валка 3,
установлены опоки (формы) 4 и 5
шеек 6 и 7 валка, изготовленные
1.13
Изобретение относится к литейному производству, а именно к устройствам для литья прокатных валков центробежным способом.
Целью изобретения является снижение брака д&лков по засорам.
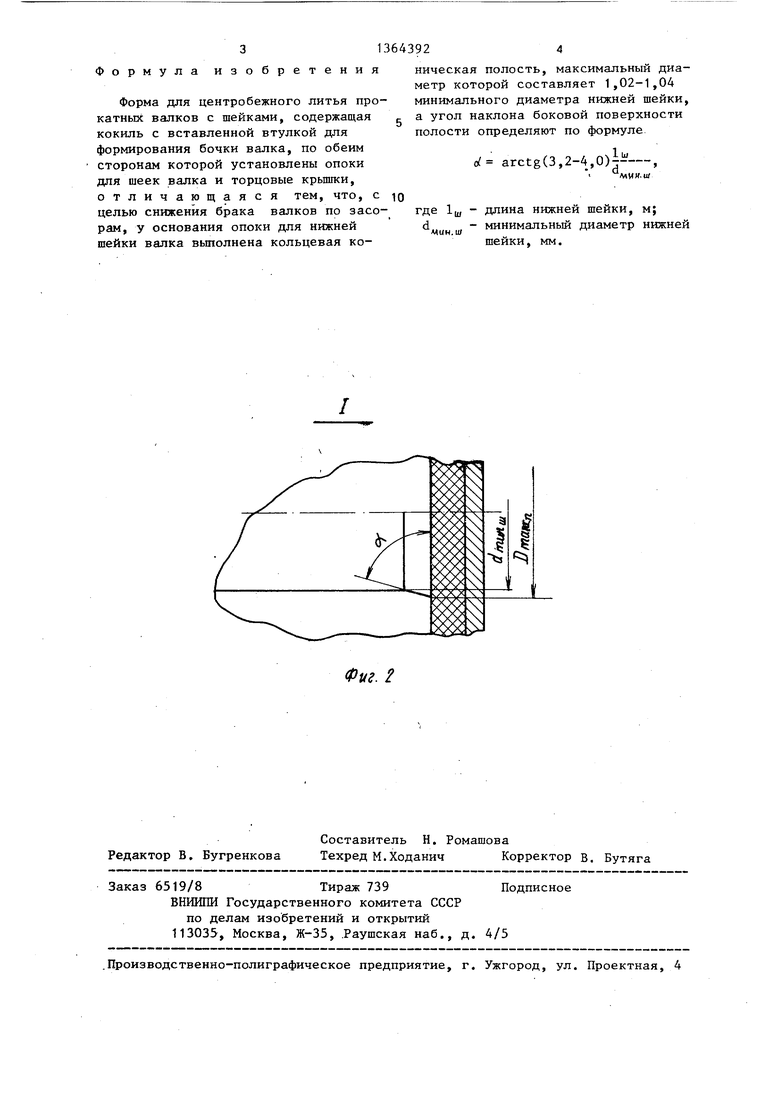
На фиг. 1 представлена форма, общий вид; на фиг. 2 - узел I на фиг.1
Форма содержит корпус 1 с вставленной втулкой 2, формирующей бочку по обеим сторонам которой
для из
формовочной смеси 8, и торцовые крыш ки 9, футерованные графйто-шамотными вставками 10 и фиксируемые замками 11. Для концентрации остатков сора и формовочной смеси предназначена кольцевая коническая полость 12, расположенная в форме 5 для нижней шейки валка 7 у ее основания. При этом максимальный диаметр конической полости составляет 1, 02-1,04 минимального диаметра нижней шейки, а угол наклона боковой поверхности полости определяют по формуле
0/ arctg(3,2-4,0).
МКН.Ш
где 1ш - длина нижней шейки, м; п/((лцш минимальный диаметр нижней шейки, мм.
Если максимальный диаметр конической полости, выполненной в форме для нижней шейки валка у ее основания, менее 1,02 минимального диаметра нижней шейки, то сор и остатки фомовочной смеси не вмещаются и задерживаются в полости. При увеличении максимального диаметра конической полости более 1,04 минимального диаметра нижней шейки уменьшается толщина слоя формовочной смеси и увеличивается объем полости и соответственно расход металла.
При угле наклона боковой поверхности конической полости о arctg3,2
х- возникающие в результате промин, w
дольной и поперечной усадки заготовки валка напряжения приводят к образованию трещин или обрьшу шеек, при
1ш
угле arctg 4,0
сор и остат АЛМН.Ы
КИ формовочной смеси не задерживаются в указанной полости под действием центробежных сил и смещаются по бо
ковой поверхности нижней шейки в область бочки, что приводит к браку по засорам рабочего слоя отливаемого
валка.
Для исключения засоров в рабочих
частях валка перед заливкой распла- ва форму вращают с номинальной частотой в вертикальном положении. В
процессе вращения формь: с номинальной частотой после ее сборки в вертикальном положении происходит окончательная притирка ее элементов. Сор и остатки формовочной смеси под действием силы тяжести располагаются в области нижней шейки (на дне формы) и под действием центробежных сил смешаются на периферию (в коническую полость). При уменьшении частоты вращения формы ниже номинальной может произойти смещение остатков смеси в рабочую зону нижней шейки. Завьш е- ние частоты вращения более номинальной технологически нецелесообразно,
поскольку способствует образованию трещин и засоров в отливке и вызывает вибрацию центробежной машины, что приводит к ее преждевременному износу.
После попадания остатков смеси в коническую полость вращающуюся форму возвращают в горизонтальное положение и производят заливку расплава. Полость с остатками смеси заполняется жидким металлом. Образовавшиеся на наружной поверхности нижней шейки в области полости засоры удаляются механической обработкой.
Отличают листопрокатные валки
с диаметром бочки 505 мм, длиной бочки 1470 мм, общей длиной 3640 мм и массой 3,3 т. При минимальном диа
метре нижней шейки d
«WH. Ш
- 450 мм
45
максимальный диаметр кольцевой конической полости находится в пределах :(459-468) мм, а угол наклона боковой поверхности, определенный по формуле
о/ arctg(3,2-4,0), при дли«нн.щ
50 не. нижней шейки 1щ - 800 мм находится в пределах 80-82. Сор и остатки формовочной смеси, располагающиеся на дне формы при ее вертикальном положении, по достижении номинальной
55 частоты вращения смещаются на периферию и сконцентрируются в кольцевой конической полости. Рабочие поверхности бочки и шеек валка после извлечения отливки были без засоров.
Формула изобретения
Форма для центробежного литья прокатных валков с шейками, содержащая кокиль с вставленной втулкой для формирования бочки валка, по обеим сторонам которой установлены опоки для шеек валка и торцовые крьпики, отличающаяся тем, что, с целью снижения брака валков по засо- рам, у основания опоки для нижней шейки валка выполнена кольцевая коническая полость, максимальный диаметр которой составляет 1,02-1,04 минимального диаметра нижней шейки, а угол наклона боковой поверхности полости определяют по формуле
0 arctgO,2-4,0)
1
мии-ш
где
d
мин.ш
и, - длина нижней шейки, м; - минимальный диаметр нижней
шейки, мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежного литья прокатных валков с шейками | 1986 |
|
SU1364391A2 |
| СПОСОБ ОТЛИВКИ ПРОКАТНЫХ ВАЛКОВ | 1995 |
|
RU2073589C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНЫХ БИМЕТАЛЛИЧЕСКИХ ПРОКАТНЫХ ВАЛКОВ | 2007 |
|
RU2346788C1 |
| ФОРМА ДЛЯ ЛИТЬЯ ВАЛКОВ ЦЕНТРОБЕЖНЫМ СПОСОБОМ | 1998 |
|
RU2148472C1 |
| ВАЛКОВЫЙ УЗЕЛ | 1997 |
|
RU2114709C1 |
| Способ центробежного литья прокатных валков с шейками | 1988 |
|
SU1526897A2 |
| Металлическая форма для центробежного литья валков | 1987 |
|
SU1482756A1 |
| Форма для отливки валков | 1979 |
|
SU850292A1 |
| Способ центробежного литья биметаллических прокатных валков | 2019 |
|
RU2727461C1 |
| Способ изготовления пустотелых валков для переработки резины и пластических масс | 1990 |
|
SU1799311A3 |
Изобретение относится к литейно му производству, а именно к формам для литья валков центробежным способом. Цель изобретения - снижение брака валков по засорам. Это достигается выполнением у основания формы для нижней шейки валка кольцевой конической канавки, максимальный диа// 6 9 Ю 8 1 Сриг 1 2 3 метр которой составляет 1,02-1,04 минимального диаметра нижней шейки, а угол наклона боковой поверхности определяют по формуле о arctg х 
Фг1г. 2
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
