Изобретение относится к финишной обработке деталей и может быть использовано при обработке длинномерных нежестких деталей.
Известны способы хонингования, предусматривающие относительное вращательное движение заготовки и инструмента и его возвратно-поступательное движение (авт. св. N 1179558, кл. B 24 B 33/00; авт.св. N 841932, кл. B 24 B 33/00). Обрабатываемая заготовка жестко закрепляется в приспособлении станка. При возвратно-поступательном движении инструмента осевая составляющая от силы давления хонинговальных брусков на обрабатываемую поверхность вызывает сжатие участка заготовки, расположенного между инструментом и местом закрепления заготовки по направлению движения инструмента. В случае обработки длинномерных деталей нежестких с отношением длины к диаметру 40-200 это приводит к снижению точности обработки, повышению непрямолинейности оси и необходимости дополнительной правки. Биение заготовки, возникающее из-за отклонения ее оси от теоретической, приводит к возникновению дополнительных радиальных усилий на хонинговальные бруски и, как следствие, к образованию некруглости обработанной поверхности.
Известен другой способ хонингования, предусматривающий относительное вращательное и возвратно-поступательное движение инструмента и заготовки, закрепленной на столе, имеющем возможность перемещаться (авт.св. 766840 B 24 B 33/02). В процессе обработки при движении хонинговального инструмента вверх материал заготовки под действием осевой составляющей от сил давления хонинговальных брусков испытывает растягивающие усилия, что повышает точностные параметры обработанной детали. Однако при движении хониговального инструмента вниз материал заготовки испытывает сжимающие усилия, что приводит так же, как и в аналогах, в случае обработки длинномерных нежестких деталей к искривлению оси заготовки и, как следствие, снижению точности обрабатываемой детали.
Задачей изобретения является повышение точности параметров поперечного и продольного сечения обрабатываемой длинномерной детали.
Поставленная задача решается усовершенствованием способа хонингования, при котором заготовке и инструменту сообщают относительное вращательное и возвратно-поступательное перемещение. Это усовершенствование заключается в том, что к заготовке прикладывают осевое растягивающее усилие в пределах упругой деформации большее или равное осевой составляющей от силы давления хонинговальных брусков на обрабатываемую поверхность. Кроме того, хонингуют заготовку, установленную с возможностью осевого перемещения ее конца, расположенного по направлению движения инструмента. Хонингование заготовки, к которой приложено осевое растягивающее усилие в пределах упругой деформации большее или равное осевой составляющей давления хонинговальных брусков на обрабатываемую поверхность позволяет исключить сжатие материала заготовки в процессе обработки под действием осевой составляющей давления хонинговальных брусков на обрабатываемую поверхность и таким образом повысить точностные параметры продольного и поперечного сечения обработанной длинномерной детали.
Хонингование заготовки, установленной с возможностью осевого перемещения ее конца, расположенного по направлению движения хонинговального инструмента, позволяет обеспечить приложение к материалу заготовки растягивающего усилия, равного осевой составляющей давления хонинговальных брусков на обрабатываемую поверхность без дополнительных устройств для предварительного растяжения детали.
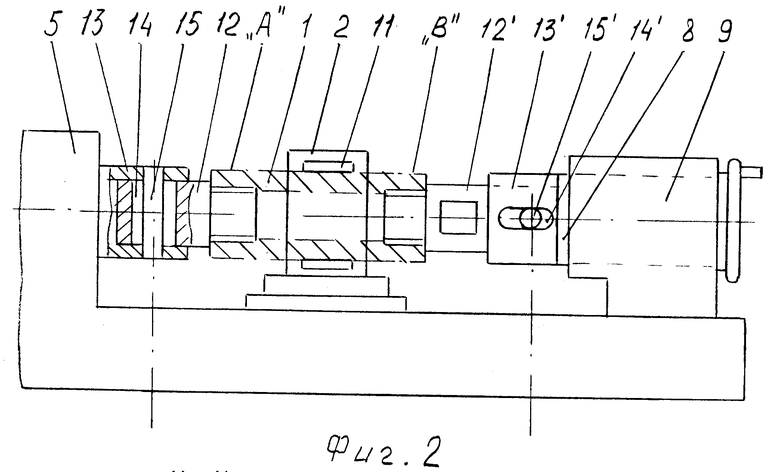
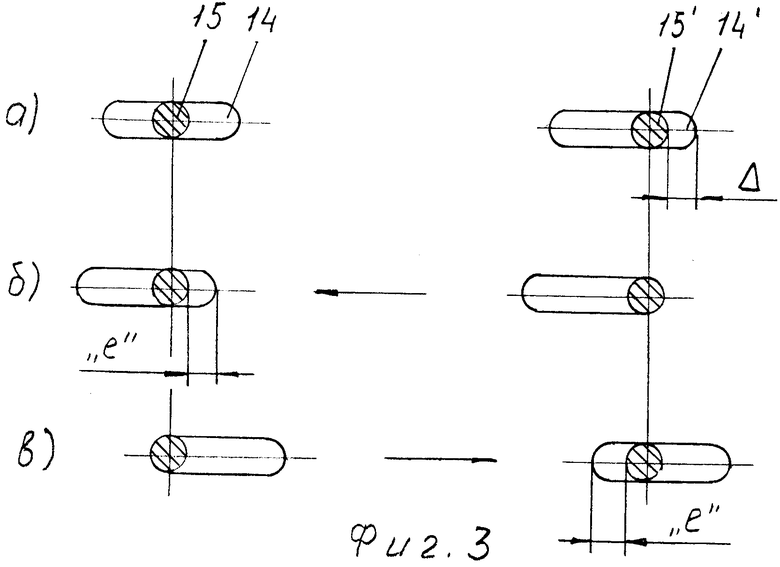
Изобретение поясняется чертежами, где на фиг.1 изображена схема установки заготовки на хонинговальном станке, на фиг.2 - схема установки заготовки с возможностью перемещения ее конца, на фиг.3 - положение элементов устройства (штифта и паза) для установки заготовки на станке: а - перед началом хонингования, б - в процессе хонингования при движении хонинговального инструмента влево по чертежу, в - в процессе хонингования при движении хонинговального инструмента вправо по чертежу.
Заготовку 1 концом "A" вводят в хонинговальный инструмент 2 и соединяют посредством пробки 3 и оправки 4 со шпинделем 5 станка. Второй конец "В" заготовки 1 с предварительно установленной на нем (резьбовое соединение) пробкой 6 вводится в отверстие оправки 7, установленной в пиноли 8 задней бабки 9, и фиксируется штифтом 10. Пиноль 8 перемешают (вправо по чертежу), вдвигая в корпус задней бабки 9 и прикладывая при этом к заготовке 1 осевое растягивающее усилие в пределах упругой деформации, большее осевой составляющей от силы давления хонинговальных брусков 11. Хонинговальные бруски 11 подводят к наружной поверхности заготовки 1. Шпиндель 5 вращают с закрепленной заготовкой 1, а хонинговальному инструменту 2 сообщают продольное перемещение и осуществляют хонингование наружной поверхности заготовки 1. Так как к заготовке 1 приложено осевое растягивающее усилие, большее осевой составляющей давления хонинговальных брусков 11 на обрабатываемую поверхность, исключается сжатие материала заготовки 1 независимо от направления перемещения хонинговального инструмента 2. В процессе обработки материал заготовки 1 испытывает растягивающие напряжения в пределах упругой деформации, что позволяет повысить прямолинейность оси заготовки 1, уменьшить ее биение в процессе хонингования и получить обработанную деталь, имеющую повышенную точность параметров продольного и поперечного сечения.
В варианте, изображенном на фиг.2 - заготовку 1 устанавливают на станке с помощью двух устройств, каждое из которых состоит из пробки 12 и 12', установленной в оправке 13 и 13' с пазом 14 и 14' с помощью штифта 15 и 15'. Оправка 12 закрепляется в шпинделе 5 станка, а оправка 12' - в пиноли 8 задней бабки 9. При этом штифты 15 и 15' располагают в пазах 14 и 14', как показано на фиг.3,а. Таким образом обеспечивают возможность осевого перемещения конца "А" заготовки 1 относительно оправки 13. Заготовке 1 и хонинговальному инструменту 2 сообщают относительное вращательное и возвратно-поступательное перемещение. В процессе хонингования при движении хонинговального инструмента 2 влево по чертежу (в сторону конца А) под действием осевой составляющей давления хонинговальных брусков 11 на обрабатываемую поверхность происходит смещение заготовки 1 влево и выбор зазора Δ между штифтом 15' и стенкой паза 14'. При движении хонинговального инструмента 2 влево по чертежу конец "В" не перемещается, т.к. штифт 15' упирается в стенку паза 14', а конец "А" заготовки 1 свободно перемещается, т.к. зазор "е" между штифтом 15 и стенкой паза 14 не препятствует этому перемещению.
При обратном движении хонинговального инструмента 2 выбор зазоров происходит аналогично, при этом возможность свободного перемещения имеет конец "В".
Таким образом, под действием осевой составляющей давления хонинговальных брусков 11 на обрабатываемую поверхность к материалу заготовки 1 прикладывается осевое растягивающее усилие, равное этой составляющей, что обеспечивает повышенную точность параметров продольного и поперечного сечения без дополнительных приспособлений. Предложенным способом обрабатывали шток диаметром 32-02 мм, длиной 1200 мм и шероховатостью Pa = 0,32 мкм из стали 45 с исходной некруглостью 20 мкм, исходное отклонение от прямолинейности 0,3 мм. Обработку производили на модернизированном токарно-винторезном станке ФТ - 11 с установленным на нем специальным хонинговальным инструментом для обработки наружных поверхностей. Для предварительного хонингования использовали бруски АС 6 100/80 М2-1 100%, для чистового - 24А4СМ1К.
Режимы обработки: снимаемый припуск 0,05 мм на диаметр, окружная скорость вращения заготовки 25 м/мин, скорость возвратно-поступательного перемещения инструмента 12,5 м/мин, удельное давление брусков на обрабатываемую поверхность (1 мПа) 10 кг/см2.
Заготовку 1 устанавливали на станке с возможностью перемещения ее конца, расположенного по направлению движения инструмента 2, прикладывая таким образом к материалу заготовки растягивающее усилие, равное осевой составляющей от давления хонинговальных брусков 11 на обрабатываемую поверхность. В результате обработки получили деталь с некруглостью поперечного сечения 12 мкм, с отклонением от прямолинейности оси 0,1-0,3 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОРЯДНАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2095224C1 |
| БЛОК-МОДУЛЬНЫЙ ИНСТРУМЕНТ И ХОНИНГОВАЛЬНЫЙ БЛОК ДЛЯ ОБРАБОТКИ НАРУЖНОЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 2000 |
|
RU2184637C2 |
| СПОСОБ ХОНИНГОВАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВРАЩЕНИЯ И ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2101158C1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2009 |
|
RU2418105C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252856C1 |
| СПОСОБ ПНЕВМОХОНИНГОВАНИЯ | 2004 |
|
RU2252126C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452606C1 |
| МНОГОРЯДНАЯ РАСКАТКА | 1995 |
|
RU2095226C1 |
| СПОСОБ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2012 |
|
RU2497651C1 |
Способ предназначен для использования при хонинговании длинномерных нежестких деталей. Для повышения точности параметров продольного и поперечного сечения обработанной детали заготовке и хонинговальному инструменту сообщают относительное вращательное и возвратно-поступательное перемещения. В процессе хонингования к заготовке прикладывают осевое растягивающее усилие в пределах упругой деформации, большее или равное осевой составляющей от силы давления хонинговальных брусков на обрабатываемую поверхность. Заготовку устанавливают с возможностью осевого перемещения ее конца, расположенного по направлению перемещения инструмента. 1 з.п.ф-лы, 3 ил.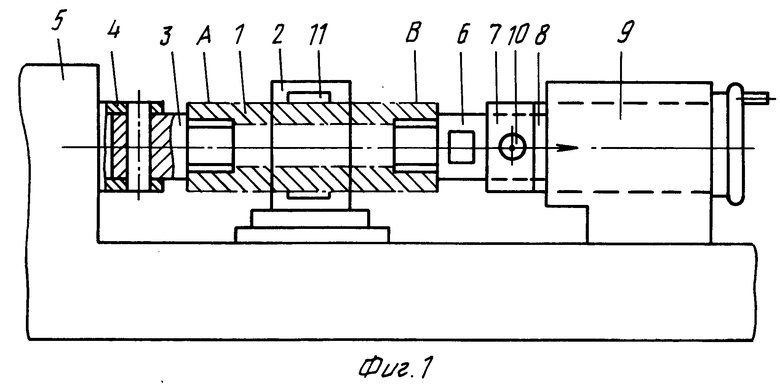
| SU, авторское свидетельство, 1179558, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| SU, авторское свидетельство, 766840, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
