1
у
i
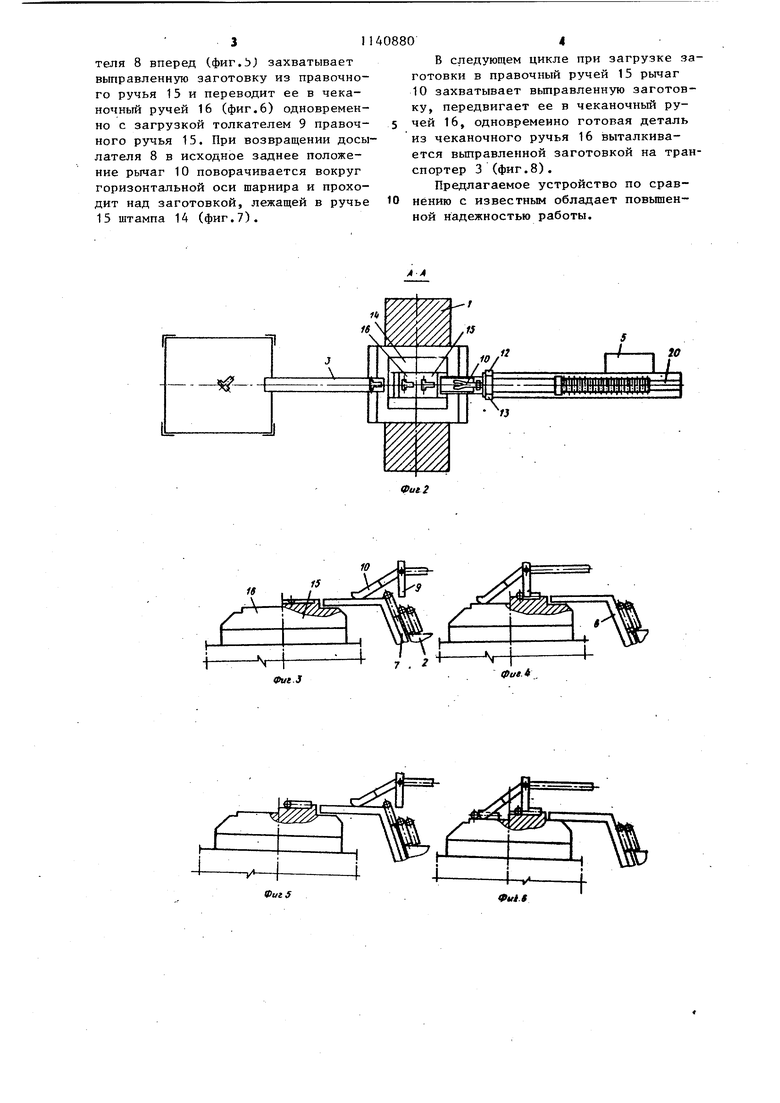
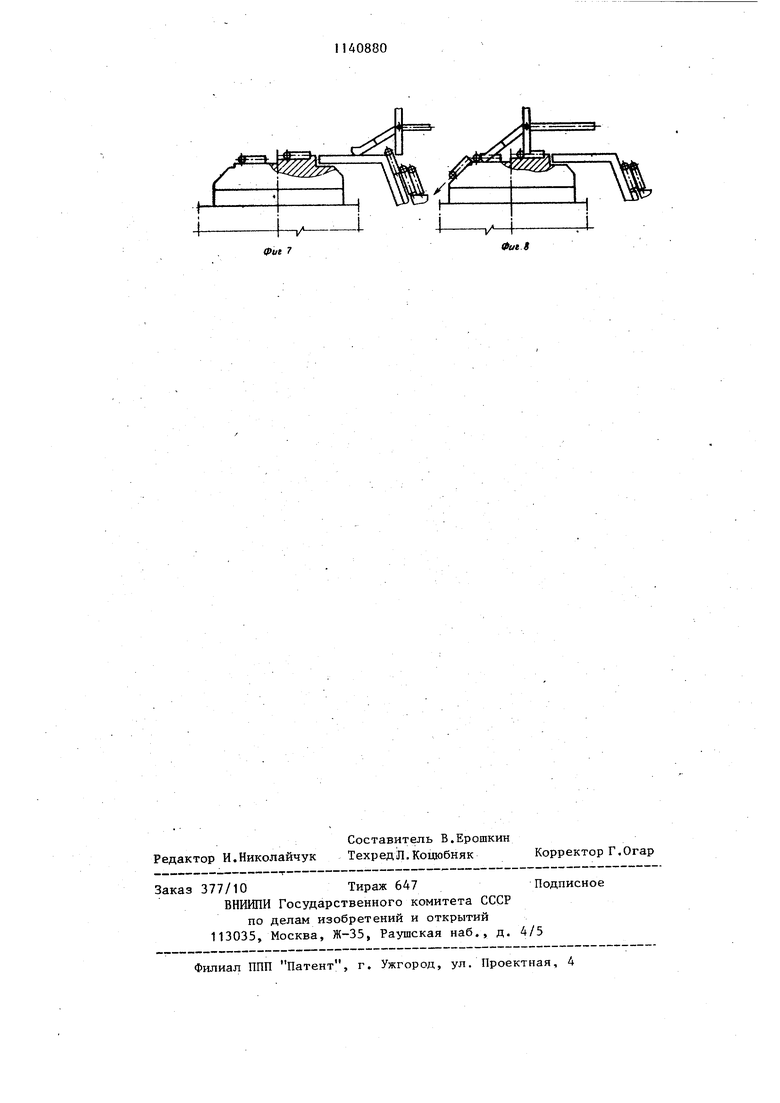
00 00 Изобретение относится к обработке металлов давлением, а именно к устройствам для загрузки и перемеще ния заготовок между позициями штампа. Известно устройство для загрузки и перемещения заготовок между позициями штампа, содержащее транспортер, механизм поштучной вьщачи заготовок с транспортера в штамп и захватный элемент для перемещения заготовки относительно позиций штампа, установленный с возможность возвратно-поступательного межоперационного перемещения над штампом от привода Cl Недостатком известного устройств является сложность его конструкции, что приводит к пониженной надежности работы. Цель изобретен ия - повьшюние надежности работы устройства. Поставленная цель достигается тем, что в устройстве для загрузки и перемещения заготовок между позициями штампа, содержащем транспортер, механизм поштзгчной выдачи заготовок с транспортера в штамп и захватный элемент для перемещения заготовок относительно позиций штам па, установленньй с возможностью возвратно-поступательного межоперационного перемещения над штампом от привода, механизм поштучной выдачи заготовок и захватный элемент объединены в один узел, выполненный в виде жесткого толкателя и шарнирно закрепленного на нем рычага, установленного с возможностью поворота относительно толкателя. На фиг.1 изображено предлагаемо устройство, общий вид; на фиг.2 разрез А-А на фиг.1i на фиг.З момент вьщачи заготовки; на фиг,4 подача заготовки толкателем в прав ный ручейj на фиг.З - захватные эл менты в исходном положении, очеред ная заготовка на исходной позиции направляющего лотка; на фиг.6 - мо мент подачи толкателем заготовки в правочный ручей; на фиг.7 - положе ние заготовки в направляющем лотке в правочном и чеканочном ручьях штампа-, на фиг.8 - подача заготовк в правочный ручей, перевод выправленной заготовки из правочного в чеканочный ручей и удаление готово детали из рабочей зоны штампа. Комплекс устройства может быть использован, например, в масштабе для правки и чеканки изделий и содержит пресс-молот 1, транспортер 2, транспортер 3 готовых изделий, тару 4 и пульт 5 управления. Транспортер 2 имеет направляющий лоток 6, механизм 7 поштучной выдачи заготовок и досылатель 8. На последнем смонтирован толкатель 9, на котором шарнирно установлен рычаг 10, Направляющий лоток 6 снабжен датчиком 11 наличия заготовки. Досыпатель 8 имеет датчики 12 и 13 крайних положений. На транспортере 2 расположен пульт 5 управления. Штамп 14 пресс-молота 1 имеет правочный ручей 15, расположенный вьше по горизонту чеканочного ручья 16. На станине пресс-молота 1 расположен датчик 17 начала цикла. Транспортер 2 имеет зубчатую гребенку 18, связанную эксцентриковым валом 19, выше которой расположен двухрельсовый лоток 20, Комплекс работает следующим образом. С пульта 5 осуществляется пуск транспортера 2 и транспортера 3 готовых изделий. Заготовки 21 загружаются в транспортер 2, где они накапливаются и перемещаются к прессу 1. Если в начальный момент нет заготовки в направляющем лотке 6, то при помощи пульта 5 включается механизм 7 поштучной вьщачи заготовок, при УСЛОВИИ, что досьшатель 8 находится в исходном (крайнем заднем) положении (фиг.З). Как только заготовка поступит на исходную позицию лотка 6, датчик 11 наличия заготовки дает команду на включение досыпателя 8 и на возвращение механизма 7 поштучной выдачи в.исходное положение. Толкатель 9 досьшателя подает заготовку в правочный ручей 15. штампа 14 (фиг.4), нажимает датчик 12 крайнего переднего положения, который дает сигнал .на возвращение досьшателя 8 в крайнее заднее положение, при этом досьшатель 8 нажимает на датчик 13 крайнего заднего положения 5 подаюш 1й команду на работу пресс-молота 1. По этой .команде совершается работа пресс-молота 1 вниз-вверх. В крайнем положении ползун пресс-молота 1 нажимает датчик 17 начала цикла. Цикл повторяется: рычаг 10 при движении досьшателя 8 вперед (фиг.Ь захватывает выправленную заготовку из правочного ручья 15 и переводит ее в чеканочный ручей 16 (фиг.6) одновременно с загрузкой толкателем 9 правочного ручья 15. При возвращении досылателя 8 в исходное заднее положение рычаг 10 поворачивается вокруг горизонтальной оси шарнира и проходит над заготовкой, лежащей в ручье 15 штампа 14 (фиг.7).
В следующем цикле при загрузке заготовки в правочный ручей 15 рычаг 10 захватывает вьшравленную заготовку, передвигает ее в чеканочный ручей 16, одновременно готовая деталь из чеканочного ручья 16 выталкивается вьтравленной заготовкой на транспортер 3 (фиг.8).
Предлагаемое устройство по сравнению с известным обладает повьшен- ной надежностью работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия горячей штамповки | 1980 |
|
SU940986A1 |
| Линия горячей штамповки | 1983 |
|
SU1119826A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автомат для горячей высадки головок болтов | 1988 |
|
SU1606250A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1140181A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2009756C1 |
| Устройство для подачи штучных заготовок в рабочую зону пресса | 1985 |
|
SU1368076A1 |
| Роботизированная линия горячей штамповки | 1982 |
|
SU1068265A1 |
| Установка для правки-калибровки | 1986 |
|
SU1412854A1 |
| Устройство для подачи заготовок в рабочую зону обрабатывающей машины и их удаления | 1984 |
|
SU1163956A1 |
УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ И ПЕРЕМЕЩЕНИЯ ЗАГОТОВОК МЕЖДУ ПОЗИЦИЯМИ ШТАМПА, содержащее транспортер. механизм поштучной вьвдачи заготовок с транспортера в штамп и захватный элемент для перемещения заготовки относительно позиций штампа, установленный с возможностью возвратно-поступательного межоперационного перемещения над штампом от привода, отличающееся тем, что, с целью повьш1ения надежности работы, механизм поштучной выдачи заготовок и захватный элемент объединены в один узел, вьшолненный в виде жесткого толкателя и шарнирно закрепленного на нем рычага, установленного с возможностью поворота относительг (Л но толкателя.
(в
9ue.J
фа. ,
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Трофимов И.Д., Бухер Н.М | |||
| Автоматы и автоматические линии для горячей объемной штамповки | |||
| М., Машиностроение, 1980, с | |||
| Стиральная машина для войлоков | 1922 |
|
SU210A1 |
| Халат для профессиональных целей | 1918 |
|
SU134A1 |
