00
о:
О5
ю
4
О)
Изобретение относится к прокатному производству и может быть использовано при прокатке фланцевых профилей .
Целью изобретения является уменьшение затекания металла в зазор между горизонтальными и вертикальными валками универсального калибра и по- вьшение поперечной устойчивости раската в нем.
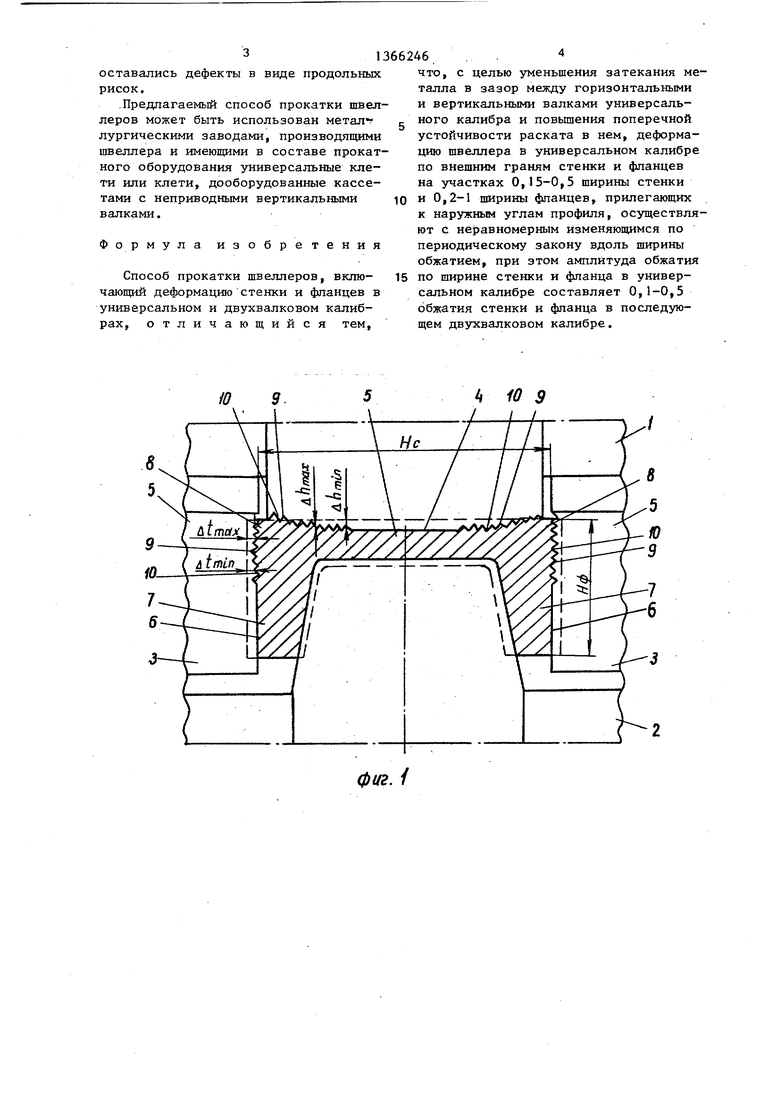
На фиг.1 показана схема прокатки швеллера в универсальном калибре; на фиг,2 - то же, в двухвалковом калибре.
Прокатка швеллера в универсальном калибре осзпцествляется между верхним 1J нижним горизонтальным 2 и вертикальными 3 валками. Верхний горизон- тальньп валок 1 и вертикальные валки 3 на участках, деформирующих внешнюю грань 4 стенки 5 и внешние грани 6 фланцев 7, прилегающих к нарзш- ным углам 8, выполнены с чередующимися углублениями 9 и выступами 10. Деформация металла внешней грани 4 стенки 5 осуществляется горизонтальным валком 1 с неравномерным обжатием от максимальной величины лЬ выступами 10 до минимальной величины углублениями 9 на участках, прилегающих к наружным углам 8, шириной 0,15-0,5 ширины Hj. стенки 5. Деформация металла внешних: граней 6 фланцев 7 осуществляется вертикальными Валками 3 с переменным изменяющимся по периодическому закону вдоль ширины обжатием от максимальной величины ut,
выступами 10 до минимальной
величины ut,; углублениями 9 на участках, прилегаюпщх к наружным углам 8, шириной 0,2-1 ширины Н фланца 7. Деформированньй таким образом раскат в универсальном калибре затем прокатывается в двухвалковом калибре (фиг.З) между верхним 11 и нижним 12 горизонтальными валками с обжатием по стенке 5, равным. &h h - h2, и фланцем 7, равным t t, - t. При этом разность максикальной и минимальной величины обжатия по внешней грани 4 стенки 5 в универсальном калибре составляет 0,3-0,5
40 0,2 мм, по фланцам шириной, меньшей 8 мм, и разностью максимального и минимального обжатия, меньшей 0,3 мм, происходило затекание металла в разъем между вертикальными и верх45 ним цилиндрическим валками и образование усов. При деформации швеллера в универсальном калибре с неравномерным обжатием по внешним граням стенки и фланцев на участках, прилегаю50 щих к наружным углам с обжатием и шириной этих участков, превьшающими указанные параметры, затекання в разъем между вертикальными и верхним
цилиндрическим валками не происходи- величины обжатия лЬ стенки в двухвал- 55 ло, и усы не образовывались. При раз- ковом калибре, а разность максималь- ности максимального и минимального ной ,|j| и минимальной величи- обжатия по стенке, превьш1ающей 1 мм, ны обжатия по внешним граням 6 и и по фланцам - 1,5 мм, после прокат- фланцев 7 в универсальном калибре ки в двухвалковом калибре на профиле
составляет 0,1-0,5 величины обжатия iit фланца в двухвалковом калибре.
При прокатке швеллера чередующиеся углубления и выступы препятствуют течению металла в поперечном направлении в разъем между вертикальными и верхними цилиндрическим валками, что препятствует образованию усов, а значит отпадает необходимость последующей их деформации в двухвалковых калибрах, что сокращает число проходов. Чередующиеся углубления и выступы препятствуют также сваливанию профиля в калибре.
Способ прокатки швеллеров реализован на стане дуо 200. Универсальный калибр -образован путем дооборудования клети стана 200-кассетой с неприводными вертикальными валками диаметром 150 мм. Прокатывались образцы швел-- лерного .профиля, отлитые из свинца размером, мм: ширина стенки 80; толщина стенки 10; высота фланца 40;
толщина фланца 15. Для создания переменного обжатия по внешним граням стенки и фланцам на верхнем цилиндрическом и вертикальных валках выполнялись углубления в радиальном направлении. Величина обжатия в последующем двухвалковом калибре принята: по стенке 2 мм, по фланцам 3 мм.
При деформации в универсальном калибре швеллера с переменным обжатибм по внешним граням стенки и фланцам на участках, прилегающих к наружным углам, равным по стенке шириной, меньшей 12 мм, и разностью максимального и минимального обжатия, меньшей
0,2 мм, по фланцам шириной, меньшей 8 мм, и разностью максимального и минимального обжатия, меньшей 0,3 мм, происходило затекание металла в разъем между вертикальными и верхним цилиндрическим валками и образование усов. При деформации швеллера в универсальном калибре с неравномерным обжатием по внешним граням стенки и фланцев на участках, прилегающих к наружным углам с обжатием и шириной этих участков, превьшающими указанные параметры, затекання в разъем между вертикальными и верхним
3,
оставались дефекты в виде продольных рисок.
.Предлагаемый способ прокатки швеллеров может быть использован метал- лургическими заводами, производящими швеллера и имеющими в составе прокатного оборудования универсальные клети или клети, дооборудованные кассетами с неприводными вертикальными валками.
Формула изобретения
Способ прокатки швеллеров, включающий деформацию стенки и фланцев в универсальном и двухвалковом калибрах, отличающийся тем.
66246 . 4
что, с целью уменьшения затекания металла в зазор между горизонтальными и вертикальными валками универсаль- g ного калибра и повьш1ения поперечной устойчивости раската в нем, деформацию швеллера в универсальном калибре по внешним граням стенки и фланцев на участках 0,15-0,5 ширины стенки
10 и 0,2-1 ширины фланцев, прилегающих к наружным углам профиля, осуществляют с неравномерным изменяющимся по периодическому закону вдоль ширины обжатием, при зтом амплитуда обжатия
15 по ширине стенки и фланца в универсальном калибре составляет 0,1-0,5 обжатия стенки и фланца в последующем двухвалковом калибре.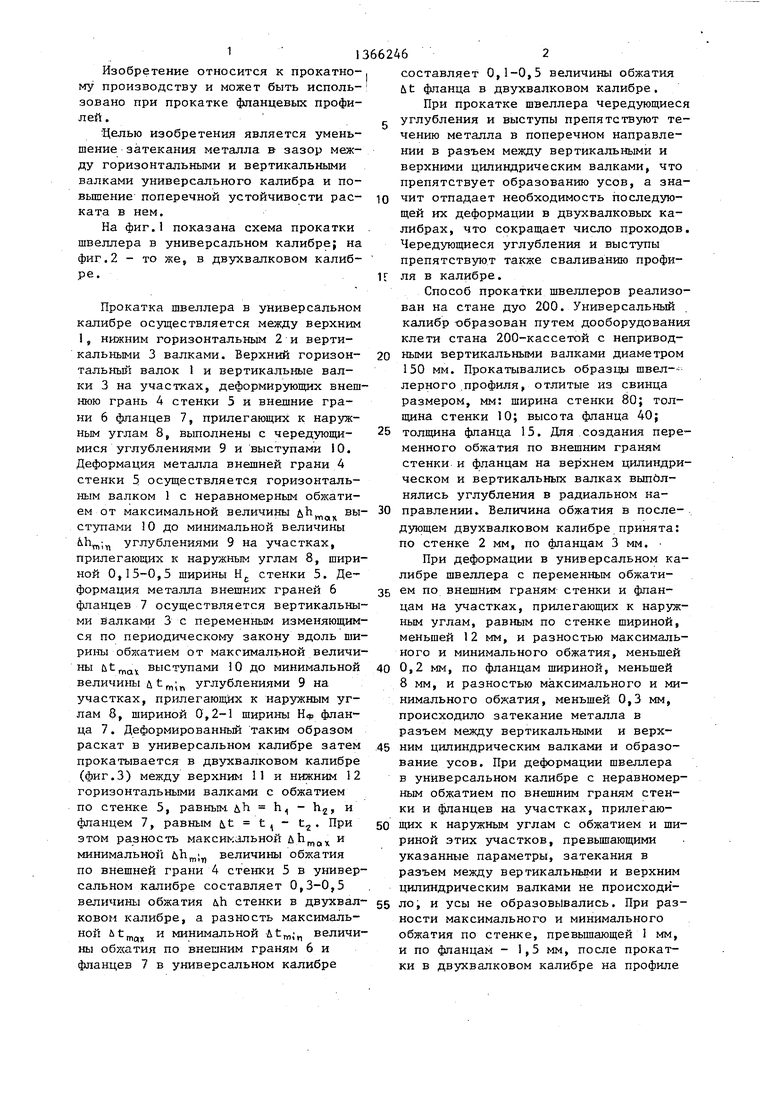
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки швеллеров | 1980 |
|
SU908430A1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| Способ прокатки швеллеров | 1977 |
|
SU660738A1 |
| Способ прокатки швеллеров | 1984 |
|
SU1186293A1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2003 |
|
RU2241556C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1994 |
|
RU2060845C1 |
| Стальная арматура периодического профиля | 1980 |
|
SU891872A1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1998 |
|
RU2132247C1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
Изобретение относится к области прокатного производства и может быть использовано при прокатке фланцевых профилей. Цель изобретения - уменьшение затекания металла в зазор между горизонтальными и вертикальными валками универсального калибра и повьпие- ние поперечной устойчивости раската в нем. В процессе производства швеллеров, согласно изобретению, прокатку осуществляют первоначально в универсальном калибре. При этом на участках определенной длины, прилегакяцих к наружным углам профиля, деформацию осуществляют с неравномерными обжатиями, разность между которыми составляет 0,1-0,5 обжатия стенки и фланца при прокатке в последующем двухвалковом калибре. Уменьшение затекания металла в зазор между валками универсального калибра и повьппение поперечной устойчивости раската в нем достигаются созданием условий затрудненного течения металла вдоль наружных поверхностей стенки и фланцев швеллеров. 2 ил. S (Л
ф1/г. /
(Ptc2.2
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ прокатки швеллеров | 1984 |
|
SU1186293A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
