(Я
с
Изобретение относится к станкостроению, является усовершенствованием изобретения по основному авт.св. № 1189574 и найдет применение при обработке деталей типа тел вращения.
Целью изобретения является повышение точности обработки путем динамической компенсации запаздывания поднастройки системы СПИД. .
На чертеже представлена схема осуществления способа.
Деталь вращается вокруг оси О и имеет ось симметрии О,. Ролик вра
При увеличении припуска t на д t; упругое перемещение детали возрастает на л f, ролик отодвигается от оси детали еще на величину t , а резец перемещается на величину f в направлении к детали, и наоборот.
Величина перемещения резца в направлении биения изменяется в зависимости от изменения биения по величине, за чем следит ролик Вследствие того, что происходит запаздывание отработки сигнала на подна- стройку системы СПИД, целесообразно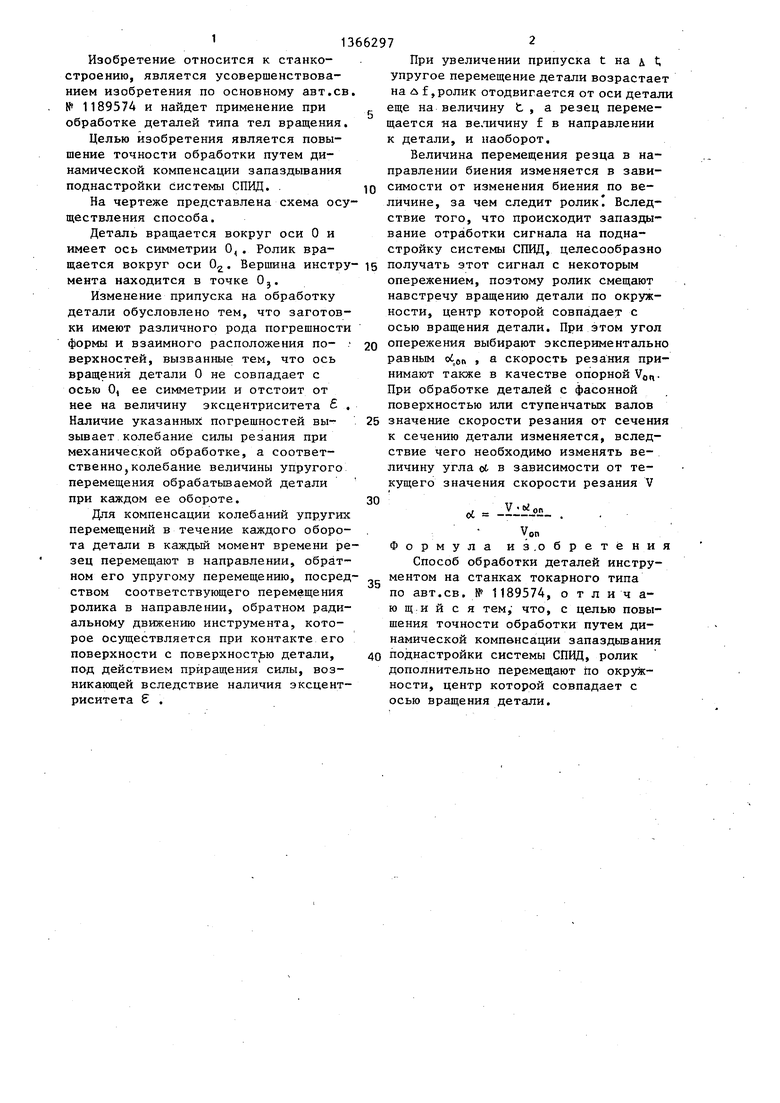
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической поднастройки системы СПИД | 1986 |
|
SU1404271A2 |
| Способ поднастройки системы СПИД | 1983 |
|
SU1065092A2 |
| Устройство для обработки нежестких деталей | 1980 |
|
SU921683A1 |
| Способ поднастройки системы СПИД | 1980 |
|
SU900992A1 |
| Устройство для обработки нежестких деталей | 1980 |
|
SU973296A1 |
| Устройство для автоматической поднастройки колеблющегося резца в пространстве | 1991 |
|
SU1802780A3 |
| Устройство для автоматической поднастройки системы СПИД | 1984 |
|
SU1217630A2 |
| СПОСОБ ПОВЫШЕНИЯ ТОЧНОСТИ ОБ^РАБОТКИ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 1973 |
|
SU428863A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ПОДНАСТРОЙКИ | 1971 |
|
SU294679A1 |
| Устройство для автоматического управления положением резца при поднастройке системы спид | 1977 |
|
SU733966A1 |
Изобретение относится к области станкостроения и найдет применение при обработке деталей инструментом на станках токарного типа. Целью изобретения является повышение точности обработки путем динамической компенсации запаздывания поднастройки системы СПИД. В контакт с деталью приводят изменякщий свое положение в направлении биения детали ролик и в процессе обработки осуществляют под- настройку системы СПИД на величину упругих перемещений инструмента, ролик вводят в контакт с необработанной поверхностью детали, а инструмент перемещают в направлении, противоположном направлению движения ролика, который дополнительно перемещают по окружности, центр которой совпадает с осью вращения детали. 1 ил.
щается вокруг оси 0. Вершина инстру- 15 получать этот сигнал с некоторым
мента находится в точке О,.
Изменение припуска на обработку детали обусловлено тем, что заготовки имеют различного рода погрешности формы и взаимного расположения по- . верхностей, вызванные тем, что ось вращения детали О не совпадает с осью О, ее симметрии и отстоит от нее на величину эксцентриситета . Наличие указанных погрешностей вызывает колебание силы резания при механической обработке, а соответственно, колебание величины упругого перемещения обрабатьшаемой детали при каждом ее обороте.
Для компенсации колебаний упругих перемещений в течение каждого оборота детали в каждый момент времени резец перемещают в направлении, обратном его упругому перемещению, посредством соответствующего перемещения ролика в направлении, обратном радиальному движению инструмента, которое осуществляется при контакте его поверхности с поверхностью детали, под действием приращения силы, возникающей вследствие наличия эксцентриситета .
опережением, поэтому ролик смещают навстречу вращению детали по окружности, центр которой совпадает с осью вращения детали. При этом угол
опережения выбирают экспериментально равным oion , а скорость резания принимают также в качестве опорной V,,. При обработке деталей с фасонной поверхностью или ступенчатых валов
значение скорости резания от сечения к сечению детали изменяется, вследствие чего необходимо изменять величину угла ot в зависимости от текущего значения скорости резания V
30
Ы
v.,
ф
Von ормула из,обретения
Способ обработки деталей инструментом на станках токарного типа по авт.св. № 1189574, отличающийся тем, что, с целью повышения точности обработки путем динамической компенсации запаздьшания поднастройки системы СПИД, ролик ополнительно перемещают по окружности, центр которой совпадает с осью вращения детали.
| Авторское свидетельство СССР № 1189574, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
