СЛ
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для формирования элементов профильной наружной поверхности | 1989 |
|
SU1655641A1 |
| Комплект валков для накатывания кольцевых канавок | 1988 |
|
SU1590183A2 |
| Комплект валков для накатывания кольцевых канавок | 1987 |
|
SU1412861A1 |
| ИНСТРУМЕНТ ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТЕЛ ВРАЩЕНИЯ | 1993 |
|
RU2109590C1 |
| Валковое устройство | 1987 |
|
SU1459802A1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| Валок для прокатки арматурных периодических профилей | 1988 |
|
SU1588477A1 |
| Инструмент для поперечно-винтовой прокатки профильных изделий | 1978 |
|
SU871940A1 |
| В П Т БФаНД SliOOEFTOB | 1973 |
|
SU394144A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ВЗАИМНОГО УГЛОВОГО ПОЛОЖЕНИЯ ВАЛКОВ В ПРОКАТНОЙ КЛЕТИ | 1993 |
|
RU2113924C1 |
Изобретение относится к обработке металлов давлением, а именно к поперечно- винтовой прокатке Цель изобретения - улучшение качества полых изделии с кольцевыми выступами на поверхности за счет повышения точности шага и профиля кольцевых выступов Инструмент содержит три приводных валка, расположенных равномерно вокруг оси прокатки и под углом к ней, равном углу подъема винтовой линии калибров. Винтовые выступы валков смещены последовательно на величину T/m-n, где Т - ход винтовых калибров, m - число заходов, п - число валков Выступы расположены с последовательно чередующимся шагом, равным Т/т -п и Т/т -п (п-1) соответственно. 3 ил.
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении полых изделий с наружными кольцевыми выступами поперечно-винтовой прокаткой, например, шпинделей хлопкоуборочных машин.
Цель изобретения - улучшение качества за счет повышения точности шага и профиля кольцевых выступов на полом изделии.
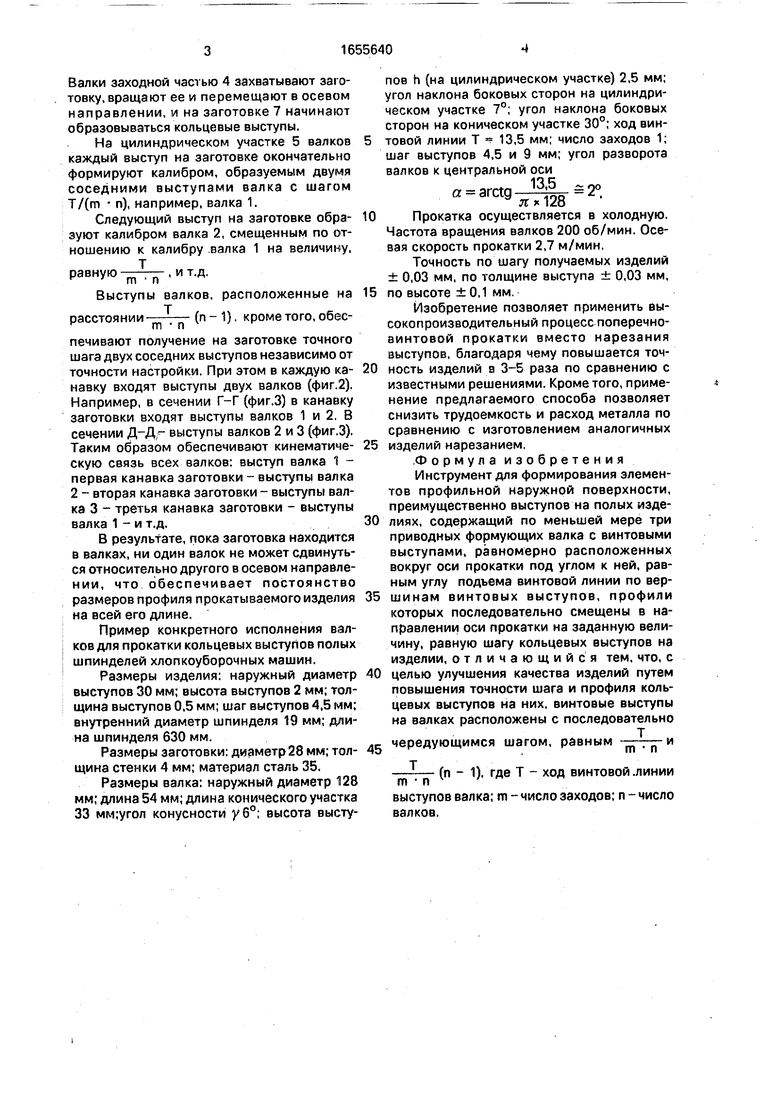
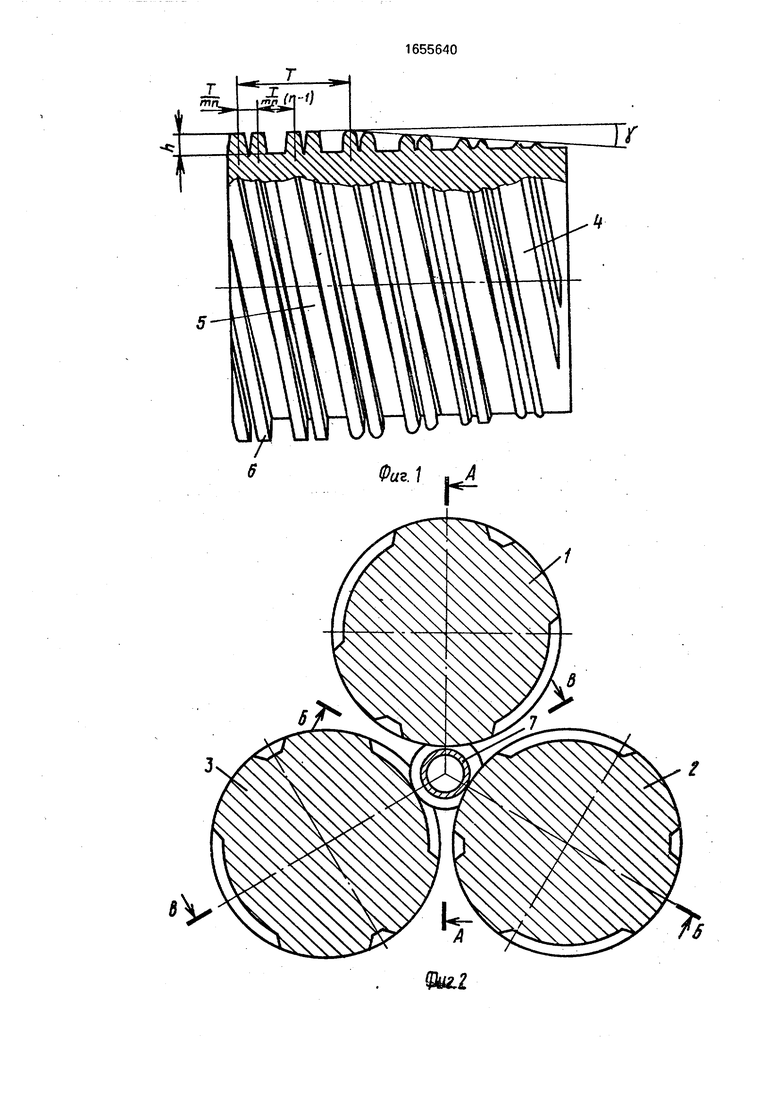
На фиг.1 изображен прокатный валок; на фиг.2 - установка валков в комплекте относительно заготовки; на фиг.З - сечение А-А, Б-Б, В-В на фиг.1 (валков и заготовки).
Инструмент содержит три приводных валка 1, 2, 3. Каждый валок имеет заходный конический 4 и цилиндрический 5 участки. На валках выполнены выступы 6. Расстояние от одного выступа до другого последовательно чередуется и равнои
Т
(п - 1), где Т - ход винтовой линии выступа валка, m - число заходов; п - число
валков; шаг кольцевых выступов на
m п
заготовке 7. Для валка, у которого п « 3, m 2, расстояния между выступами равны
-г- и -тг . Валки располагают равномерно 6 3
вокруг оси прокатки, как показано на фиг.2. При этом каждый валок развернут к оси прокатки на угол подачи а - arctg , где D диаметр валка.
Инструмент работает следующим образом.
Валкам сообщают синхронное вращение в одну сторону и подают исходную заготовку 7 в межвалковое пространство до касания с заходным участком 4,
ON СЛ СЛ Os
ё
Валки заходной частью 4 захватывают заготовку, вращают ее и перемещают в осевом направлении, и на заготовке 7 начинают образовываться кольцевые выступы.
На цилиндрическом участке 5 валков каждый выступ на заготовке окончательно формируют калибром, образуемым двумя соседними выступами валка с шагом Т/(т п), например, валка 1,
Следующий выступ на заготовке обра- зуют калибром валка 2, смещенным по отношению к калибру валка 1 на величину, Т
равную
, и т.д.
m п Выступы валков, расположенные на
расстоянии;- (п - 1). кроме того, обеспечивают получение на заготовке точного шага двух соседних выступов независимо от точности настройки. При этом в каждую ка- навку входят выступы двух валков (фиг.2). Например, в сечении Г-Г (фиг.З) в канавку заготовки входят выступы валков 1 и 2. В сечении Д-Д- выступы валков 2 и 3 (фиг.З). Таким образом обеспечивают кинематиче- скую связь всех валков: выступ валка 1 - первая канавка заготовки - выступы валка 2 - вторая канавка заготовки- выступы валка 3 - третья канавка заготовки - выступы валка 1-й т.д.
В результате, пока заготовка находится в валках, ни один валок не может сдвинуться относительно другого в осевом направле- нии, что обеспечивает постоянство размеров профиля прокатываемого изделия на всей его длине.
Пример конкретного исполнения валков для прокатки кольцевых выступов полых шпинделей хлопкоуборочных машин.
Размеры изделия: наружный диаметр выступов 30 мм; высота выступов 2 мм; толщина выступов 0,5 мм; шаг выступов 4,5 мм; внутренний диаметр шпинделя 19 мм; длина шпинделя 630 мм.
Размеры заготовки: диаметр 28 мм; тол- щина стенки 4 мм; материал сталь 35.
Размеры валка: наружный диаметр 128 мм; длина 54 мм; длина конического участка 33 мм;угол конусности у 6°; высота выступов h (на цилиндрическом участке) 2,5 мм; угол наклона боковых сторон на цилиндрическом участке 7°; угол наклона боковых сторон на коническом участке 30°; ход винтовой линии Т 13,5 мм; число заходов 1; шаг выступов 4,5 и 9 мм; угол разворота валков к центральной оси
-« -гтж82 Прокатка осуществляется в холодную. Частота вращения валков 200 об/мин. Осевая скорость прокатки 2,7 м/мин.
Точность по шагу получаемых изделий ± 0,03 мм, по толщине выступа ± 0.03 мм, по высоте ±0,1 мм.
Изобретение позволяет применить высокопроизводительный процесс поперечно- винтовой прокатки вместо нарезания выступов, благодаря чему повышается точность изделий в 3-5 раза по сравнению с известными решениями. Кроме того, применение предлагаемого способа позволяет снизить трудоемкость и расход металла по сравнению с изготовлением аналогичных изделий нарезанием.
Формула изобретения
Инструмент для формирования элементов профильной наружной поверхности, преимущественно выступов на полых изделиях, содержащий по меньшей мере три приводных формующих валка с винтовыми выступами, равномерно расположенных вокруг оси прокатки под углом к ней, равным углу подъема винтовой линии по вершинам винтовых выступов, профили которых последовательно смещены в направлении оси прокатки на заданную величину, равную шагу кольцевых выступов на изделии, отличающийся тем, что, с целью улучшения качества изделий путем повышения точности шага и профиля кольцевых выступов на них, винтовые выступы на валках расположены с последовательно
чередующимся шагом, равным . и
-т(п - 1), где Т - ход винтовой .линии
m п
выступов валка; m - число заходов; п - число валков.
$feЈl
-J Ц
Д г
А-А
фиг.Э
| Комплект валков для накатывания кольцевых канавок | 1987 |
|
SU1412861A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
