 установлены с возможностью поворота относительно своих продольных осей основная 8 и дополнительная 9 траверсы с к„1ючами 10 д.чя открывания байонетных замков пресс-форм. Для поворота траверс 8 и
9имеются соответственно основной и допол-. ните.;1ьн1,|й приводы поворота, причем оба привода выполнены в виде системы момеитных силовых цилиндров 11, установленных на основании 5 по концам траверс 8и 9.
Траверсы 8 и 9 расположены параллельно друг другу. На траверсах 8 и 9 смонтированы аналогичные по конструкции механизмы 12 и 13, соответственно, для загрузки заготовок покрыщек и выгрузки свулканизованных покрышек.
Механизмы 12 для загрузки заготовок покрыщек содержат по два раздвижных патрона 14 и по гидроцилиндру для разведения лепестков патронов (не показаны).
Каждый механизм 13для выгрузки свулканизованных покрышек выполнен в виде подвижных относительно траверс дугообразных скоб 15 и шарнирно смонтированных на них дугообразных лотков 16, снабженных рольгангами 17 и приводами поворота в виде установленных на скобах 15 гидроцилиндров 18. На скобах 15 закреплены ограничители 19. Скобы 15 связаны с траверсами 8 и 9 посредством гидроцилиндров 20 и штоков 21 с чугунными втулками 22, взаимодействующими с полыми .направляюши.ми 23, закрепленными на траверсах.
На основании 5 смонтированы механизмы 24 для сброса заготовок покрыщек и форсунки 25 для нанесения смазки на прессформы.
Устройство работает следующим образом.
Устройство для, перезарядки пресс-форм многопозиционного вулканизатора 26 с помощью электромеханического привода 1 перемещается с заготовками покрышек к четырем пресс-формам 27 и фиксируется. Подвижное основание 5 с установленными на нем поворотными траверсами 8 и 9 с помощью гидроцилиндров 6 перемещается по направляющи.м пазам 4 вертикально вниз для открытия пресс-форм 27 и захвата их верхних полуформ. После этого основание 5 поднимается вверх на уровень, необходимый для захода скоб 15 механизмов 13 для выгрузки под свулканизованные покрыщки а гидроцилиндры 20 выдвигают скобы 15 в крайнее положение. С помощью моментных цилиндров 11 .траверсы поворачиваются относительно своих продольных осей и в результате скобы 15 заходят под покрыщки. Далее гидроцилиндрами 6 основание 5 перемещается вертикально вверх на уровень приема заготовок покрыщек с подвесного конвейера, при этом происходит съем свулканизованных покрыщек с нижних бортовых колец пресс-форм 27. Сброс покрышек на отборочный транспортер осуществляете); поочередным поворотом лотков 16 с рольгангами 17 с помощью гидроцилиндров 18 относительно скоб 15.
Затем моментными цилиндрами 11 траверсы 8 и 9 вновь поворачиваются относительно своих продольных осей в том же направлении и переводит патроны 14 механизмов 12 с заготовками покрыщек в положение над нижними полуформами прессформ 27. Основание 5 опускается, патроны 14 разжимаются и устанавливают заготовки покрышек в нижние полуформы пресс-форм 27. После этого основание 5 поднимается на уровень приема заготовок покрышек, траверсы 8 и 9 поворачиваются в исходное положение и происходит прием заготовок покрышек с подвижного конвейера. Далее основание опускается, происходит формование находящихся в пресс-формах заготовок покрышек и закрытие пресс-форм. После освобождения ключей 10 от байонетных замков пресс-форм основание 5 поднимается, устройство расфиксируется и перемещается приводом 1 в позицию для обслуживания следующих четырех прессфорй 27 вулканизатора 26. Далее цикл работы устройства повторяется. В суш,ествуюш.их многопозиционных вулканизаторах с тридцатью вулканизационными и шестью резервными секциями используются два устройства для перезарядки, которые работают в полуавтоматическом режиме и обслуживаются двумя операторами. При среднем времени вулканизации 76 мин, на перезарядку пресс-форм расходуется 4 мин, на холостой пробег и простой 16 мин на ОДНО устройство..Замена двух существующих устройств для перезарядки на одно предлагаемое позволяет обслуживать 32 вулканизационные секции при четырех резервных. Время перезарядки двух секций 3, 7 мин. Время холостого пробега и простоя 16,8 мин. Устройство работает в автоматическом режиме и обслуживается одним оператором. При этом производительность многопозиционного вулканизатора возрастает с 329,4 тысячи покрышек до 352,7 тысячи в год, т. е. увеличивается на 7,07%. Металлоемкость предлагаемого устройства на 35% меньше по сравнению с металлоемкостью базовых устройств. Электроемкость перезарядки одной вулканизационной секции уменьшается на 22%. Кроме того, снижение центра тяжести устройства при его перемещении уменьшает вибрацию конструкции, а следовательно, повышает надежность и долговечность. Использование предлагаемого устройства позволит увеличить производительность многопозиционного вулканизатора, уменьшить удельную металлоемкость и энергоемкость и сократить количество обслуживающих операторов. Формула изобретения . Устройство для перезарядки прессформ многопозиционного вулканизатора, содержащее установленную на приводной тележке направляющими пазами, подвижную в вертикальном направлении и поворотную относительно своей продольной оси траверсу с ключами для открывания байонетных замков пресс-форм, механизмом для загрузки заготовок покрыщек с раздвижными патронами и механизмом для выгрузки свулканизованных покрыщек с дугообразными лотками и подвижными относительно траверсы скобами, привод для возвратно-поступательного вертикального перемещения и привод для поворота траверсы,и отличающееся тем, что, с целью повышения производительности устройства за счет расширения зоны обслуживания, оно снабжено установленным в направляющих пазах рамы с возможностью перемещения и связанным с приводом для возвратно-поступательного перемещения основанием и дополнительной поворотной траверсой с ключами для открытия байонетных замков пресс-форм, смонтированной на основании аараллельно имеющейся траверсе и оснащенной аналогичными механизмами для загрузки заготовок покрышек и выгрузки свулканизованных покрышек. 2.Устройство по п. 1, отличающееся тем, что оно снабжено дополнительным приводом для поворота дополнительной траверсы, причем оба привода для поворота выполнены в виде системы моментных силовых цилиндров, установленных на основании по концам траверс. 3.Устройство по п. .1, отличающееся тем, что оно снабжено форсунками для нанесения смазки на пресс-формы, смонтированными на основании. 4.Устройство по п. 1, отличающееся тем, что дугообразные лотки шарнирно смонтированы на скобах и снабжены рольгангами и приводами поворота. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 453024, кл. В 29 Н 5/02, 1971. 2 Авторское свидетельство СССР по заявке № 2957903/23-05, кл. В 29 Н 5/02, 22.07.80 (прототип). j
-
21
3
Ч
U
26
Фие.2 7. 1 25 11 /
