Изобретение относится к машиностроению и может быть использовано при хо- нинговании глухих отверстий.
Практикой установлено, что наилучшие результаты при хонинговании глухих отверстий достигаются при выходе брусков из обрабатываемого отверстия на 1/3 длины бруска.
Но при хонинговании глухих отверстий такой перебег осуществить, как правило, невозможно. Следствием недостаточного выхода брусков является увеличенный износ нижней их части и конусообразная форма обрабатываемого отверстия. Чтобы при обработке глухих отверстий добиться требуемой геометрической формы, необходимо сохранить перебег в верхней части отверстия, а отсутствие требуемого перебега бру- сков у той части отверстия, которая примыкает к его дну, компенсировать различными конструктивными мероприятиями.
Известна хонинговальная головка для обработки глухих отверстий, оснащенная двумя рядами колодок для обрабатывающих брусков, верхний из которых установлен с возможностью поступательного перемещения, а нижний - с возможностью качания и штока с разжимными коническими поверхностями. При этом углы конусов, воздействующих на верхний и нижний ряд брусков относятся как 1,2-1,25.
В процессе работы разжимной шток воздействует на хонинговальные колодки и прижимает режущие бруски верхнего и нижнего рядов к стенке обрабатываемого отверстия. Увеличенный угол разжимного конуса нижнего ряда брусков и их шарнирное закрепление с возможностью качания способствует компенсации повышенного износа брусков в процессе обработки.
Однако сложность предложенной конструкции ограничивает применение такой хонинговальной головки в производстве.
Недостатком данной конструкции хонинговальной головки является также то, что верхняя и нижняя части отверстия обрабатываются разными рядами инструментов, имеющими различное расширение и износ. В этих условиях дост игнуть высокого класса точности отверстия представляется весьма затруднительным.
Цель изобретения состоит в повышении качества обрабатываемого отверстия.
Цель достигается тем, что однорядная хонинговальная головка снабжена поворотными рычагами, на средней части которых выполнены широкие прямоугольные пазы.
На чертеже схематически изображена хонинговальная головка.
Головка содержит корпус 1, внутри которого размещен шток 2 с разжимной конической поверхностью 3, находящейся в контакте с поворотными рычагами 4, на концах которых закреплены режущие бруски 5. На средней части поворотных рычагов выполнены широкие прямоугольные пазы 6. В осевом направлении поворотные рычаги удерживаются при помощи опорных штиф0 тов 7, в радиальном - браслетной пружиной 8. Алмазно-абразивные бруски напаяны на поворотные рычаги и приработаны на размер хонингуемого отверстия.
Головка работает следующим образом.
5 Хонинговальная головка, закрепленная на шпинделе станка, вводится в обрабатываемое отверстие.
Головке сообщается вращательное и возвратно-поступательное движение. На
0 разжимной шток 2 подается рабочее давление от гидросистемы станка. В результате осевого перемещения штока 2 разжимной конус 3 воздействует на хонинговальные колодки 4 и прижимает режущие бруски 5 к
5 стенкам обрабатываемого отверстия. Направление хона в отверстии обеспечивается сравнительно большой длиной режущих брусков 5.
Наличие широких прямоугольных пазов
0 на поворотных рычагах приводит к их ослаблению. При этом длина разжимного конуса 3 и место его контакта с поворотными рычагами выбраны таким образом, чтобы обеспе- чить наибольшее усилие разжима на
5 нижнюю часть брусков.
Пониженная жесткость поворотных рычагов приводит к их деформации под действием радиальной силы хонингования внутри отверстия, из-за чего давление той .части
0 брусков, которая находится ближе к выходу отверстия на стенки обрабатываемой поверхности уменьшается.
Вследствие этого по мере удаления от нижней части брусков удельное давление
5 хонингования постепенно уменьшается, и, следовательно, уменьшается и количество снимаемого материала.
Т.о. в процессе резания активно участвует только нижняя часть брусков, следова0 тельно, может быть выполнено условие требуемого перебега, равного 1/3 длины брусков.
Следовательно, применение для хонингования глухих отверстий однорядной хо5 нинговальной головки; на поворотных рычагах которой выполнены широкие пазы, уменьшающие их жесткость в радиальном направлении со штоком, длина разжимного конуса которого принята таким образом, чтобы обеспечить наибольшее усилие раз
жима на нижнюю часть брусков не приво-взаимодействия своей конической поверхдит к конусообразности глухого отверстия.ностью с установленными в осевых пазах
корпуса поворотными рычагами с абразивФормула изобретенияными брусками, отличающаяся тем,
Хонинговальная головка для обработки5 что, с целью повышения качества обработглухих отверстий, внутри корпуса которойки, на средней части каждого из поворотных
размещен подвижный в осевом направле-рычагов выполнены прямоугольные осевые
нии шток, установленный с возможностьюпазы.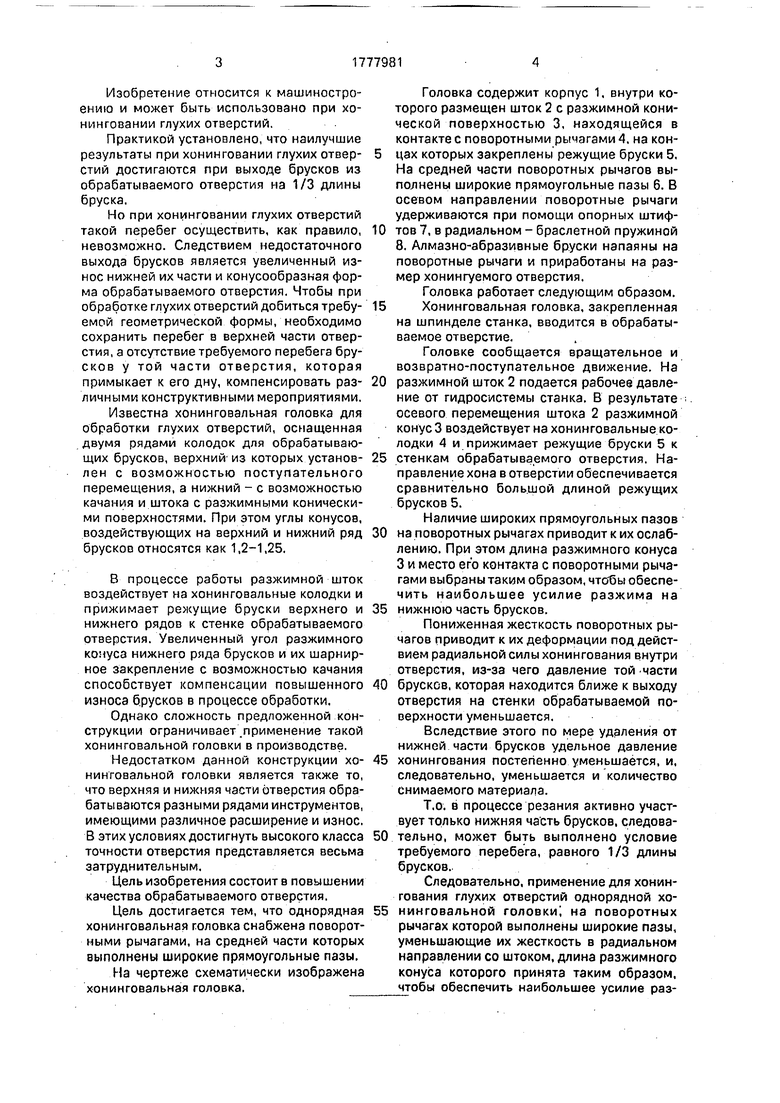

| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1978 |
|
SU764956A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2146594C1 |
| Электрод-инструмент для абразивного электрохимического хонингования глухих отверстий | 1972 |
|
SU437598A1 |
| Хонинговальная головка | 1976 |
|
SU670424A1 |
| Хонинговальная головка для предварительнойи ОКОНчАТЕльНОй ОбРАбОТКи | 1979 |
|
SU804398A1 |
| МЕХАНИЗМ РАЗЖИМА БРУСКОВ ХОНИНГОВАЛЬНОГО СТАНКА | 1990 |
|
RU2009860C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2108902C1 |
| Хонинговальная головка для обработки глухих отверстий | 1988 |
|
SU1611710A1 |
| Хонинговальная головка | 1979 |
|
SU856768A1 |
| Хонинговальная головка | 1984 |
|
SU1335434A1 |
Использование: область машиностроения при хонинговании глухих отверстий. 7 Сущность изобретения: хонинговальная головка содержит корпус 1, внутри которого, размещен шток 2 с разжимной конической поверхностью 3, находящейся в контакте с поворотными рычагами 4, на концах которых закреплены режущие бруски 5. На средней части поворотных рычагов выполнены прямоугольные пазы 6. В осевом направлении поворотные рычаги удерживаются при помощи опорных штифтов 7, в радиальном - браслетной пружиной 8. Алмазно- абразивные бруски напаяны на поворотные рычаги и приработаны на размер хонингуемого отверстия. 1 ил. Ё VI VI XI О 00 
| Хонинговальная головка для обработки глухих отверстий | 1983 |
|
SU1155428A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
