1
Изобретение относится к обработке металлов резанием и может быть использовано в машиностроении для дробления сливной стружки при обработке деталей на токарных станках с числовым программным управлением.
Известны устройства для дробления стружки на станках токарной группы с ЧПУ, содержащие сердечник числа импульсов с дешифратором, к выходу которого подключен переключатель числа оборотов станка на период обработки деталей, управляющий триггер и цепь сброса счетчика импульсов 1.
Недостатками таких устройств являются сложность конструкции и низкая надежность работы.
Цель изобретения - упрощение и повышение надежности устройства.
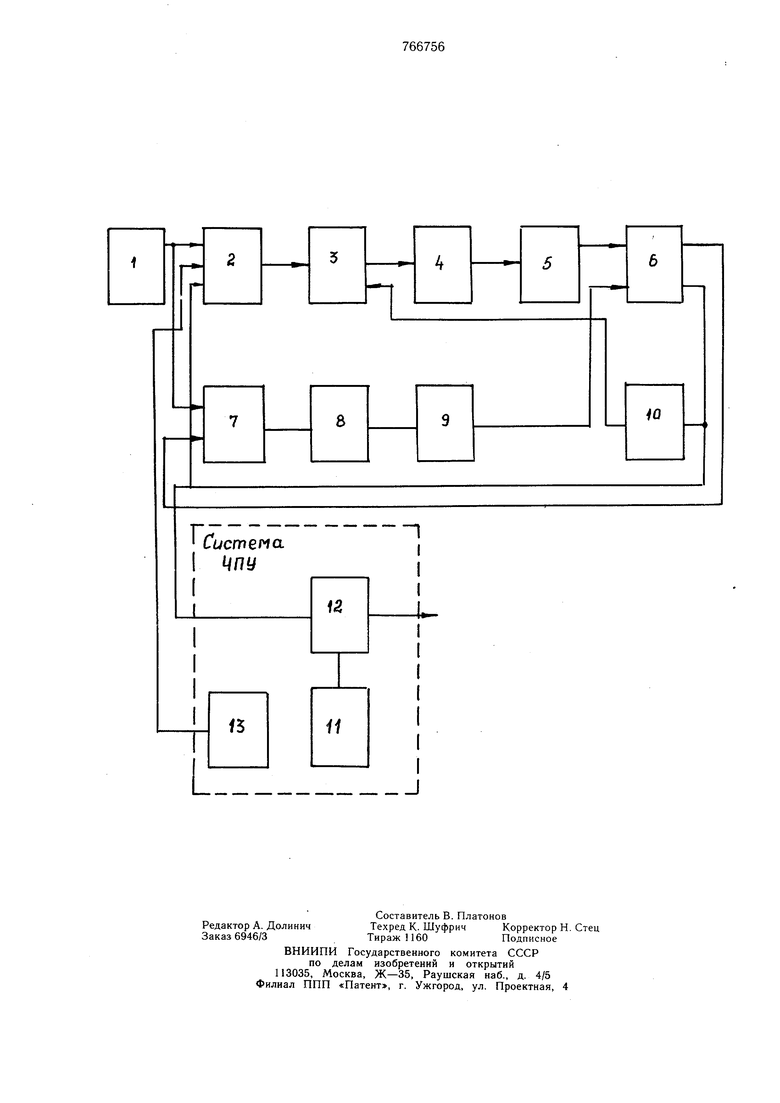
Поставленная цель достигается тем, что устройство снабжено датчиком числа оборотов шпинделя, к выходу которого параллельно подключены формирователь длительности импульсов на период обработки деталей и формирователь длительности импульсов на время выстоя резца, переключателем времени выстоя резца и дополнительным счетчиком импульсов, включенным между выходом формирователя длительности импульсов на время выстоя резца и переключателем, выход которого подключен к входу нулевого плеча управляющего триггера, причем выход нулевого плеча триггера подключен к цепи сброса счетчика числа импульсов, к входу формирователя длительности импульсов на период обработки детали и к делителю задающей частоты системы ЧПУ, а единичный выход триггера подключен к входу формирователя длительности импульсов на период выстоя резца. На чертеже изображена блок-схема устройства, которая отражает его состав, взаимосвязь со станком и системой числового
5 программного управления.
Устройство состоит из бесконтактного датчика числа оборотов 1 шпинделя станка, формирователя 2 длительности импульсов, поступающих с бесконтактного датчика на период обработки деталей режущим инструментом, счетчика 3 числа импульсов с дешифратором 4 и переключателем 5 на период обработки деталей, управляющим триггером 6, а также из формирователя 7
длительности импульсов, счетчика 8 числа импульсов и переключателя 9 на период выстоя режущего инструмента и цепь 10 сброса.
Одновременно устройство связано с генератором 11 задающей частоты, делителем 12 частоты и блоком 13 вспомогательных команд системы числового программирования управления станка.
Устройство работает следующим образом.
С бесконтактного датчика числа оборотов 1 щпинделя станка импульсы поступают на формирователи 2 и 7. При наличии разрещающего сигнала на формирователь 2 длительности импульсов на период обработки деталей от блока 13 вспомогательных команд системы ЧПУ о выключении устройства в работу и разрешающего сигнала с выхода нулевого плеча управляющего триггера 6, импульсы с выхода формирователя 2 длительности импульсов на период обработки деталей поступают на вход счетчика 3, к выходу которого подключены дешифратор 4 и переключатель 5 числа оборотов шпинделя станка на период обработки деталей. Положение переключателя 5 выбирают в зависимости от диаметра обрабатываемой детали и характера резания. В предлагаемом устройстве число положений переключателя 5 равно числу различных режимов обработки.
Выделив со счетчика 3 необходимое количество импульсов, сигнал с переключателя 5 перебрасывает управляющий триггер 6 из исходного нулевого состояния в единичное.
Управляющий триггер с выхода нулевого плеча выдает запрещающий сигнал в делитель 12 задающей частоты системы ЧПУ и на вход формирователя 2 длительности импульсов на период обработки деталей.
На выходе делителя 12 задающей частоты отсутствуют импульсы, идущие для последующего преобразования и выдачи на исполнительные щаговые двигатели до тех пор, пока не перебросится управляющий триггер в исходное нулевое состояние.
Одновременно с этим управляющий триггер с единичного плеча выдает разрещающий сигнал на формирователь 7 длительности импульсов на период выстоя режущего инструмента и происходит сброс в исходное состояние счетчика 3 через цепь 10 сброса.
Импульсы с датчика 1, проходя через формирователь 7 длительности импульсов
на период выстоя режущего инструмента, поступают на счетчик 8, выход которого подключен к переключателю 9 продолжительности выстоя резца.
Положение переключателя 9 выбирает оператор в зависимости от материала обрабатываемой детали и характера резания.
С выхода счетчика 8 сигнал через переключатель 9 поступает на другой вход управляющего триггера 6, возвращая его в исходное нулевое положение.
В дальнейшем работа схемы повторяется до тех пор, пока присутствует вспомогательная команда на включение устройства в работу.
Включение и выключение устройства
производится по программе системы ЧПУ,
что создает возможность использовать его
на трех участках обработки деталей, где
это необходимо.
Формула изобретения
Устройство для дробления стружки на станках токарной группы с ЧПУ, содержащее счетчик числа импульсов с дешифратором, к выходу которого подключен переключатель числа оборотов станка на период обработки деталей, управляющий триггер и цепь сброса счетчика импульсов, отличающееся тем, что, с целью упрощения
и повышения надежности устройства, оно снабжено датчиком числа оборотов шпинделя, к выходу которого параллельно подключены формирователь длительности импульсов на период обработки деталей и формирователь длительности импульсов на время выстоя резца, переключателем времени выстоя резца и дополнительным счетчиком импульсов, включенным между выходом формирователя длительности импульсов на время выстоя резца и переключателем, выход которого подключен к входу нулевого
плеча управляющего триггера, причем выход нулевого плеча триггера подключен к цепи сброса счетчика числа импульсов, к входу формирователя длительности импульсов на период обработки детали и к делителю задающей частоты системы ЧПУ, а единичный выход триггера подключен к входу формирователя длительности импульсов на период выстоя резца.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 610613, кл. В 23 В 25/02, 1976.
Система
ЦПУ
1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дробления стружки | 1986 |
|
SU1364440A1 |
| Устройство для дробления стружки на станках с ЧПУ | 1981 |
|
SU997990A1 |
| Устройство для дробления стружки на станках с ЧПУ | 1986 |
|
SU1371782A1 |
| Устройство для дробления стружки на станках с ЧПУ | 1983 |
|
SU1085685A2 |
| Устройство для дробления стружки на станках с числовым программным управлением | 1987 |
|
SU1502206A1 |
| Устройство для дробления стружки на станках с ЧПУ | 1987 |
|
SU1509186A1 |
| Устройство для управления процессом резания с дроблением стружки на станках с ЧПУ | 1989 |
|
SU1748959A1 |
| Устройство управления процессом дробления стружки на станках токарной группы с ЧПУ | 1988 |
|
SU1796346A1 |
| Устройство для управления дроблением стружки на токарных станках с программным управлением | 1983 |
|
SU1111132A1 |
| Система числового программного управления с постоянной скоростью резания для токарно-винторезных станков | 1981 |
|
SU978102A1 |