(54) СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий переменного по их длине сечения | 1977 |
|
SU738736A1 |
| Способ изготовления изделий переменного по их длине сечения | 1980 |
|
SU871954A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 1992 |
|
RU2040355C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 1996 |
|
RU2103100C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 2004 |
|
RU2263717C1 |
| Способ изготовления изделий переменного сечения | 1983 |
|
SU1135780A1 |
| Способ упрочнения изделий переменного по их длине сечения | 1980 |
|
SU859468A1 |
| Способ изготовления изделий переменного по их длине сечения | 1975 |
|
SU553033A1 |
| Способ продольной прокатки деталей | 1976 |
|
SU692661A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 1999 |
|
RU2165327C2 |
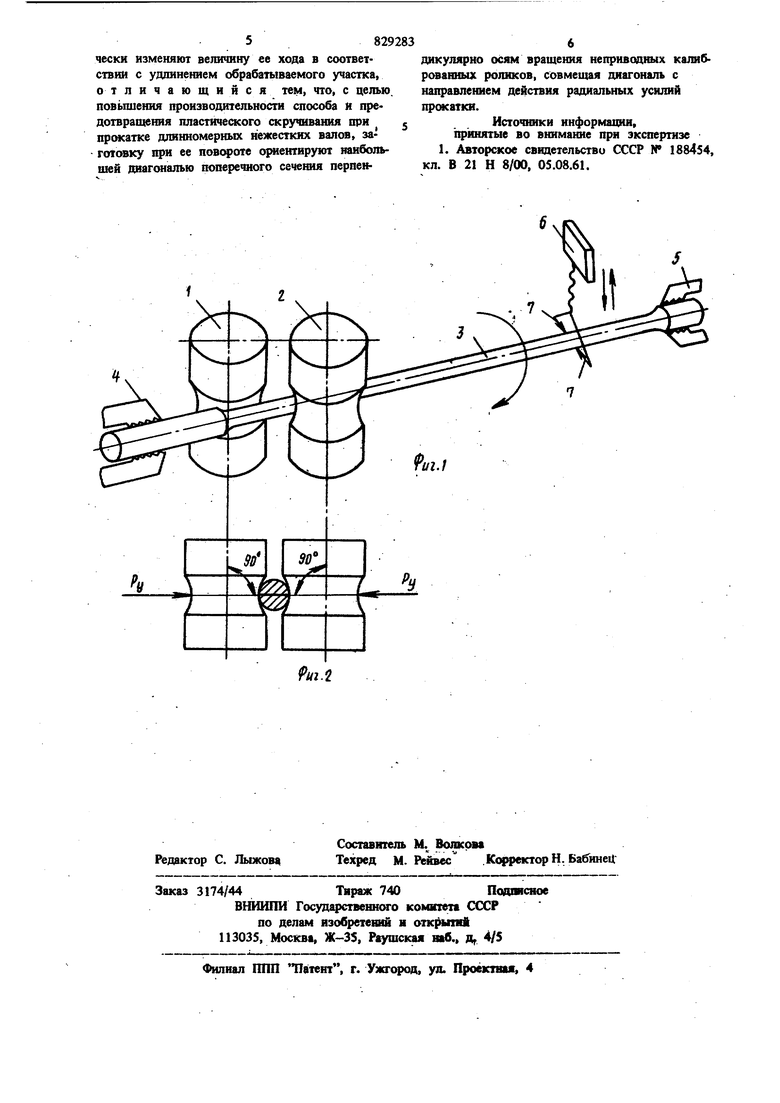
Изобретение относится к обработке металлов давлением и преднажачается для изготов яеявя длинномерных нежестких деталей типа ступейчатых валов методов холодной вродояь ной прокатки средней части. Известен способ изготовления изделий переменного по их длине сечения холодной прокаткой участков заготовки с приложе1шем к вей радиальных усилий иеприводш 1ми калиброванными роликдми, прт котором заго товку поворачивают после каждого двойного возвратно- поступательного хода вокруг сфодол оси в автоматически изменяют ъбгораау ее хода в соответствии с удлинягаем об{ а&тываемого участка (1. . Пря ннтен Я1вной прокатке деталей ро и веспюму oiocbGy, когда степень деформации составлЕяет , 1юсле второго 1фахода сечеш1е заготовки принимает вид скругленного орямоугольника. Это происходит всяедст«ш того, что при одних и тех же радиаль тлх. yvejoua. обжатие заготовки на первом |фоходв меньше, чем на втором, так как шк щадь контактной поверхиости загот я1ки с ручьями роликов на первом проходе прокатки значительио превышает площадь контактной поверхности на втором проходе. На третьем ходу |фокатки после поворота заготовки на угол 45 направление действия радиальных усияий не совпадает с диагсжалью полученного р . в поперечном сечении заготовки скругленного прямоугояьшоса, в результате чего возникает пара сил, вызывакоцая появление крутящего момента, 1фичем величина его тем больше чем с бсшьшей стшенью 11(еформации производится обжатие. Акалогичная катина воз1шкает и на пооюдующих ходах прокатки. Это приводит к пластическому скручиванию прокатываемой частн заготовки, что, в конечной итоге, привошгг к неиспрёвимому браку полу чаемых деталей. Во избежание пластического скручивания щш формообразования длинномерных «вжееааа. деталей со степенью деформации 25-30% прокатку прсжзводят в два перехода, при зтом на первом переходе заготовку прокатывают на какой-то промежуточный диаметр со степенью деформащш до 15%, на втором прокатывают в конечны) размер. Возникаюишй на каждом промежуточ ном переходе крутящий момент недостаточен для пластического скручивания прокатываемого участка заготовки. Процесс прокатки протекает стабильно, но требует большого количества двойных проходов. Цель изобретения - повышение производительности и предотвращения пластического скр чивания при прокатке длинномерных нежестких валов. Поставленная цель достигается тем, что при прокатке длинномерных нежестких валов заготовку при ее повороте ориентируют наиболь шей диагональю поперечного сечения перпендикулярно осям вращения неприводных калиб рованных роликов, совмещая диагональ с направлением действия радиальных усилий прокатки. Ориентация наибольшей диагонали поперечного сечения заготовки перпендикулярно осям вращения неприводных ручьевых роликов позволит устранить возникающий крутящий момент, а следовательно, прокатывать детали с большей степенью деформации за Меньщее число проходов. На фиг. 1 изображена принципиальная схем процесса; на фиг. 2 - схема ориентации попе речного сечения заготовки в калибрах неприводных роликов. Описание способа, т.е. перечисление приемов в их последовательности с указанием режимов обработки, приведем на примере изготов ления деталей рулевого вала автомобиля Мо квич, который представляет собой длинномерную нежесткую деталь с отношением длины к диаметру 70. Требуется произвести прокатку вала в один, переход с диаметра 27 мм на диаметр 18 мм. Два невращающихся неприводных ручьевых ролика 1 и 2 вдавливают в неподвижную заготовку 3, закрепленную за оба конца с помощью специальных цанг 4 и 5, на величину педачи на участке одной из галтелей. Зате производят протягивание заготовки до участка второй галтели, реверс и обратный ход, по окончании которого ролики разводят и начинают поворот заготовки вокруг ее продольной оси. Одновременно с разводом роликов в зону прокатки вводят специальное следяще устройство 6, состоящее из двух конечных выключателей 7, расположенных в плоскости, проходящей через ось вращения заготовки и перпендикулярной осям вращения неприводных ручьевых роликов, и находящихся при потороте заготовки в постоянном контакте с ее поверхностью. В момент регистрации конечными выключателями максимальной диагонали поперечного сечения заготовки (т.е. когда она становится перпендикулярной осям вращения непрйводных калиброванных роликов) следящее устройство выдает сигнал из остановку поворота заготовки. Затем заготовку фиксируют Б данном положе1П1и, а следящее устройство выводят из зоны прокатки. Далее ролики вновь вдавливают, заготовку .протягивают, и цикл повторяют. Обработку заканчивают при достижении заготовкой нужных размеров. Прокатку вала производят при следующих режимах: Радиальные усилия, т55 Осевые усилия, т20 Скорость протягивания заготовки, м/мин8,0 Число двойных проходов4 Время прокатки, мин 0,8 Как показывают сравнительные испытания, прокатка по известному способу возможна лишь за 8-10 двойных ходов в два перехода, что для программы в 354 тыс. валов в год требует создания двух специализированных продольно-раскатных станков. Интенсивная прокатка в один переход за 4 двойных хода приводит к пластическому скручиванию прокатываемого участка вала. Применение предлагаемого способа прокатки позволит за 4 двойных хода получать годные валы с трубуемой точностью. Использование предлагаемого способа изготовления изделий переменного по их длине сечения позволит по сравнению с известным способом повысить производительность процесса прокатки в 2 раза. Кроме того, предлагаемый способ позволит устранить пластическое скручивание прокатываемого вала, что приведент к ликвидации брака. В результате использования способа для прокатки детали рулевого вала автомобиля Москвич снизится трудоемкость прокатки в 2 раза, умень шится количество требуемого прокатного оборудования и метраж производственных площадей. Предлагаемый способ позволит также автоматизировать процесс прокатки валов, улучшить условия труда и достичь дальнейшей экономии. Годовой экономический эффект от использования предлагаемого способа изготовления изделий составит 40 тыс. р. Формула изобретения Способ изготовления изделий переменного о их длине сечения холодной прокаткой частков заготовки с приложением радиальных силий неприводными калиброванными ролиами, при котором заготовку поворачивают осле каждого двойного возвратно-поступателього хода вокруг продольной оси И автомати5829283
чески изменяют величину ее хода в соответствии с удлинением обрабатываемого участка, отличающийся тем, что, с целью, повьпиения производительности способа и предотвращения Ш1астиче(жогр скручивания при прокатке длинномерных нежестких валов, за- готовку при ее повороте ортентируют наибольшей диагональю поперечного сечения перпекдикулярио осям вращения иеприводных калиброванных роликов, совмещая диагональ с направлением действия радиальных усилий прокатки.
Источники информации, принятые во внимание при экспертизе
