Изобретение относится к механической обработке, а точнее к технологии обработки многозаходных червячных фрез для червячных колес.
Цель изобретения - повышение точно- сти за счет использования при обработке тороидального шлифовального круга.
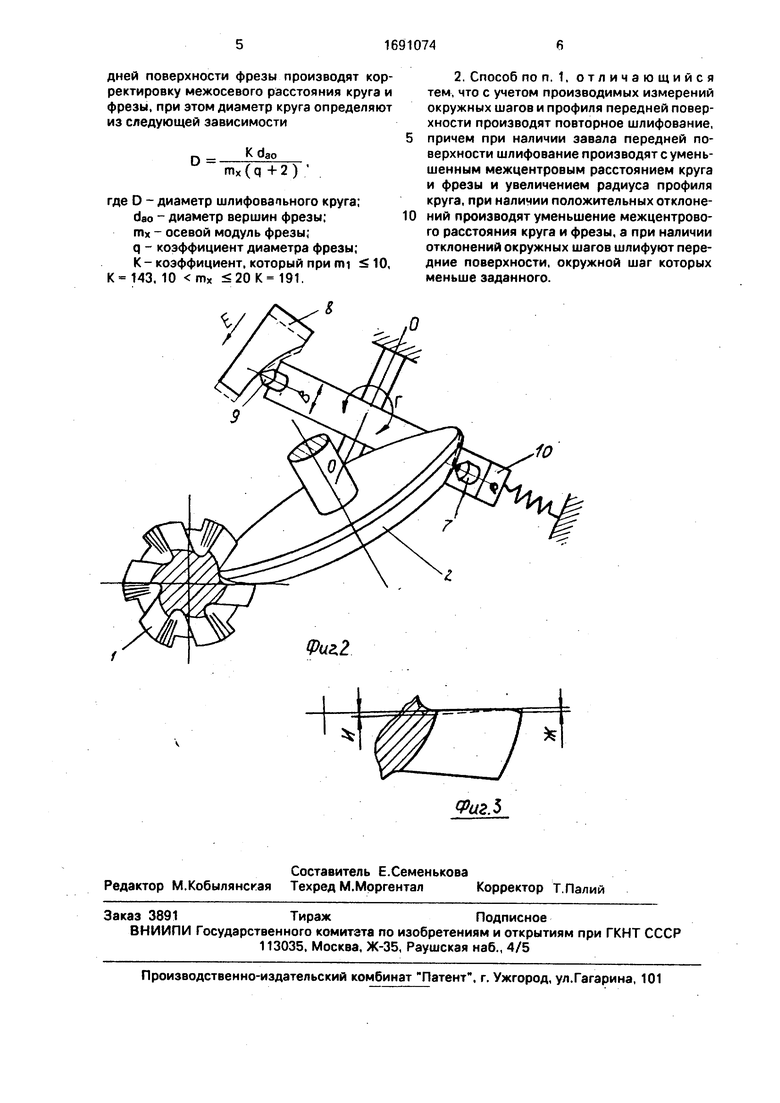
На фиг. 1 изображена схема относительного расположения червячной фрезы и шлифовального круга; на фиг. 2 - то же, с устройством для правки шлифовального круга; на фиг, 3 - вид на один из зубьев фрезы с завалом и положительным отклонением профиля передней поверхности
Способ шлифования винтовых пере- дних поверхностей многозаходных червячных фрез для червячных колес заключается в следующем.
Обработку передней поверхности мно- гозаходной червячной фрезы 1 осуществля- ют вращающимся тороидальным шлифовальным кругом 2, который вводят в стружечную канавку 3 перемещением салазок 4 фрезы по стрелке А. Межосевое расстояние Б между шлифовальным кругом 2 и фрезой 1 устанавливается и фиксируется с точностью до 0.005 мм (т.е. на порядок более высокий, чем в известном способе) при помощи индикатора 5, закрепленного на салазках 4, несущих фрезу 1, и взаимодейст- вующего с неподвижным базовым элементом - станиной 6.
При этом указанное межосевое расстояние выдерживают постоянным для всех стружечных канавок с точностью, равной точности измерения окружных шагов После деления на следующую стружечную канавку салазки перемещают до тех пор, пока на индикаторе не будет одно и то же показание. Профиль шлифовального круга 2 выпол- няют по дуге окружности К Угол профиля круга выполняют равным углу профиля стружечной канавки фрезы (30°) Требуемый профиль и угол профиля шлифовального круга 1 обеспечивается правкой алмазом 7 с по- мощью копира 8, очерченного по дуге окружности R, по которому скользит щуп 9 Алмаз 7 и щуп 9 закреплены на подпружиненной кулисе 10, перемещающейся по оси 0-0 в направлении стрелки В и имеющей возможность поворота по стрелке Г, Угол скрещивания кулисы 10 с осью шлифовального круга 2 составляет 60°, что позволяет обеспечить угол профиля шлифовального круга 2 в точке совпадения угла наклона винтовой линии фрезы и угла установки шлифовального круга 30° На практике для формирования диапазона шлифовальных кругов применяют набор копиров с радиусом дуги окружности см 30 до 260 мм от 30
до 100 мм через 5 мм, от 100 до 200 мм через 10 мм, от 200 до 260 мм через 15 мм. Диаметр шлифовального круга определяют из экспериментальных зависимостей
D ,. а° ч при модуле 10;
D mx(q +2 ) 191 dao
при модуле от 10 до 20,
mx(q +2) где D - диаметр шлифовального круга; dao - диаметр вершин фрезы; m - осевой модуль фрезы; q - коэффициент диаметра червяка передачи, для колеса которой предназначена фреза.
При появлении срезания (завала)Ж передней поверхности у вершин зубьев фрезы смещают исходный профиль шлифовального круга к его оси с одновременным увеличением радиуса профиля. Это обеспечивается применением копира с большим радиусом окружности и смещением копира в направлении стрелки Е (фиг. 2). Для исправления положительных отклонений И передней поверхности у ножки уменьшают расстояние между шлифовальным кругом и фрезой и далее выдерживают постоянным до конца обработки.
После окончания шлифования всех передних поверхностей фрезы измеряют окружные шаги, отмечают передние поверхности, окружной шаг которых меньше заданного, и снова шлифуют их, снимая слой, равный разности между заданным и измеренным значениями окружного шага. Формула изобретения 1 Способ шлифования винтовых передних поверхностей многозаходных червячных фрез с врезными стружечными канавками, включающий обработку каждой передней поверхности фрезы, установленным с возможностью возвратно-поступательного перемещения вдоль ее оси шлифовальным кругом, межосевое расстояние которого с фрезой поддерживают постоянным и устанавливают их с возможностью согласованных вращений с последующим выводом круга из стружечной канавки для деления, после чего осуществляют замеры, включающие измерение окружных шагов и профиля передней поверхности, при которых определяют отклонения окружных шагов, величину завала передней поверхности и положительные отклонения передней поверхности у ножки фрезы, отличающийся тем, что, с целью повышения точности, при шлифовании используют тороидальный круг с углом профиля равным углу профиля стружечной канавки а перед обработкой каждой передней поверхности фрезы производят корректировку межосевого расстояния круга и фрезы, при этом диаметр круга определяют из следующей зависимости
D
Kdao
mx(q +2)
где О - диаметр шлифовального круга;
dao - диаметр вершин фрезы;
гпх - осевой модуль фрезы;
q - коэффициент диаметра фрезы;
К - коэффициент, который при mi 10, К 143. 10 тх 20К 191.
0
2. Способ по п. 1, отличающийся тем, что с учетом производимых измерений окружных шагов и профиля передней поверхности производят повторное шлифование, причем при наличии завала передней поверхности шлифование производят с уменьшенным межцентровым расстоянием круга и фрезы и увеличением радиуса профиля круга, при наличии положительных отклонений производят уменьшение межцентрового расстояния круга и фрезы, а при наличии отклонений окружных шагов шлифуют передние поверхности, окружной шаг которых меньше заданного.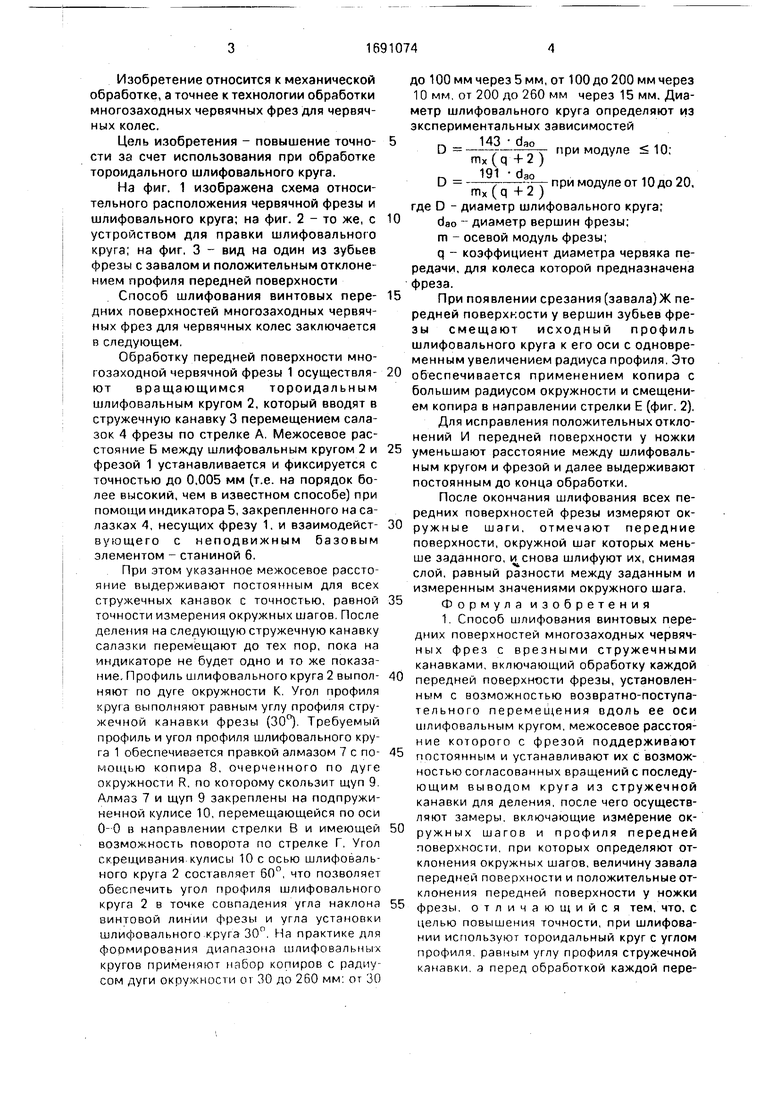
| название | год | авторы | номер документа |
|---|---|---|---|
| Червячная фреза | 1986 |
|
SU1366329A1 |
| Фреза червячная незатылованная и способ ее изготовления | 1986 |
|
SU1360924A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Сборная червячная фреза | 1982 |
|
SU1349912A1 |
| Способ фрезерования врезных зубьев колеса | 1990 |
|
SU1819195A3 |
| Червячная фреза | 1989 |
|
SU1726171A1 |
| Способ заточки фрез | 1980 |
|
SU975339A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Способ обработки многозаходных винтовых канавок на телах вращения | 1984 |
|
SU1162555A1 |
Изобретение относится к механической обработке, в частности к технологии обработки многозаходных червячных фрез для червячных колес. Цель изобретения - повышение точности за счет использования при обработке тороидального шлифования круга. Обработку передней поверхности фрезы 1 осуществляют тороидальным шлифовальным кругом 2, который вводят в стружечную канавку 3. Угол профиля тороидального круга 1 равен углу профиля стружечной канавки. Перед обработкой каждой передней поверхности фрезы производят корректировку межосевого расстояния круга и фрезы Диаметр круга 2 определяют из математического соотношения, приведенного в описании, 1 з.п. ф-лы, 3 ил.
О
10
| Дибнер Л | |||
| Г | |||
| Заточные автоматы и полуавтоматы | |||
| - М.: Машиностроение, 1978, с | |||
| Ручной прибор для загибания кромок листового металла | 1921 |
|
SU175A1 |
