Предлагается способ прокатки труб с поперечными ребрами в виитовых калибрах.
Отличительной особенностью предлагаемого способа является геометрия профиля и конструкция прокатных валков- Для получения труб с поперечными сравнительно высокими и тонкими ребрами оси валков наклонены к оси прокатки на угол подъема винтовых поверхностей калибров прокатных валков.
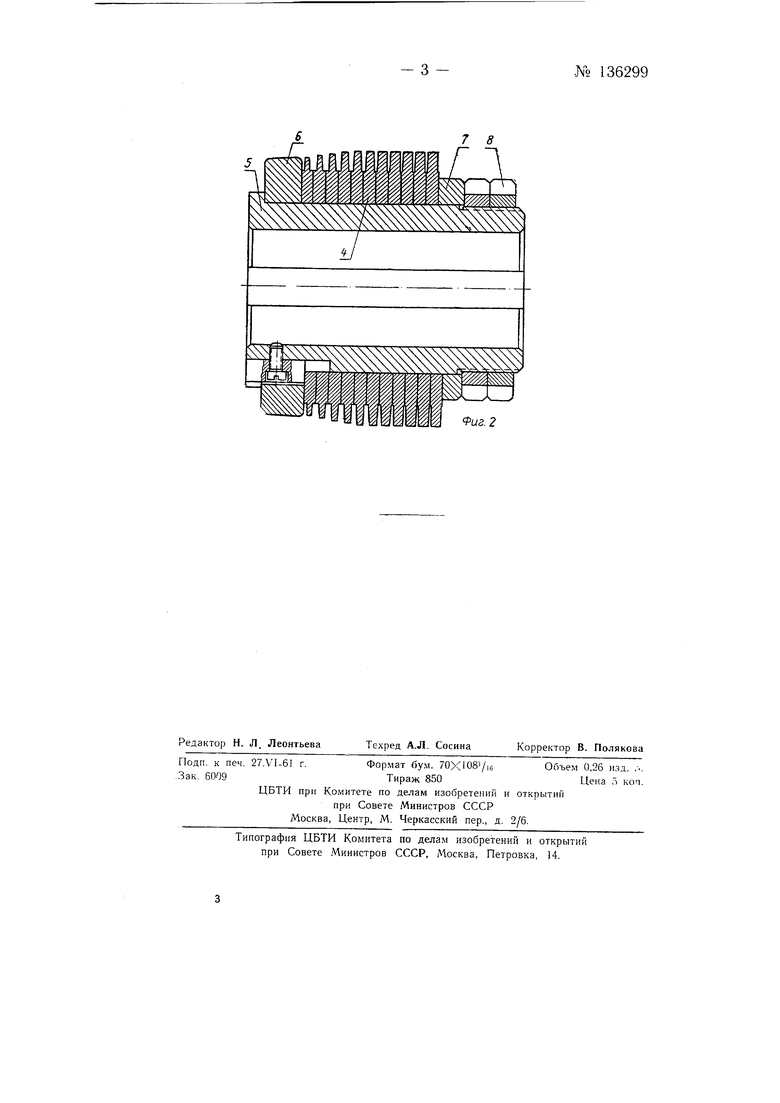
На фиг. 1 показана предлагаемая схема прокатки труб с поперечными ребрами; на фиг. 2 - конструкция валков для прокатки труб.
Толстостенная труба , служащая заготовкой, надевается на оправку 2 и прокатывается тремя приводными валками 3, расположенным под углом 120°Каждый валок имеет винтовые калибры, способ профилирования которых обеспечивает непрерывное осевое обжатие заключенного в «их металла заготовки с образованием сравнительно высоких и тонких ребер. Оси валков наклонены к оси прокатываемой трубы на угол нодъема винтовой поверхности калибров.
При вращении валки захватывают заготовку, сообщают ей вращение и осевое перемещение, в процессе которого происходит постепенное формообразование поперечных ребер заданного профиля и снятие трубы с оправки.
За один оборот валков заготовка перемещается на величину осевого перемещения калибров. В результате прокатки за один проход получается готовая продукция. В зависимости от пластичности металла прокатка производится в холодном либо в горячем состоянии.
В целях упрощения технологии изготовления валки выполнены в виде винтовой пружины, сжатой до полной посадки витков. Валок состоит из пружины 4, втулки 5 опорных шайб 6 и 7 и зажимной гайки 8. Профиль калибров валка при полном сжатии пружины точно соответствует заданному профилю изделия и выбранному режиму обжатий.
№ 136299
Предмет изобретения
1.Способ прокатки труб с поперечными ребрами приводными и неприводными синхронно вращающимися валками с винтовыми калибрами, отличающийся тем, что, с целью образования поперечных кольцевых ребер на трубной заготовке, оси валков наклонс-ны к оси прокатки на угол подъема винтовых поверхностей калибров рокатных валков.
2.Валки для осуществления способа по п. 1, отличающиеся тем, что, с целью упрощения изготовления, они выполнены в виде БИНТОВОЙ пружины, сжатой до полной посадки витков.
о 

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для образования кольцевых или винтовых ребер на металлических трубах | 1956 |
|
SU105613A1 |
| НЕПРЕРЫВНЫЙ СТАН ДЛЯ ХОЛОДНОЙ И ТЕПЛОЙ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ НА ОПРАВКЕ | 1961 |
|
SU145521A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ РЕБРИСТЫХ ТРУБ И ВАЛКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246362C1 |
| Способ изготовления ребристых труб и валок для его осуществления | 1978 |
|
SU774736A1 |
| СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКИХ РЕБРИСТЫХТРУБ | 1968 |
|
SU217344A1 |
| Составной валок стана винтовой прокатки | 1987 |
|
SU1445828A1 |
| Инструмент для формирования элементов профильной наружной поверхности | 1989 |
|
SU1655640A1 |
| ВАЛОК ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ С ПОПЕРЕЧНЫЛ\И РЕБРАМИ?' . 'О./^чЛ ;оV •. - .. .. i', .»Ь '«ч'il '^<-'-' •'•'•<. il | 1967 |
|
SU190308A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАНГИ-ВИНТОВОЙ КРЕЙЛ^" ПУТЕМ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1965 |
|
SU168257A1 |
| Инструмент для формирования элементов профильной наружной поверхности | 1989 |
|
SU1655641A1 |
7 8
fuz.2
