// Л / 7 2 11 12
н
ngmco/ oS 23 22 78
Фиг.1
(Л
VV
со
О5
4
4:
00
Изобретение относится к производству строительных изделий методом вибропрессования.
Цель изобретения - повышение качества изделий.
На фиг. 1 схематически изображено уст- ройство для формования бетонных изделий; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Устройство для формования бетоппых изделий содержит основание 1 с передним поперечным бортом 2 с шарнирами 3 и задним поперечным бортом 4 с шарнирами 5, установленные на основание направляю- и1ие 6 для перемеш.ения подвижной станины 7 с заглаживающей плитой 8, виброплитой 9, бункером 10 для бетона, пустотооб- разователями 11 с вибраторами 12 и продольными бортами 13. Длина последних равна длине пустотообразователей 11.
На пустотообразователях 11 размеш,ены пуансоны 14 в формовочной камере 15, об- разуемой основанием 1, заглаживаюш,ей плитой 8, виброплитой 9 и продольными бортами 13. На направляюш,их 6 установлена подвижная каретка 16, состояш,ая из рамы 17 на колесах 18. На раме 17 установлена насосная станция 19. Силовые цилиндры 20 закреплены на каретке 16, а штоки 21 соединены с пуансонами 14.
Дополнительные силовые цилиндры 22 закреплены на каретке 16, а их штоки 23 соединены со станиной 7.
Передний поперечный борт 2 имеет высоту, равную высоте формуемого изделия, и отверстия для ввода концов пустотообразователей 11.
Задний поперечный борт 4 имеет длину (по оси установки), равную ходу пуансонов 14, и его верхний профиль копирует ниж- ние части пустотообразователей I1 и пуансонов 14.
Устройство работает следуюш.им образом. Формование изделия начинается от переднего поперечного борта 2-. Станину 7 пе- ремещают в направлении а до соприкосновения пуансонов 14 с бортом 2. При этом концы пустотообразователей 11 входят в отверстия борта 2.
Бункер 10 загружают бетонной, смесью. Выходное отверстие бункера 10 закрыто пу- ансонами 14. Затем включают насосную станцию 19 и приводят пуансоны 14 в возвратно-поступательное движение. Одновременно включают вибраторы 12 и виброплиту 9.
При ходе пуансонов 14 в направлении б бетонная смесь просыпается вниз, а при ходе в направлении а нагнетается в формовочную камеру 15, где производится ее виброуплотнение. В начале формования изделия силу давления пуансонов 14 на бетонную смесь воспринимает борт 2. Реактивная сила давления пуансонов 14 на уплотненную бетонную смесь изделия передается на каретку 16
о 5
0
5
0
и через штоки цилиндров 22 на подвижную станину 7, которая перемещается в направлении б на величину, определяемую объемом уплотненной бетонной смеси.
Таким образом осуществляется непрерывное экструзионное формование изделия.
Формование конца изделия осуществляется следующим образом.
При подходе подвижной станины 7 к заднему поперечному борту 4 рабочих ход пуансонов 14 уменьшается при помощи датчика (не показан), установленного на основании I. Уменьшение рабочего хода пуансонов 14 осуществляется за счет сокращения движения пуансонов 14 в направлении б. В направлении а пуансоны 14 движутся до конца, осушествляя реактивное передвижение станины 7 вместе с кареткой 16. За счет уменьшения рабочего хода пуансонов 14 из бункера 10 захватывается все меньший объем бетонной смеси, поэтому реактивное движение станины 7 вместе с кареткой 16 непрерывно уменьшается. При движении пуансонов 14 в направлении а, когда совпадают рабочие поверхности пуансонов 14 и поперечного борта 4, подается команда на выключение цилиндров 20 и прекращение возвратно-поступательного движения пуансонов 14. Затем подается команда на включение в работу дополнительных цилиндров 22, которые стремятся сблизить станину 7 с кареткой 16. Однако отформованное изделие и пуансоны 14 с силовыми цилиндрами 20 не позволяют каретке 16 перемешаться в направлении а, поэтому станина 7 перемещается в направлении б, освобождая конец отформованного изделия из пустотообразователей 11 и формовочной камеры 15, на ход, равный величине в.
Отвод подвижной станины 7 и каретки 16 от изделия в направлении в осуществляется включением привода передвижения станины 7. После этого поперечные борта 2 и 4 открываются и изделие снимается -с основания 1. После чистки и смазки основания 1 и закрытия бортов 2 и 4 станина 7 вместе с кареткой 16 перемещаются в направлении а для начала нового цикла формования изделия. При этом включают цилиндры 22 и станина 7 с кареткой разводятся в рабочее положение.
Формула изобретения
Устройство для формования бетонных изделий, содержащее основание с поперечными бортами, смонтированную на нем подвижную станину, бункер, виброплиту, продольные борта, пустотообразователи и пуансоны с силовыми цилиндрами, отличающееся тем, что, с целью повышения качества изделий, основание снабжено подвижной кареткой с дополнительными силовыми ци линдрами, щтоки которых соединены со станиной.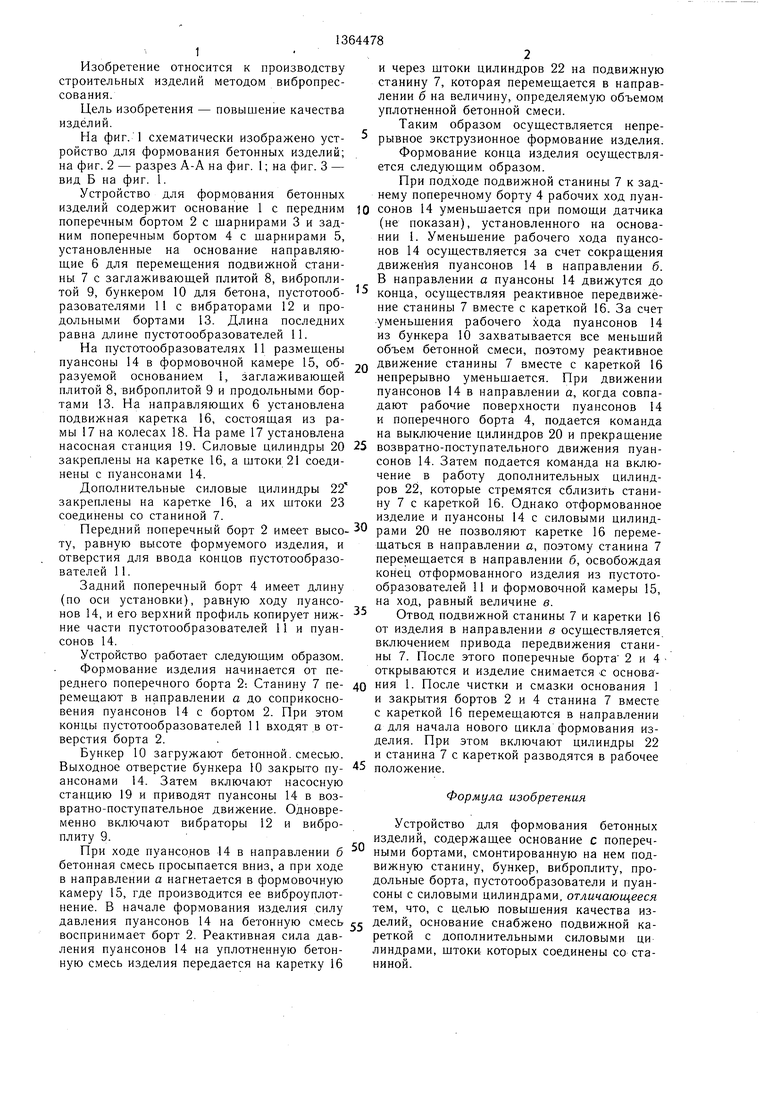
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования изделий из бетонных смесей | 1977 |
|
SU688334A1 |
| Установка для формования изделий из бетонных смесей | 1984 |
|
SU1172723A2 |
| Установка для формования бетонных изделий | 1985 |
|
SU1380968A1 |
| Установка для непрерывного формования многопустотных изделий из бетонных смесей | 1986 |
|
SU1454697A1 |
| Установка для формования изделий из бетонных смесей | 1977 |
|
SU766860A1 |
| Установка для формования бетонных изделий | 1988 |
|
SU1816264A3 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 1993 |
|
RU2037400C1 |
| Установка для изготовления железобетонных изделий с пустотами | 1979 |
|
SU863360A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1994 |
|
RU2070109C1 |

Изобретение относится к производству строительных изделий методом вибропрессования. Устройство для формования бетонных изделий содержит основание 1 с поперечными бортами 2 и 4, подвижную станину 7, бункер 10, виброплиту 9, продольные борта, пустотообразователи 11 с силовыми цилиндрами 20. Для повышения качества изделий основание 1 снабжено подвижной кареткой 16 с дополнительными силовыми цилиндрами 22, штоки 23 которых соединены со станиной 7. 3 ил.
8 9
Budff
| Установка для формования изделий из бетонных смесей | 1977 |
|
SU688334A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
