1
Изобретение может применяться в станкостроении и металлообрабатывающей промышленности, а также пр.и конструировании станков.
Известны различные способы поднастройки станкОВ, направленные на повышение тоЧ«ости обработки, с помощью которых устраняется или ослабляется влияние различных факторов, действующих в процессе обработки и снижающих ее точность: управление упругими перемещениями путем изменения статической или динамической настройки, изменением жесткости системы СПИД и т. д.
Однако эти способы характеризуются различной шероховатостью в пределах обработанной поверхности, получающейся в результате обработки с неравномерной подачей, снижением виброустойчдавости (|при изменении жесткости системы СПИД) и необходимостью иметь специальное программирующее устройство для компенсации неравномерности жест.кости станка по пути перемещения режущего инструмента.
Описываемый способ ликвидирует эти недостатки.
С этой целью с помощью автономных регуляторов давления дополнительно нагружают детали станка, несущие его исполиительные поверхности и фиксируют их положение относительно .независимой си1стемы коордииат.
В результате действия силы реза;ния положение исполнительных поверхностей станка относительно независимой системы координат изменяется. Это изменение фиксируется датчиком, дающим команду на увеличение или уменьшение дополнительного давления, создаваемого автономными регуляторами.
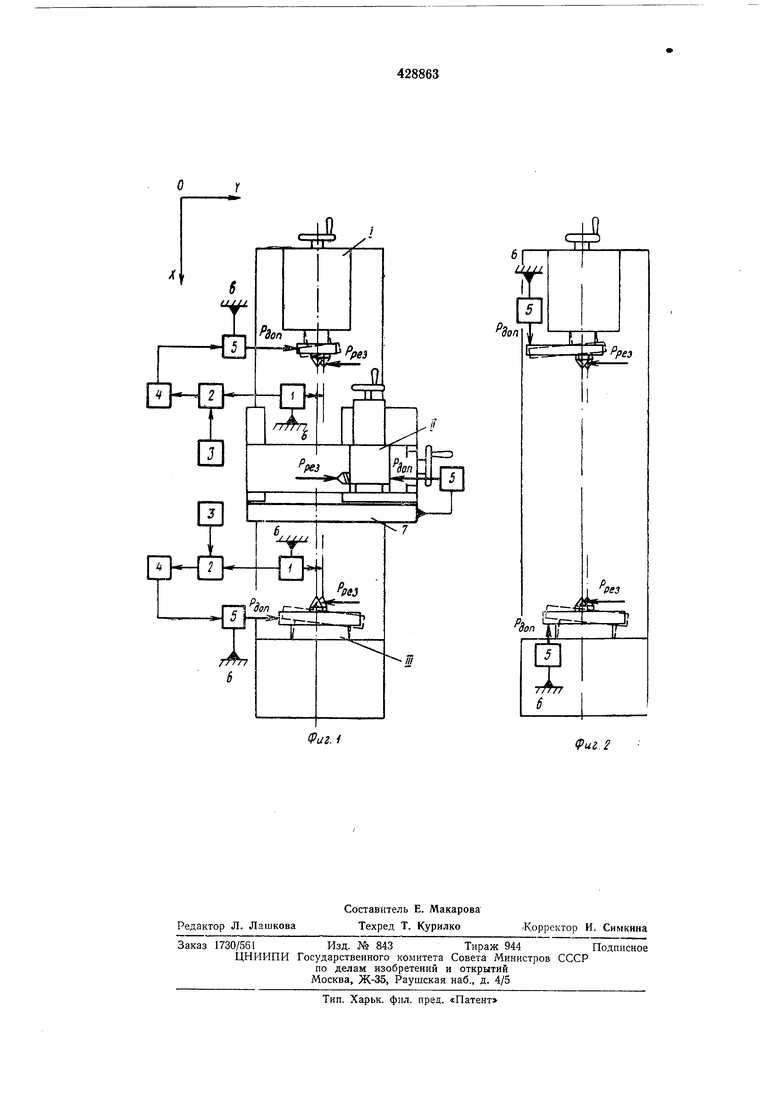
На фиг. I изображен токарный станок с основными узлами, несущими исполнительные
поверхности: узел задней бабки I, суппорт И и узел передней бабки III :(шпиндельнь Й узел); на фиг. 2 - вариант воздействия регулятора на пополнительные поверхности, при котором направление давления регулятора не совпадает с линией действия силы резания.
Функциональная схема взаимодействия автономных регуляторов давления силы реза«ия с исполкительными поверхностями станка содержит датчик 1, сравнивающее устройство 2,
задающее устройство 3 (задатчик), усилительное устройство 4, исполнительное устройство 5, независимую систему координат 6, которая материализуется системой специальных опор, независимых от факторов динамической настройки станка, давления силы резания Ррез передаваемое на исполнительные поверхности через обрабатываемую деталь, и давление, передаваемое регулятором ЯдопСущность предлагаемого способа состоит
в следующем.
На опорах жестко базируются датчик / автономных регуляторов и кор.пуса исполнительных устройств регуляторов 5.
Перед началом обработки (или в момент начала резания) выключаются автономные регуляторы давления.
Настроечная величина упругого перемещения исполнительных поверхностей станка, отсчитываемая в независимой системе координат 6, задается постоянной от задатчика (от индивидуального или от общего) и в виде определенного электрического сигнала подается в измерительное сравнивающее устройство 2 каждого автономного регулятора. Одновременно с момента начала обработки и возникновения силы резания в сравнивающие устройства подаются сигналы от датчиков /, пропорциональные фактическим отклонениям упругих перемещений соответствующих исполнительных поверхностей относительно независимой системы координат в направлении получаемого размера обработки Y-У (влиянием смещения по другим координатным осям можно пренебречь, как величиной вьющего порядка малости). База датчика положения жестко связана с независимой скстемой координат.
Выработанный в сравнивающем устройстве сигнал рассогласования, пройдя усилительное устройство 4, подается в исполнительное устройство регуляторов давления. Регуляторы давления по сигналу рассогласования увелич-И1вают или у.меньщают дополнительные давления, стабилизируя заданное (начальное) -полол ени€ исполнительных поверхностей станка относительно независимой системы координат.
При этом за счет дополнительного упругого перемещения исполнительных поверхностей, -вызываемого давлением а втоломяых регуляторов, компенсируются не только отклонения упругих перемещений исполнительных поверхностей, порождаемые колебанием силы резания, но и отклонения, вызываемые другими факторами, например температурдыми деформациями деталей станка, износом и другими.
Независимая система координат может быть «при1вязана и к станиле стан-ка в виде
специальных опор в точках станины, которые не перемещаются (или величиной их смещения можно пренебречь) под действием факторов динамической настройки (колебание силы резания, температуры).
Для узлов, перемещающихся при работе станка в направлении той или иной координатной оси, например для суппорта токарного станка, перемещающегося вдоль оси X-X,
создается вспомог.ательная каретка 7.
Эта каретка не воспринимает влияния силы резания и свободно скользит по направлягощим под действием движущегося с продольной подачей суппорта. Прн этом, пренебрегая
некоторой погрешностью, можно использовать направляющие станка или предусмотреть специальные напр:авляющие. Сочетание указанной каретки с направляющн.ми .материализует независимую систему координат 6 для узла
суппорта.
Предмет изобретения
1.Способ повыщения точности обработки .на металлорежущих станках без изменения
жесткости его узлов, при котором относительное положение обрабатываемой детали и инструмента сохраняют неизменным, отличающийся тем, что, с целью устранения влияния
на точность различных деформаций, возникающих в узлах станка в процессе обработки детали, несущие исполнительные поверхности ста«ка, .кроме действия силы резания дополлительно нагружают силами, создаваемыми автономньгми регуляторами давления, и путем
изменения дополнительных сил фиксируют заданное взаимное положение этих поверхностей
относительно независимой системы координат
в направлении, определяющем размер обработки.
2.Способ по п. 1, отличающийся тем, что заданное положение исполнительных поверхностей станка фиксируют в условиях упругого состояния соответствующего узла и выбирают,
исходя из величины возможного при обработке изменения силы резания. iiP У . . - J5J-|-- - . 
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ОПРЕДЕЛЕНИЯ ДИНАМИЧЕСКОЙ ЖЕСТКОСТИ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 1973 |
|
SU406703A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Устройство для измерения перемещений резца относительно станины | 1974 |
|
SU568500A1 |
| ТОКАРНЫЙ СТ.Л.НОК | 1973 |
|
SU424663A1 |
| Металлорежущий станок | 1980 |
|
SU867521A1 |
| УСТРОЙСТВО ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТЕЙ ИЗГОТОВЛЕНИЯ ДЕТАЛИ НА ТОКАРНОМ СТАНКЕ | 2000 |
|
RU2190503C2 |
| Способ обработки поверхности вращения | 1981 |
|
SU1272585A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДИНАМИЧЕСКОЙ ЖЕСТКОСТИСТАНКОВ | 1969 |
|
SU255734A1 |
| Устройство для обработки нежестких деталей | 1980 |
|
SU973296A1 |
| Устройство для токарной обработки нежестких деталей | 1980 |
|
SU904912A1 |
Pi/2. /
«Риг f
