оо о
СП
Изобретение относится к финишной обработке и может быть использовано при хонинговании отверстий длинномерных цилиндрических деталей.
Целью изобретения является повьппе- ние точности формы продольного сечения обрабатьшаемого отверстия за счет уточнения параметров резания.
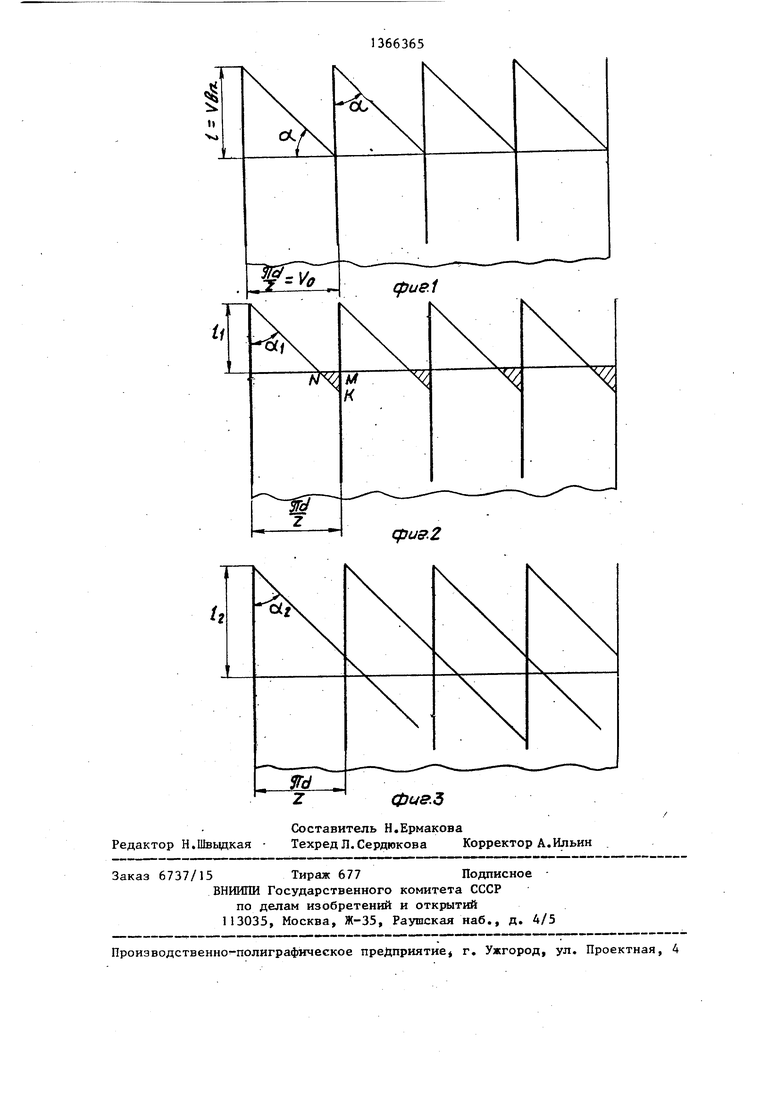
На фиг.1 изображена схема при пе ребеге брусков, равном расчетному; на фиг.2 - схема при перебеге брусков, меньшем расчетного; на фиг.З - схема при перебеге брусков, большем расчетного .
В процессе обработки хонинговаль-. ные бруски совершают перебег за пределы обрабатываемого отверстия.
Опытным путем подтверждено, что если задать вектор окружной скорости
V - Vc - , и вектор возвратно-поступательной скорости Vg „ 1 (см. фиг.1), на обрабатываемой поверхности не остаются необработанные участки. Тогда
-trgo/
- z
т
±й.
2-Г
откуда
1
d
7. tg
Если длина перебега 1, 1 (фиг.2), то на обрабатываемой поверхности остаются необработанные участки ШК. ,
В том случае, если длина перебега. 1., 7 1 (фиг.З), на обрабатьшаемой поверхности по одному и тому же следу проходит неодинаковое количество режущих зерен. Для осуществления ка- чественного процесса хонингования отверстий цилиндров прежде- всего устанавливают параметры режимов обработки. Наибольшее влияние на точность обработки отверстий оказьтает совокупность таких параметров, как скорость резания, соотношение ее составляющих, длина хонинговальной голов
ки, количество брусков для конкретного диаметра отверстия. Дпя отверстия диаметром 100 мм была изготовлена хо- нинговальная головка со следующими конструктивными данными
Количество брусков, z 4 Длина бруска, L, мм 150 и назначены режимы резания: соотнопение скоростей ---- 1; давление на
V
в.п
бруски 1 МПа.
Результирующая скорость резания Vb IVJ -н 41 „ 0.3 м/с.
При таком сочетании указанных параметров получена наиболее высокая точность отверстия и наибольшая производительность процесса хонингования.
Предлагаемьй способ хонингования позволяет значительно улучшить качество, обрабатываемой поверхности, тем самым обеспечивается получение точных заданных размеров, повышается усталостная прочность детали.
Формула изобретения
36
40 45
Способ хонингования отверстий, при котором хонинговальную головку враща- 30 ют и перемещают в продольном направлении с реверсированием в конце каждого хода при выходе брусков из обрабатываемого отверстия, отличающийся тем, что, с целью повышения точности формы продольного сечения обрабатываемого отверстия в длинномерных деталях, реверсирование осуществляют при величине выхода брусков, определяемой из условия
де
1 - d Z V,
. 1 d
длина пер ёбега брусков; диаметр обрабатываемого отверстия;количество брусков;
g d---°-- - величина отношения окружV,
° ной и возвратно-поступательной скоростей.
t)
ч
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2019 |
|
RU2711283C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2146594C1 |
| ГИБКИЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2012 |
|
RU2524455C2 |
| СПОСОБ ХОНИНГОВАНИЯ | 1999 |
|
RU2155123C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452606C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452605C1 |
| Хонинговальная головка для обработки глухих отверстий | 1991 |
|
SU1777981A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1972 |
|
SU327042A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 1966 |
|
SU178708A1 |
| СПОСОБ ХОНИНГОВАНИЯ | 1997 |
|
RU2117565C1 |
Изобретение относится к машиностроению и может быть использовано при хонинговании отверстий. Цель изобретения - повьш1ение точности фор мы продольного сечения обрабатываемого отверстия в дпинномерных деталях. Для этого хонинговальную головку вращают и перемещают в продоль.ном направлении с реверсированием в конце каждого хода при выходе брусков из обрабатыдаемого отверстия на величину, которую определяют по зависимости 1 7 dtz-tgof , где 1 - длина перебега брусков, d - диаметр обрабаты- ваемо1 о отверстия, z - количество брусков, tgo( Vo : Vg р - величина отношения окружной и возвратно-поступательной скоростей. 3 ил.
ЪЦ
К
efiue.l
cpuff.Z
| Левин Б.Г | |||
| и др | |||
| Алмазное хонин- гование отверстий | |||
| Л.: Машиностроение, 1969, с | |||
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
