Изобретение относится к сварки термопластов и может быть ис-™ пользовано в мелиорации с/х, строи тельстве, промышленности связи, маши ностроении, в частности при сварке полиэтиленовых труб для водоснабжения с/х объектов.
Цель изобретения - упрощение процесса подготовки труб к сварке и повышение герметичности шва.
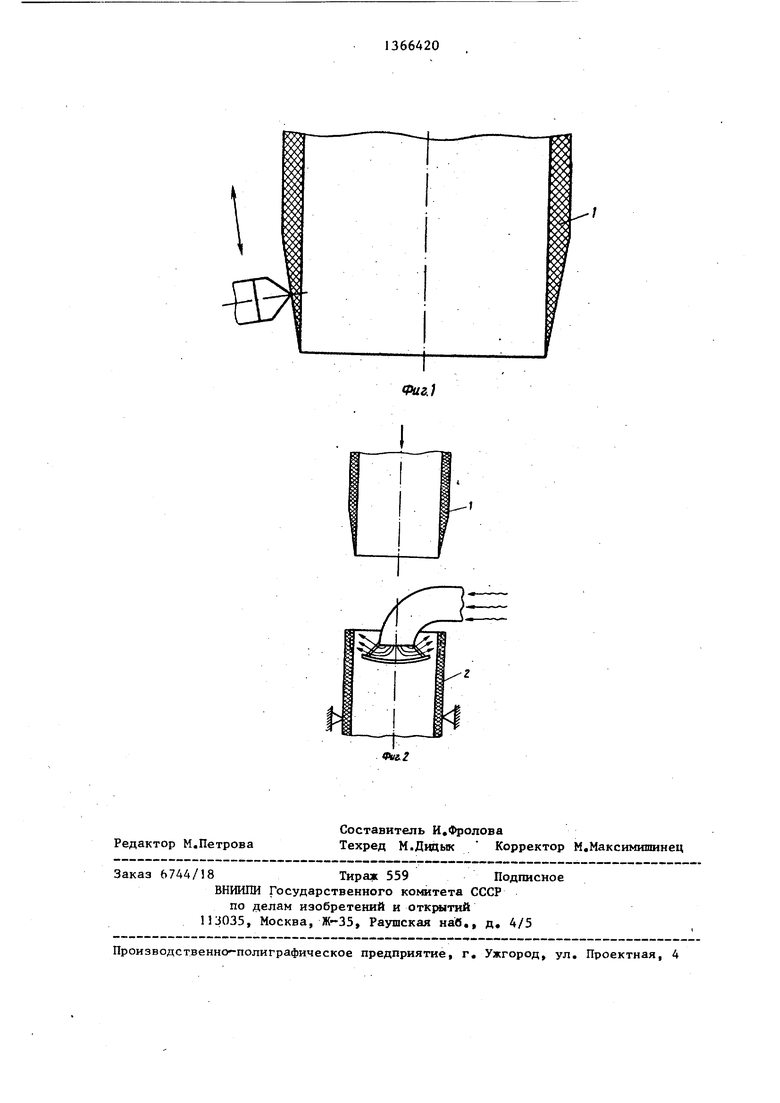
На фиг,1 изображена схема обработки трубы на ус на фиг,2 - схема нагрева и соединения труб.
Способ сварки осуществляется следующим образом.
Трубы 3 и 2 из полиэтилена, ПВП или ПНИ, имеющие длину по 8 м каждая помещают в центрируют(ее устройство, в котором один из зажимов является подвижным,Торцовую часть трубы 1 затачивают под углом 1О-12°,т,ё, на ус, на всю толщину стенки трубы (фиг,). Эту часть трубы помещают в подвижный зажим. Торец другой трубы 2, соединяемой с первой, зажимают в неподвижном зажиме центрируюс;его устройства, вводят в трубу горелку с открытым пламенем, имеющую на выходе пламени рассекатель (фиг,2), на 1-1,2 мин, Затем за 0,5-1 с убирают нагреьатель и производят мгновенное сопряжение труб 1 и 2 оплавленной и заточённой на ус поверхностями путем внедрения в первую поверхность второй. Охлаждают соединение на воздухе без нагрузки. Оплавление внутренней поверхности трубы 2, помещенной в неподвижном зажиме центрирующего устройства, осуществляют от края по длине трубы, равной длине уса. При этом нагреватель не находится в контакте с полимером и исключает налипание на него термопласта. Оплавлени внутренней поверхности одной из соединяемых труб пламенем горелки с тепературой 800-950°С позволяет провес ти нагрев только одной из свариваемы поверхностей, сократить время сварки и надежно по всей окружности осущест вить контакт с поверхностью другой трубы.
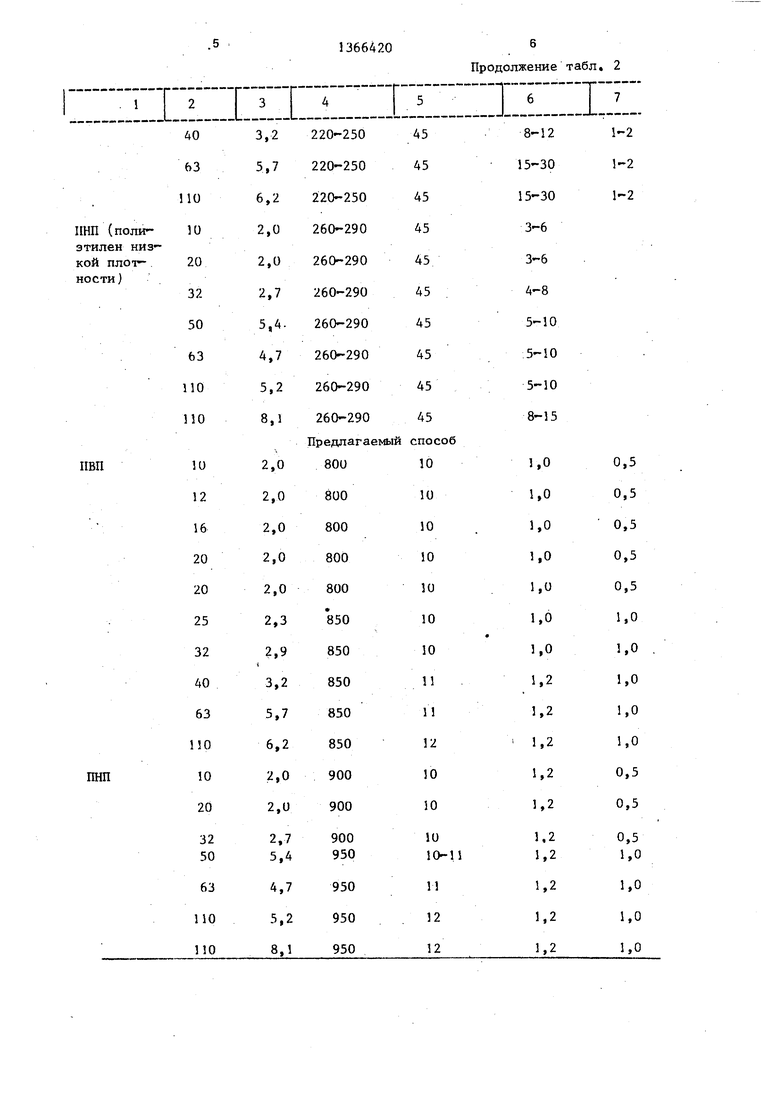
Температура пламени предлагается для полиэтилена высокой плотности и малого диаметра; 950°С - для труб большого диаметра из полиэтилен низкой плотности (диаметром выше 50 мм при толщине 5,4 мм и больше); 850 С - для ПВП (полиэтилен высокой
5
0
плотности), начиная с диаметра труб 25 мм и более; 900°С - для труб ПНИ (полиэтилен низкой плотности),диаметр которых 20-50 мм, Ншсе 800°С температура дает не стабильные результаты оплавления по всей обрабатываемой части трубы. Температуру выше 950°С применять нежелательно, так как поверхность термопласта растрескивается, обугливается, а предварительно материал начинает течь, в результате чего способ сварки не реализуется. Время оплавления трубы с взято из расчета, что для термопластичного полимера низкой плотности независимо от толщины и диаметра труб достаточен контакт с источником нагрева в течение 70 с, а для термопластов высокой плотности - 60 с, так как более длительное чем 70 с время приводит к перегреву материала, а менее 60 с - недостаточно для обеспечения прочного соединения при внедрении уса из-за малой подвижности структурных элементов оплавляемой поверхности, малой прочности сцепления поверхностей.
Угол скоса одной из труб 10-12 . При скосе угла менее 10 ус легко деформируется при внедрении в оплавленную часть другой трубы, а более 12° угол скоса нежелателен, так как ухудшаются прочностные характеристики соединения (образуется валик сварного шва и уменьшается герметичность соединений),
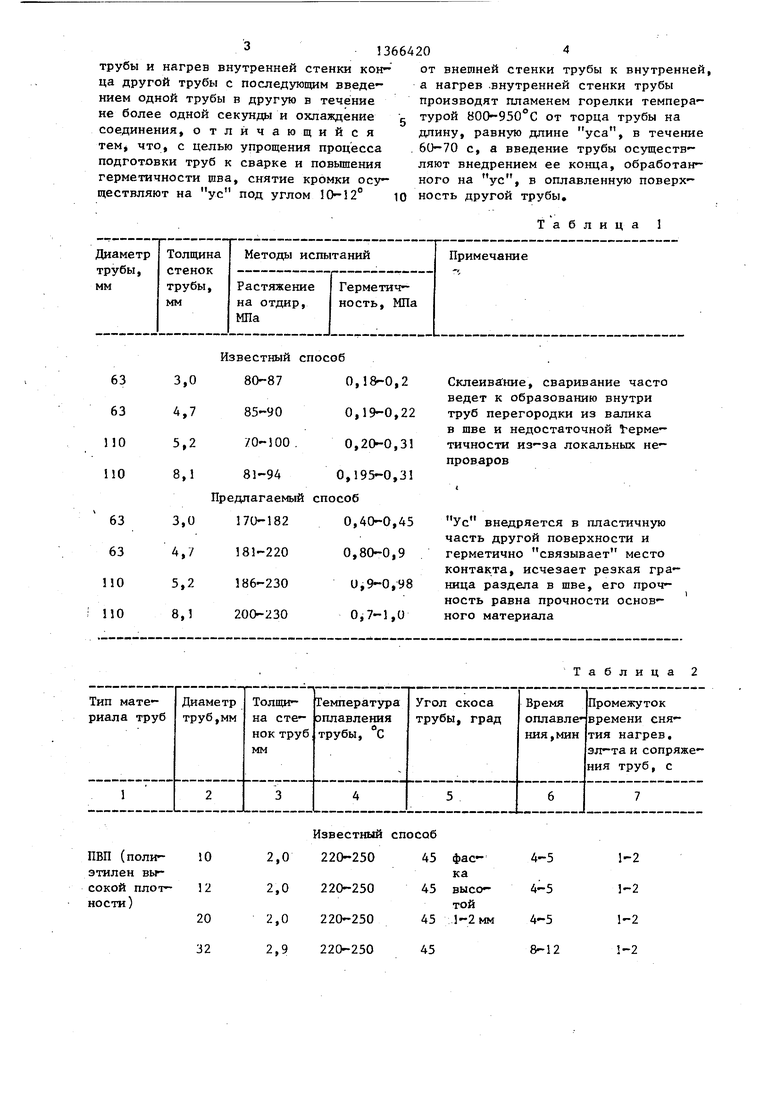
В табл, 1 приведены результаты испытаний способа сварки полиэтиле- 0 новых труб из ПНП,
С увеличением толщины и, диаметра
5
0
5
трубы (Увеличивается угол скоса с до 12° ,
10
В табл,2 показана зависимость ре- жима сварки труб от материала термопласта.
Предлагаемый способ сокращает по сравнению с известным в зависимости толщинытрубы время сварки в 5- 15 раз, значительно упрощает процесс подготовки труб к сварке, повьш1ает герметичность шва в 2-3 раза,
формула изобретения
Способ сварки труб из термопластов в раструб,, включающий снятие под углом кромки со стенки конца одной
313664204
трубы и нагрев внутренней стенки кон- от внешней стенки трубы к внутренней,
а нагрев .внутренней стенки трубы производят пламенем горелки темпераца другой трубы с последующим введением одной трубы в другую в течение не более одной секунды и охлаждение соединения, отличающийся TeMj что, с целью упрощения процесса подготовки труб к сварке и повьшения герметичности шва, снятие кромки осуществляют на ус под углом 10-12°
турой 800-950 С от торца трубы на длину, равную длине уса, в течение 60-70 с, а введение трубы осуществляют внедрением ее конца, обработанного на ус, в оплавленную поверх- 10 ность другой трубы.
турой 800-950 С от торца трубы на длину, равную длине уса, в течение 60-70 с, а введение трубы осуществляют внедрением ее конца, обработанного на ус, в оплавленную поверх- ность другой трубы.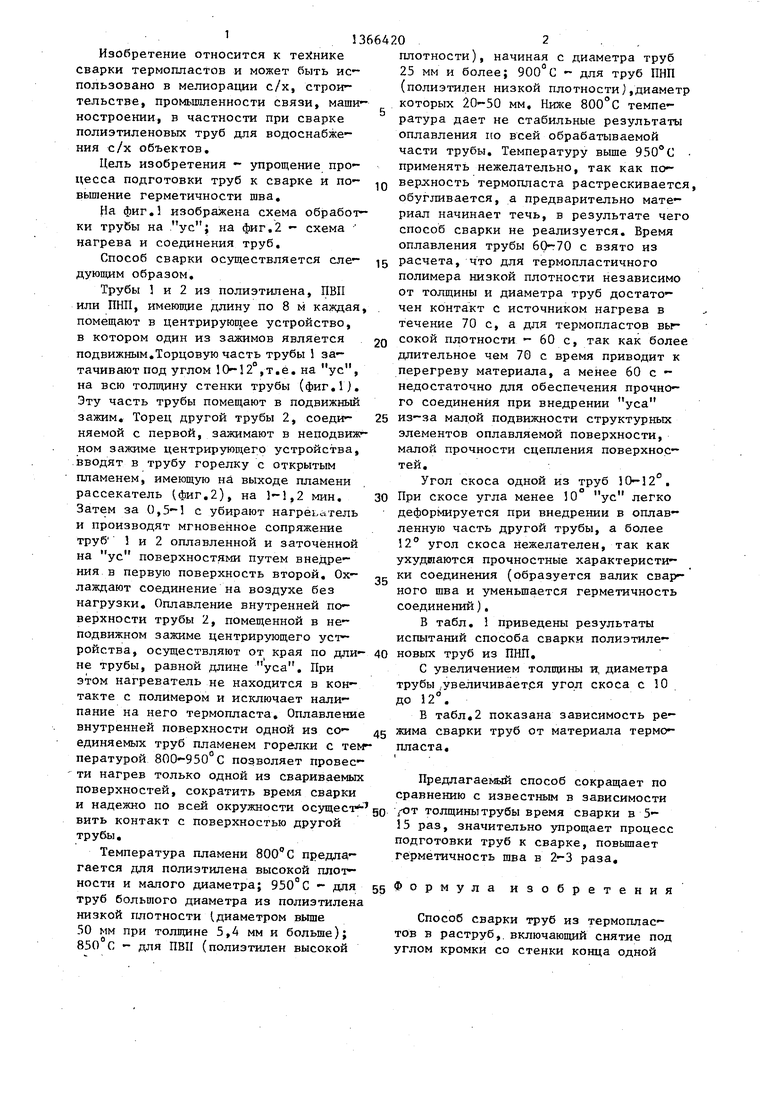
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения труб | 1990 |
|
SU1742090A1 |
| Способ соединения труб, выполненных из плавкого материала | 1990 |
|
SU1776775A1 |
| Способ контактной сварки труб из термопластов | 1982 |
|
SU1098808A1 |
| ПАЯЛЬНЫЙ МАТЕРИАЛ | 2002 |
|
RU2223165C1 |
| Сварное соединение из термопластичных материалов | 1985 |
|
SU1248843A1 |
| ФИТИНГ | 2023 |
|
RU2822673C1 |
| Устройство для стыковой сварки труб из термопластов | 1980 |
|
SU1028516A1 |
| Способ соединения трубы с муфтой из термопластов | 1984 |
|
SU1219403A1 |
| Способ сварки деталей из термопластов | 1978 |
|
SU776932A1 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА | 1995 |
|
RU2098247C1 |
Изобретение относится к технике сварки термопластов и может быть использовано в мелиорации с/х, строительстве, промьшшенности связи, машиностроении, в частности при сварке полиэтиленовых труб для водоснабжения с/х объектов. Целью изобретения является упрощение процесса подготовки труб к.сварке и повьппение герметичности шва. Перед сваркой у одной из соединяемых труб снимают кромку на ус под углом 10-32° в направлении от внешней трубы к внутренней, затем нагревают пламенем горелки внутреннюю стенку другой соединяемой трубы при 800-950°С в течение 60-70 с от торца трубы на расстоянии, равном длине уса, внедряют не более чем за 1 с обработанную на ус часть одной трубы в оплавленную часть другой трубы. Охлаждают соединение на воздухе без агрузки. 2 ил,, 2 табл. (Л
Известный способ 3,0 80-87 0,18-0,2
4,7 85-90 0,19-0,22 5,2 /0-100. 0,20-0,31
8,1 81-94 0,195-0,31 Предлагаемый способ
способ
45 фаска
45 высотой
45 1-2 мм
220-250
Таблица 1
Скпеива:ние, сваривание часто ведет к образованию внутри труб перегородки из валика в шве и недостаточной Герметичности из-за локальных не- проваров
Таблица 2
45
Продолжение табл. 2
| Семячкин С.Е | |||
| Сварка пластмасс в строительстве | |||
| М.: Изд | |||
| литературы по строительству, 1968, с, 112-114, |
