Известен способ поперечно-винтовой прокатки на трехвалковом стане с поперечными к
косорасположенными канавками на поверхности валка.
Предложенный способ отличается тем, что прокатка профиля осуществляется валками с многозаходными винтовыми калибрами, с развалкой их боковых сторон, а захват и калибровка заготовки по диаметру осуществляются гладкими валками.
Это обеспечивает прокатку профиля с большим углом подъема винтовой поверхности, порядка 13-15°, и интенсивное обжатие металла в осевом направлении.
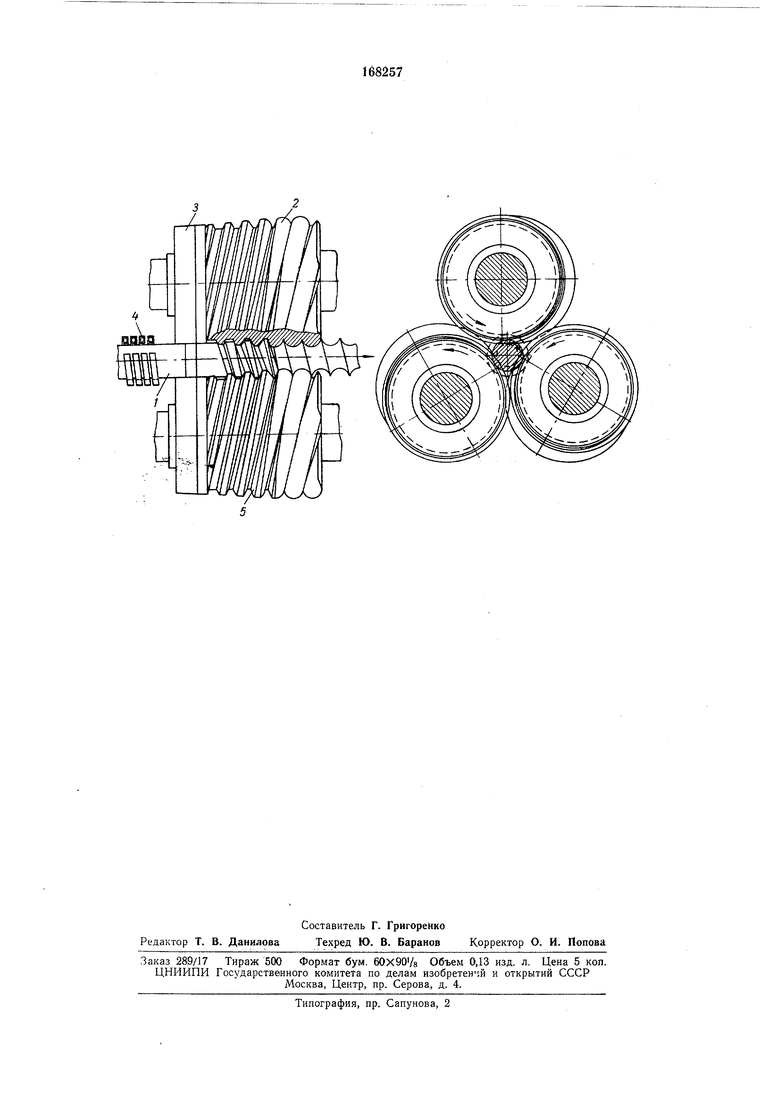
На чертеже изображена схема прокатки штанг предложенным способом.
Прокатка производится тремя приводными валками, оси которых наклонены к оси проката на некоторый угол (угол подачи). Заготовка /, заданная в осевом направлении, захватывается валками и получает винтовое движение, в процессе которого осуществляется формообразование заданного профиля.
Для использования -в качестве исходной заготовки обычной круглой сортовой стали на одной оси с профильными валками 2 устанавливают гладкий валок 3, осуществляющий захват и калибровку заготовки по диаметру.
вого перемеш,ения. Профильные валки 2 обеспечивают непрерывное обжатие металла заготовки в соответствии с выбранной схемой обжатий и заданным профилем изделия.
Особенностями профиля являются большой угол подъема винтовой поверхности, порядка 13-15°, и получение острых вершин его. Большой угол подъема достигается применением валков с многозаходными винтовыми калибрами, а острые вершины профиля - развалкой боковых сторон калибра 5.
Формообразование профиля осуществляют путем обжатия металла в калибрах в радиальном и осевом направлениях. Осевая скорость заготовки составляет 3-4 м в мин.
Предмет изобретения
Способ изготовления штанги - винтовой крепи путем поперечно-винтовой прокатки круглой заготовки в нагретом состоянии на трехвалковом стане, отличающийся тем, что, с целью обеспечения прокатки профиля с большим углом подъема винтовой поверхности, порядка 13-15°, и интенсивного обжатия металла в осевом направлении, прокатка профиля осуществляется валками с многозаходными винтовыми калибрами, с развалкой их боковых сторон, а захват и калибровка заготовки по диаметру осуществляются гладкими валками.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ТРЕХВАЛКОВОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2377085C1 |
| Валок для винтовой прокатки на трехвалковом стане | 1978 |
|
SU1047556A1 |
| Технологический инструмент для поперечно-винтовой прокатки | 1983 |
|
SU1138197A1 |
| Технологический инструмент стана винтовой прокатки | 1976 |
|
SU691232A1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 1994 |
|
RU2073572C1 |
| Инструмент для прокатки цилиндрических изделий с продольными ребрами | 1979 |
|
SU893358A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ РЕБРИСТЫХ ТРУБ И ВАЛКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246362C1 |
| Способ производства спиральных буровых штанг и автоматизированный агрегат для его осуществления | 1977 |
|
SU694263A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2003 |
|
RU2245751C1 |