(21)4119720/25-28
(22)17.06.86
(46) 07.01.88. Бюл, № 1
(71)Ростовский-на-Дону институт сельскохозяйственного машиностроения
(72)А.Л.Пивоваров, С.Д.Колотиенко, А.М.Дидовец и А.А.Жуков
(53)620.311.8(088.8)
(56)ШсГр Э.Р. Новые процессы прокатки. - М.: Металлургиздат, 1960,
с.206-209.
(54)СПОСОБ ИСПЫТАНИЯ НА КОНТАКТНУЮ ВЫНОСЛИВОСТЬ
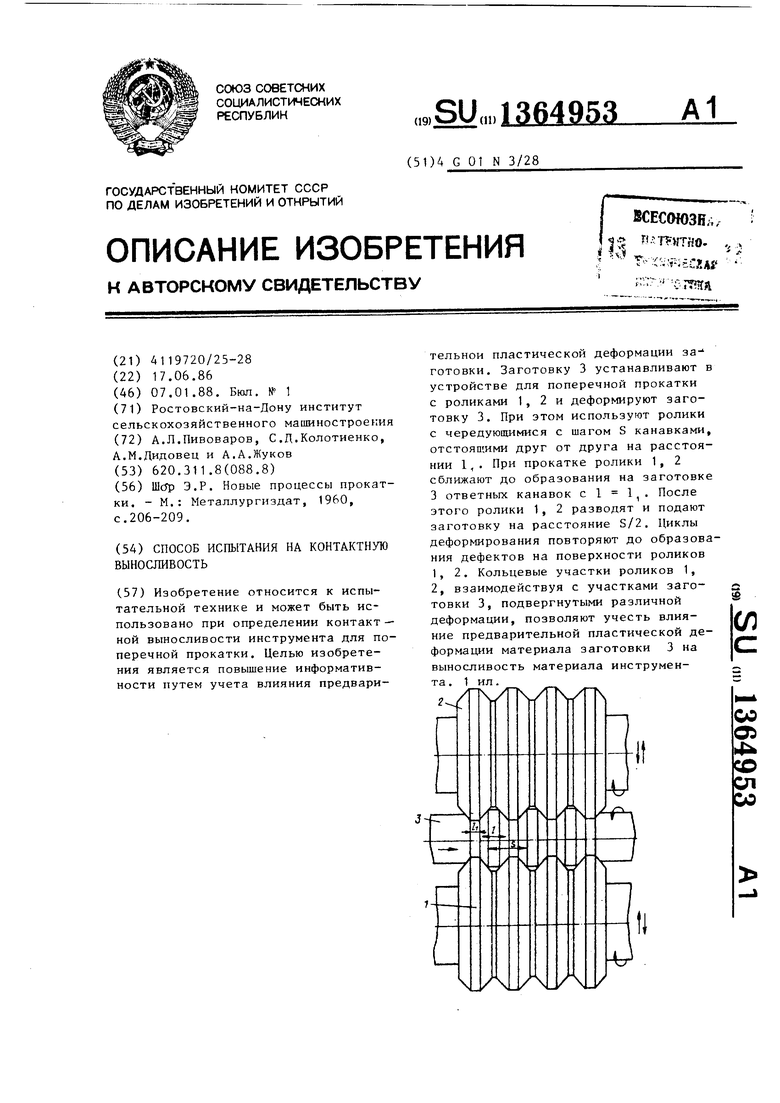
(57)Изобретение относится к испытательной технике и может быть использовано при определении контакт - ной выносливости инструмента для поперечной прокатки. Целью изобретения является повышение информативности путем учета влияния предварительной пластической деформации за- готовки. Заготовку 3 устанавливают в устройстве для поперечной прокатки с роликами 1, 2 и деформируют заготовку 3. При этом используют ролики с чередующимися с шагом S канавками, отстоящими друг от друга на расстоянии 1,. При прокатке ролики 1, 2 сближают до образования на заготовке 3 ответных канавок с 1 1 . После этого ролики 1, 2 разводят и подают заготовку на расстояние S/2. Циклы деформирования повторяют до образования дефектов на поверхности роликов
1,2. Кольцевые участки роликов 1,
2,взаимодействуя с участками заготовки 3, подвергнутыми различной деформации, позволяют учесть влияние предварительной пластической деформации материала заготовки 3 на выносливость материала инструмента. 1 ил.
(Л
/
ЧУ
/
/
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ | 2011 |
|
RU2490085C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2427434C1 |
| Способ производства труб с продольными наружными ребрами на роликовом стане | 1984 |
|
SU1266582A1 |
| СПОСОБ БОКОВОГО ВЫДАВЛИВАНИЯ КОЛЬЦЕВЫХ ПРОФИЛЕЙ ПРИ ГОРЯЧЕЙ РАСКАТКЕ МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2573461C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН ДЛЯ ТЕПЛООБМЕННИКОВ | 2009 |
|
RU2393932C1 |
| Инструмент для поперечно-клиновой прокатки заготовок многогранного профиля | 1988 |
|
SU1602598A1 |
| Способ изготовления изделий перемен-НОгО пО иХ длиНЕ СЕчЕНия | 1978 |
|
SU829283A1 |
| Способ производства профиля из бронзы | 2021 |
|
RU2769966C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕКСТУРОВАННОЙ РЕБРОВОЙ ХОЛОДНОКАТАНОЙ ЖЕЛЕЗОКРЕМНИСТОЙ ТРАНСФОРМАТОРНОЙ СТАЛИ | 1997 |
|
RU2121515C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
П
It
со
О5
4;
;о :л
:о
/
/
/
Изобретение относится к испытательной технике и может быть использовано при определении контактной выносливости инструмента для поперечной прокатки, а именно роликов.
Целью изобретения является новы- шение ИНФ01 мативности путем учета влияния предварительной пластической деформации заготовки.
На чертеже показана схема осуществления способа .
Способ реализуется следующим образом.
Ролики 1 и 2 устанавливают в устройство (не показано) для поперечной прокатки, сообщающее им принудительное вращение, устанавлипают за мтовку 3 с возможностью ее вра;цения и сближают ролики 1 и 2, обес .печивая деформирование заготовки. При этом используют ролики, на рабочей ности которых выполнен ряд чередую- гихся с постоянным шагом S кол1,це- 4iiix каианок, отстоящих друг от друга на расстоянии 1 . Сближение ро.чи- ков 1 и 2 осуществляют до образования на заготовке 3 ответных кольде- ВЬ1Х вь1стуг1ов, отстоя1л,их друг от друга на оасстоянии 1 ,. равном 1.
После этого ролики 1 и 2 разводят и подают заг отовку в направлении ее оси на величину, равную половине таг S чередования канавок, и вновь осуществляют деформацию заготовки 3.
Циклы дeфop fflpoвaния заготовки 3 повторяют до образования дефектов на поверхности роликов. При этом перед каждым следующим циклом нагруже- ния кольцевые выступы на роликах 1 и 2 располагаются напротив выступов на заготовке 3. Вследствие этого в каждом последующем цикле нагружения первый кольцевой выступ на роликах 1 и 2 деформирует исходный материал заготовки 3, не нолучивщий предварительной деформагши. Второй кольцевой выступ взаимодействует с участком заготовки 3, получившим предварительную де4)ормацию в первом цикле нагружения. Третий кольцевой выступ взаимодействует с участком заготовки 3, получившим нредварительную деформацию в двух предыдущих циклах и т.д. Таким образом, кольцевые участки роликов 1 и 2, взаимодействуя с участками заготовки 3, подвергнутыми различной деформации, позволяют учесть влияние предварительной пластической деформации заготовки 3 на выносливость материала инструмента.
Формула изобретения
Способ испытания на контактную выпослппость, по которому заготовку п виде прутка подвергают пластической деформации путем многократной поперечной прокатки роликами из испытуемого материала с подачей заготовки между циклами прокатки и определяют контактную выносливость материала роликов по числу циклов прокатки до образования дефектов на их поверхности, отличающийся 1ем, что, с целью повышения информанпности путем учета влияния предва- ,.|ительной пластической деформации
. (ГОТОВКИ, на рабочей поверхности роликов выполняют несколько расположенных с одинаковым шагом кольцевых канавок трапецеидального сечения, каждый цикл прокатки осуществляют до образования на заготовке кольцевых выступов трапецеидального профиля с шириной наружной цилиндрической поверхности, равнор расстоянию между выступами заготовки, а подачу заготовки перед каждым последующим циклом прокатки осуществляют на величину, равную половине щага.
