f
(21)4457799/31-27
(22)11,07,88
(46) 30.10„90. Бюло № 40
(71)Физико-технический институт АН БССР
(72)КоД.Кирдун, А„Н.Давидович, О.АоСвинтицкий и В.П.Филипович (53) 621.771,07(088,8)
(56) Авторское свидетельство СССР № 303135, кл. В 21 Н 1/18, 1971,
л.
(54) ИНСТРУМЕНТ ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ ЗАГОТОВОК МНОГОГРАННОГО
ПРОФИЛЯ
(57) Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при производстве изделий с участками профиля, имеющего грани под ключ. Цель изобретения - повьшение качает, ва изделий путем предотвращения иска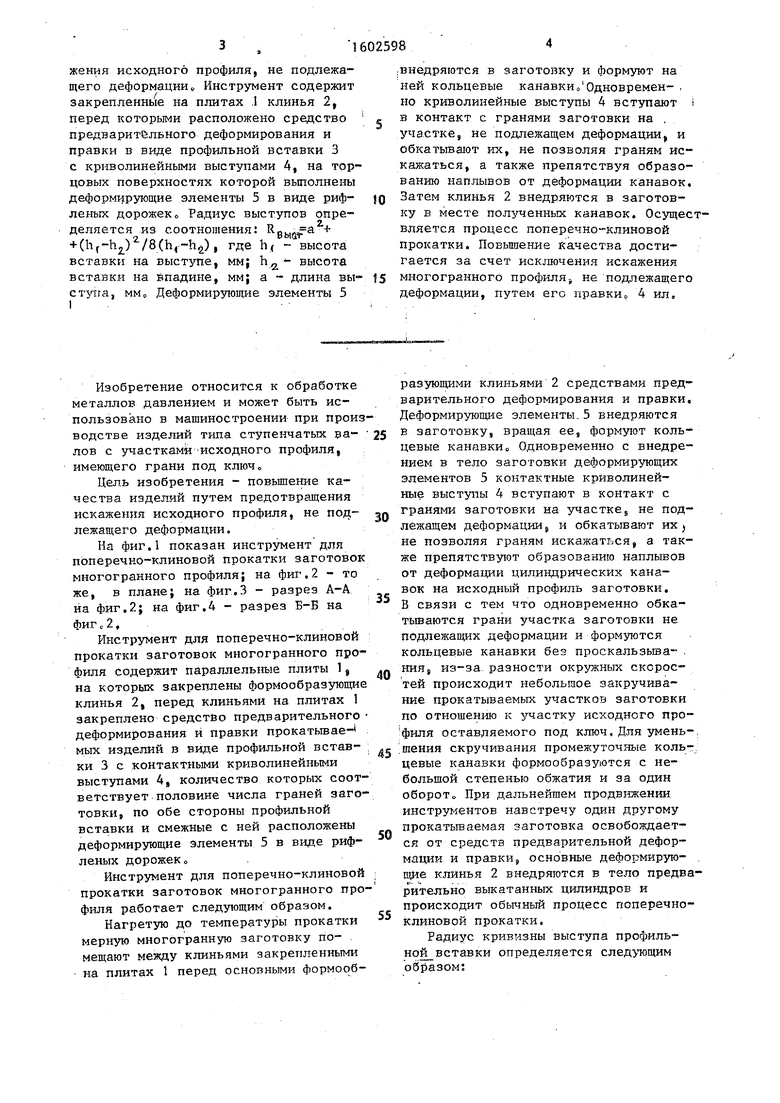
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки заготовок многогранного профиля | 1990 |
|
SU1803241A1 |
| Инструмент для поперечно-клиновой прокатки (варианты) | 2016 |
|
RU2630127C1 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1479186A1 |
| Способ изготовления ступенчатых изделий с участком некруглого поперечного сечения | 1987 |
|
SU1488086A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТУРНОГО ОПАЛУБОЧНОГО ПРОФИЛЯ | 2008 |
|
RU2368439C1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| Способ изготовления изделий с криволинейными участками из профильных труб квадратного сечения. | 2016 |
|
RU2685293C2 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Валок для поперечно-клиновой прокатки | 1978 |
|
SU764807A1 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1586835A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при производстве изделий с участками профиля, имеющего грани под ключ. Цель изобретения - повышение качества изделий путем предотвращения искажения исходного профиля, не подлежащего деформации. Инструмент содержит закрепленные на плитах 1 клинья 2, перед которыми расположено средство предварительного деформирования и правки в виде профильной вставки 3 с криволинейными выступами 4, на торцовых поверхностях которой выполнены деформирующие элементы 5 в виде рифленых дорожек. Радиус выступов определяется из соотношения: Rвыст=A2+(H1-H2)2/8(H1-H2), где H1 - высота вставки на выступе, мм
H2 - высота вставки на впадине, мм
A - длина выступа, мм. Деформирующие элементы 5 внедряются в заготовку и формуют на ней кольцевые канавки. Одновременно криволинейные выступы 4 вступают в контакт с гранями заготовки на участке, не подлежащем деформации, и обкатывают их, не позволяя граням искажаться, а также препятствуя образованию наплывов от деформации канавок. Затем клинья 2 внедряются в заготовку в месте полученных канавок. Осуществляется процесс поперечно-клиновой прокатки. Повышение качества достигается за счет исключения искажения многогранного профиля, не подлежащего деформации, путем его правки. 4 ил.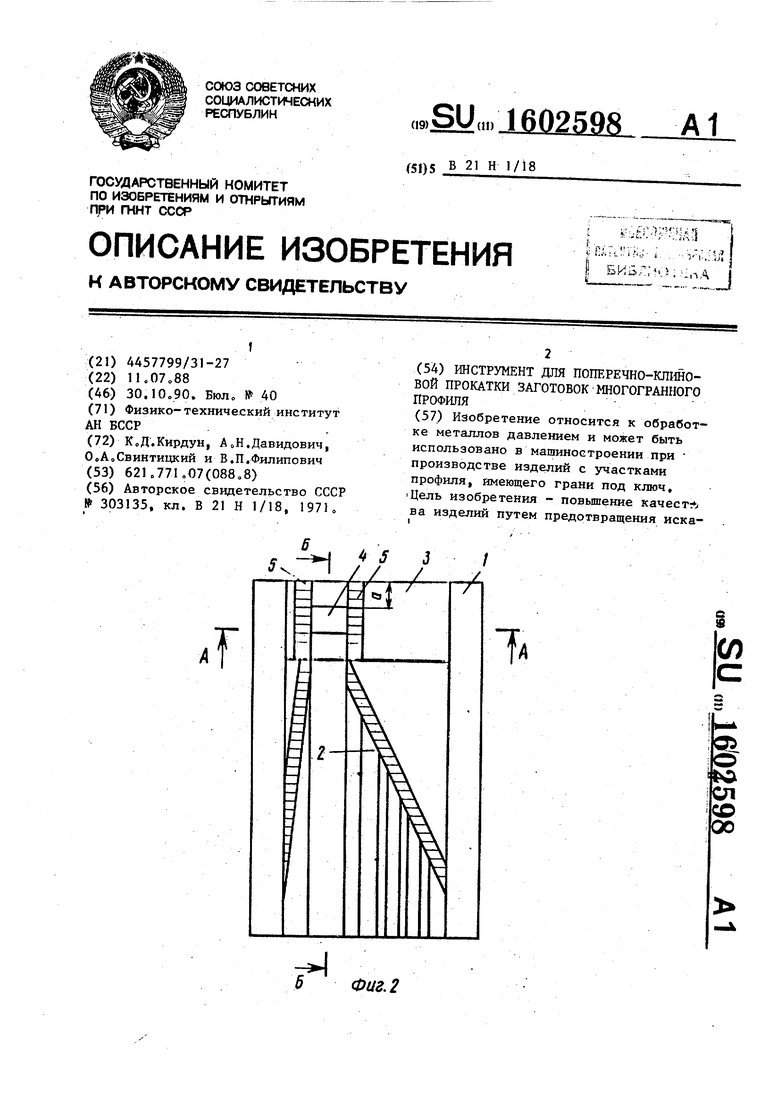
сл
сз
ел
;о
оо
жения исходного профиля, не подлежащего деформации Инструмент содержит закрепленные на плитах .1 клинья 2, перед которыми расположено средство предварительного деформирования и правки в виде профильной вставки 3 с криволинейными выступами А, на торцовых поверхностях которой вьшолнены деформирующие элементы 5 в виде риф- ленык дорожек о Радиус выступов определяется из соотношения: + (hf-hp /8(h4-h), где h высота вставки на выступе, мм; h - высота вставки на йпадине, мм; а длина вы- CTysra, мм о Деформирующие элементы 5
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при произ водстве изделий типа ступенчатых валов с участками ИСХОДНОГО профиля, имеющего грани под ключ о
Цель изобретения - повышение качества изделий путем предотвращения искажения исходного профиля, не nog- лежащего деформации.
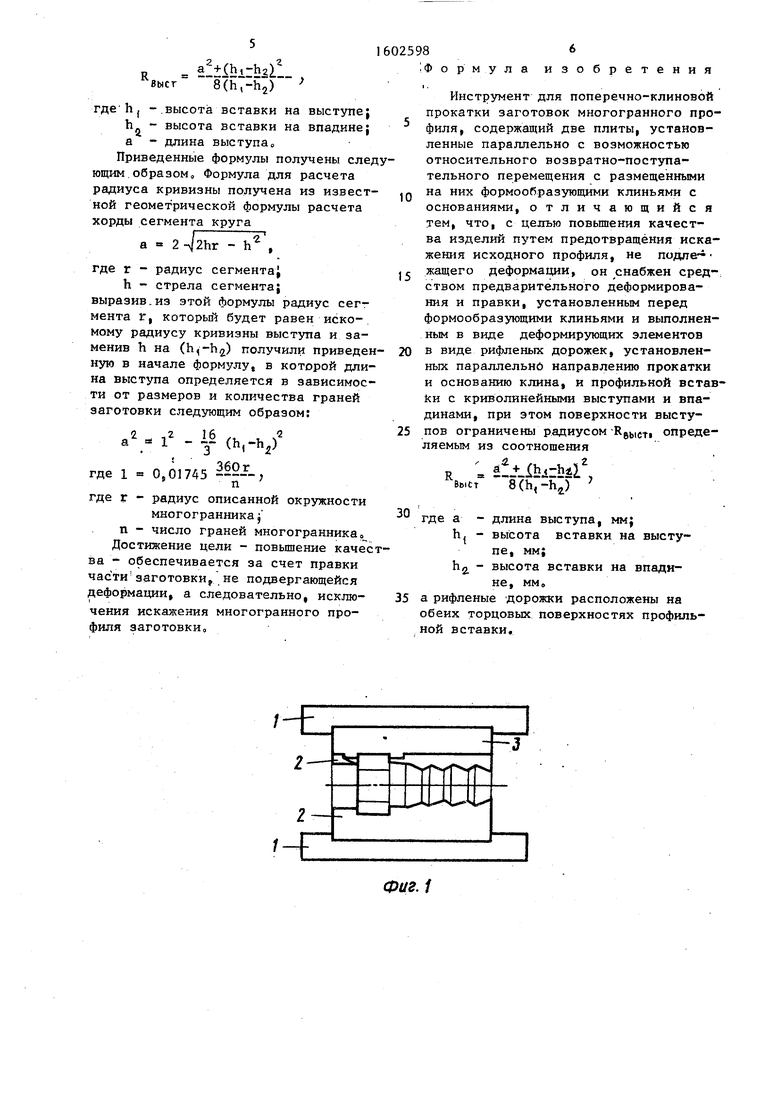
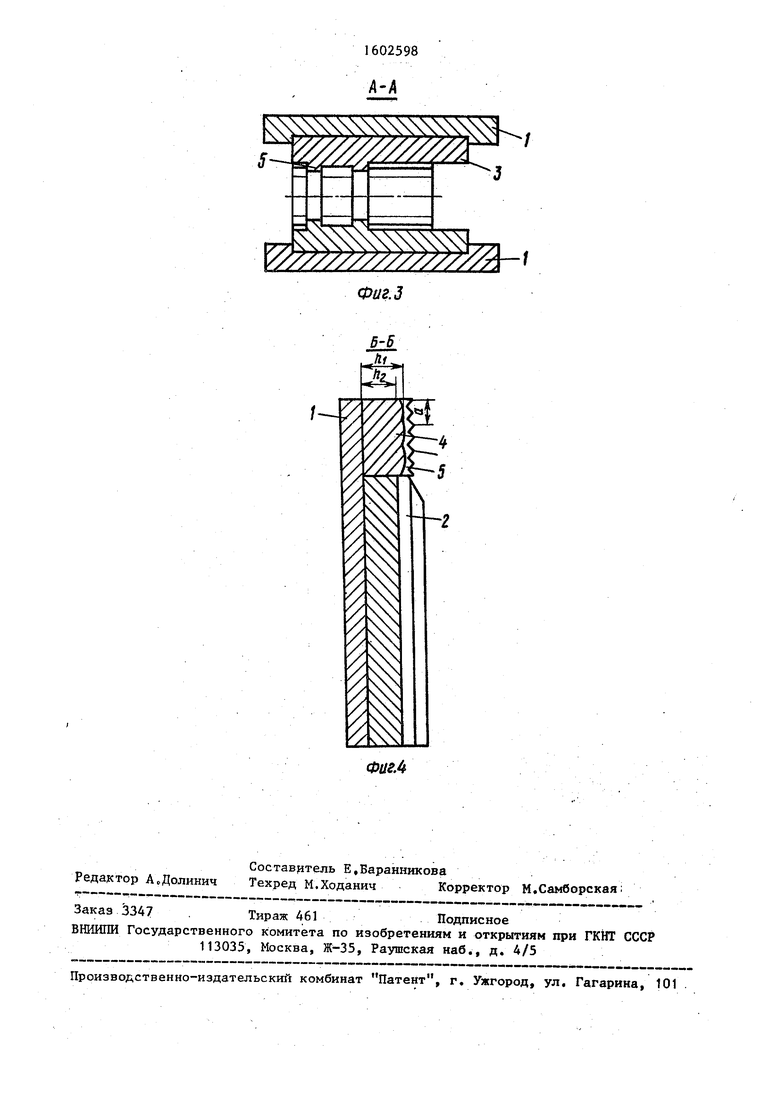
На фиг,1 показан инструмент для поперечно-клиновой прокатки заготовок многогранного профиля; на фиг.2 - то же, в плане; на фиг,3 - разрез А-А на фиг,2; на фиг,4 - разрез Б-Б на фиг с 2,
Инструмент для поперечно-клиновой прокатки заготовок многогранного профиля содержит параллельные плиты 1, на которых закреплены формообразующие клинья 2, перед клиньями на плитах 1 закреплено средство предварительного деформирования и правки прокатьшае- мых изделий в виде профильной встав- ки 3 с контактными криволинейными выступами 4, количество которых соответствует половине числа граней заготовки, по обе стороны профильной вставки и смежные с ней расположены деформирующие элементы 5 в виде рифленых дорожек о
Инструмент для поперечно-клиновой прокатки заготовок многогранного профиля работает следующим образом.
Нагретую до температуры прокатки мер1гую многогранную заготовку помещают между клиньями закрепленными на плитах 1 перед основными формооб;Внедряются в заготовку и формуют на ней кольцевые канавки« Одновремен- , но криволинейные выступы 4 вступают i в контакт с гранями заготовки на , участке, не подлежащем деформации, и обкатывают их, не позволяя граням искажаться, а также препятствуя образованию наплывов от деформации канавок. Затем клинья 2 внедряются в заготовку в месте ползгченных канавок. Осущесвляется процесс поперечно-клиновой прокатки. Повышенле качества достигается за счет исктаочения искажения многогранного профиля, не подлежащего деформации, путем его правки„ 4 ил.
0
5
0
0
5
разующими клиньями 2 средствами предварительного деформирования и правки, Деформирующие элементы,5 внедряются в заготовку, вращая ее, формуют кольцевые канавки о Одновременно с внедрением в тело заготовки деформирующих элементов 5 контактные криволинейные выступы 4 вступают в контакт с гранями заготовки на участке, не подлежащем деформации, и обкатывают их не позволяя граням искажаться, а также препятствуют образованию наплывов от деформации цилиндрических канавок на исходный профиль заготовки, В связи с тем что одновременно обка- тьюаются грани участка заготовки не подлежащих деформации и формуются кольцевые канавки без проскальзьюа- . ггия, из-за, разности окружных скоростей происходит небольшое закручивание прокатываемых участков заготовки по отношению к участку исходного про- филя оставляемого под ключ, Для умень-, щения скручивания промеясуточные коль-, цевые канавки формообразуются с небольшой степенью обжатия и за один оборот При дальнейшем продвггжении инстру1-4ентов навстречу один другому прокатьшаемая заготовка освобождается от средств предварительной деформации и правки, основные деформирую- . щие клинья 2 внедряются в тело предварительно выкатанных цилиндров и происходит обычный процесс поперечно- клиновой прокатки.
Радиус кривизны выступа профиль- ной вставки определяется следующим образом:
R (hi-h2l
8(h,-h2)
где h. ( -.высота вставки на выступе} h - высота вставки на впадине; а - длина выступа., Приведенные формулы получены следующим, образом. Формула для расчета радиуса кривизны получена из известной геометрической формулы расчета хорды сегмента круга
а
22hr - h
Т
где
г - радиус сегмента
h - стрела сегмента| выразив.из этой формулы радиус сегмента г, которьй будет равен иско-. мому радиусу кривизны выступа и заменив h на (hj-h) получили приведенную в начале формулу, в которой длина выступа определяется в зависимости от размеров и количества граней заготовки следзпощим образом:
а . 1 . 15 (ь,.ь/
где 1 0,01745
360г
п
где г - радиус описанной окружности
многогранника j
п - число граней многогранникао Достижение цели - повышение качества - обеспечивается за счет правки час ти- заготовки не подвергающейся деформации, а следовательно, исключения искажения многогранного профиля заготовки
1602598
;Ф
ормула изобретения
0
5
0
Инструмент для поперечно-клиновой прокатки заготовок многогранного профиля, содержащий две плиты, установленные параллельно с возможностью относительного возвратно-поступательного перемещения с размещенными на них формообразующими клиньями с основаниями, отличающийся тем, что, с целью повьшения качества изделий путем предотвращения искажения исходного профиля, не подле жащего деформации, он снабжен сред-, ством предварительного деформирования и правки, установленным перед формообразующими клиньями и выполненным в виде деформирующих элементов в виде рифленых дорожек, установленных параллельно направлению прокатки и основанию клина, и профильной встав- kи с криволинейными выступами и впадинами, при этом поверхности высту5 пов ограничены радиусом-RgbicTi определяемым из соотношения
R
if+ib -bii Bb.tT 8 (h, -hj
где a - длина выступа, MMJ
h - высота вставки на выступе, мм;
hg. - высота вставки на впадине, мм.
а рифленые дорожки расположены на обеих торцовых поверхностях профильной вставки.
фиг. i
//////// / 7/Л-
А-Л
Фиг.З
