fpufl
1
Изобретение относится к автоматизации технологических процессов в машиностроении.
Цель изобретения - обеспечение поштучной подачи ступенчатых деталей, поступающих по подающему лотку головкой вперед.
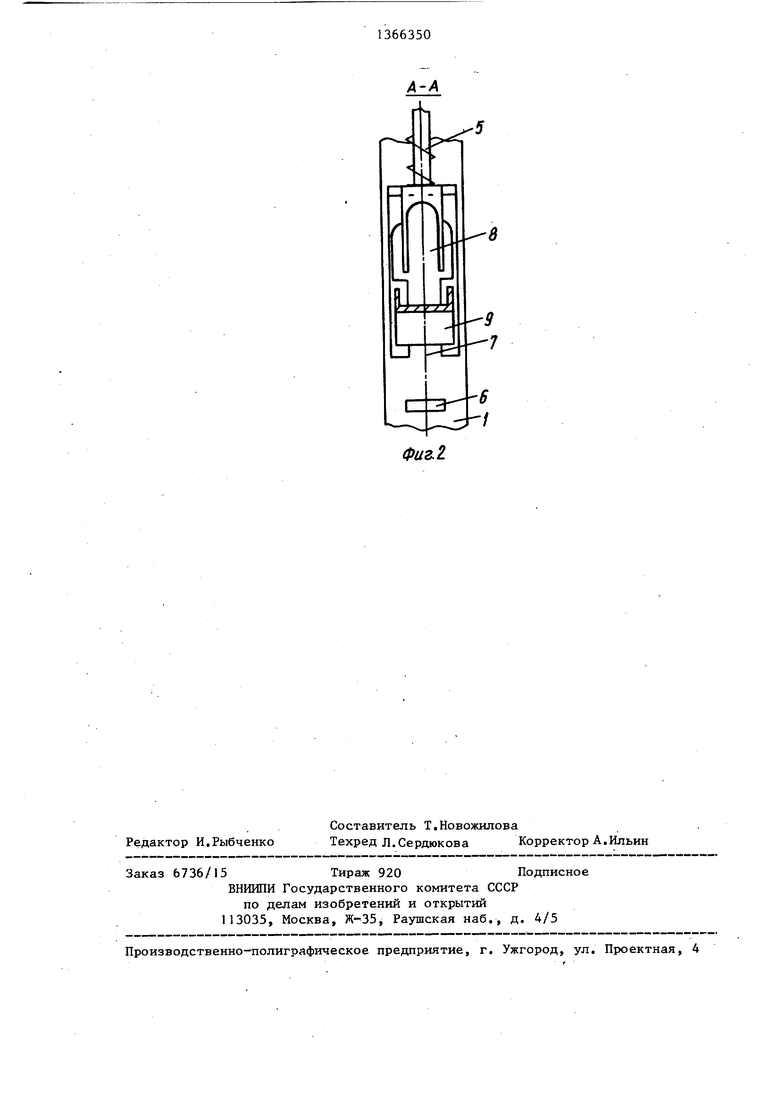
На фиг.1 изображено устройство, разрез; на фиг. 2 - разрез А-А на фиг.1. .
Устройство для поштучной подачи деталей состоит из корпуса 1 с вертикально расположенным каналом 2, на конце которого имеются подпружиненные защелки 3, толкателя 4, связанного с подпружиненным пружиной 5 отсекателем, вьшолненным в виде вилки 6 с разновысокими зубьями, на одном из которых вьшолнен Т-образный паз 7, а на другом - прямоугольный паз 8, наклонного подающего лотка 9 с продольным сквозным .пазом 10 и планкой-упором 1 1. Подаю1чий лоток 9 связан с вертикальным каналом 2 окном 12.
Устройство работает следующим образом. I
Детали 13 из бункера (не пока-. зан) поступают на наклонный подающий лоток 9, где западают концом меньшего диаметра в паз 10 и,взаимодействуя с планкой-упором .11, разворачиваются в положение головкой вперед.В таком положении деталь подходит к отсекателю. При верхнем положении толкателя 4 деталь упирается головкой в узкую часть Т-образного паза 7 вилки 6. При перемеще- нии толкателя 4 вниз деталь проходит
66350. 2
через широкую часть Т-образного паза и окно 12 в вертикальный канал
2,где удерживается подпружиненными защелками 3. Все последующие детали на подающем лотке 9 удерживаются вторым зубом вилки 6, При контакте
с упором 14 на корпусе пружина 5 сжимается, и толкатель 4 проталкивает Q деталь через подпружиненные защелки
3.При обратном ходе толкателя 4 поступление очередной детали к окну 12 осуществляется только после того, как вилка 6 возвратится в исходное
15 положение, после чего цикл повторяется.
Формула изобретения
20 Устройство для поштучной подачи деталей, содержащее корпус с вертикально расположенным каналом, имеющим на выходном конце подпружиненные защелки, возвратно-поступательно пе25 ремещающийся толкатель, установленный в вертикальном канале и связанный с подпружиненным отсекателем, смонтированным над подающим наклонным лотком, о тличающееся
30 тем, что, с целью обеспечения пощтуч- ной выдачи ступенчатых деталей, поступающих по подающему лотку головкой вперед, отсекатель вьтолнен в виде вилки с разновысокими зубьями, расположенными вдоль продольной оси подающего наклонного лотка, причем один из зубьев, ближайший к вертикальному каналу, вьтолнен с Т-образным пазом, а второй - с прямоуголь40 ным и короче первого на,длину узкого участка Т-образного паза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для автоматической зарядки ориентированными крепежными деталями магазинов ручного инструмента | 1977 |
|
SU701763A2 |
| Печь термообработки цилиндрических деталей | 1989 |
|
SU1733885A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| Устройство для ориентации и загрузки контактов в гнезда колодки разъема | 1980 |
|
SU955303A1 |
| Устройство для клепки | 1985 |
|
SU1297980A1 |
| Загрузочно-разгрузочное устройство | 1990 |
|
SU1705013A1 |
| Рабочая головка к автомату для сборки подшипников качения | 1989 |
|
SU1677394A1 |
| Камера для фотосъемки на листовую пленку | 1980 |
|
SU1120275A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
Изобретение относится к автоматизации технологических процессов в машиностроении. Цель изобретения - обеспечение поштучной подачи ступенчатых деталей поступающих по подающему лотку головкой вперед. На корпусе 1 вертикально расположен канал 2 с подпружиненным защелками 3. Толкатель 4 связан с подпружиненным отсекателем, выполненным в виде вилки 6 с разновысокими зубьями. На одном из зубьев вьтолнен Т-образный паз 7, а на другом - пря моугольный паз 8. Детали 13 на наклонном подающем лотке 9 западают концом меньшего диаметра в продольный паз 10 и, взаимодействуя с планкой-упором 11, разворачиваются в положение головкой вперед. При перемещении толкателя 4 вниз деталь 13 проходит через пгарокую часть Т-образного паза и окно 12 в вертикальный канал 2. Все последующие детали на лотке 9 удерживаются вторым зубом вилки 6.. При контакте с упором 14 пружина 15 сжимается, и толкатель 4 проталкивает деталь через подпружиненные защелки 3. 2 ил. с S (Л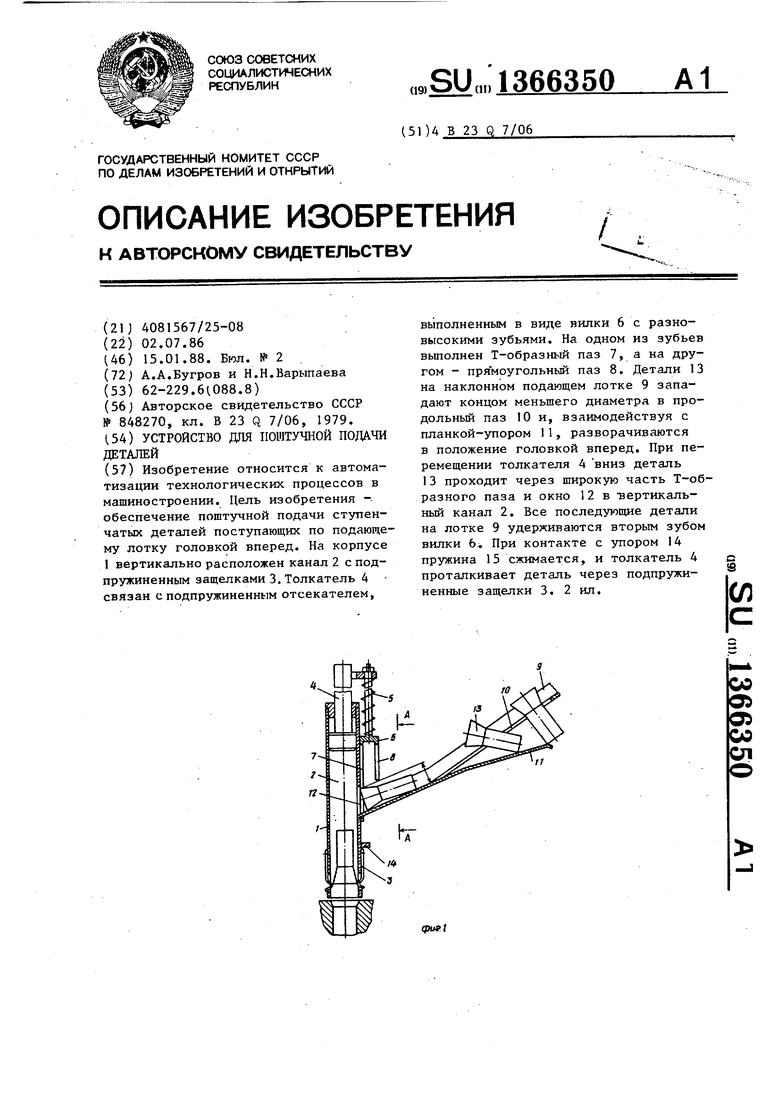
Фиг.2.
| Устройство поштучной выдачи деталей | 1979 |
|
SU848270A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
