ненного в виде натянутой нихромовои проволоки, нодключенной к источнику электрической энергии (фиг. 1, 2). Температура нагрева проволоки достаточна, чтобы при ее внедрении в тела свариваемых деталей 5 в них возникла локальная зона плавления полимера.
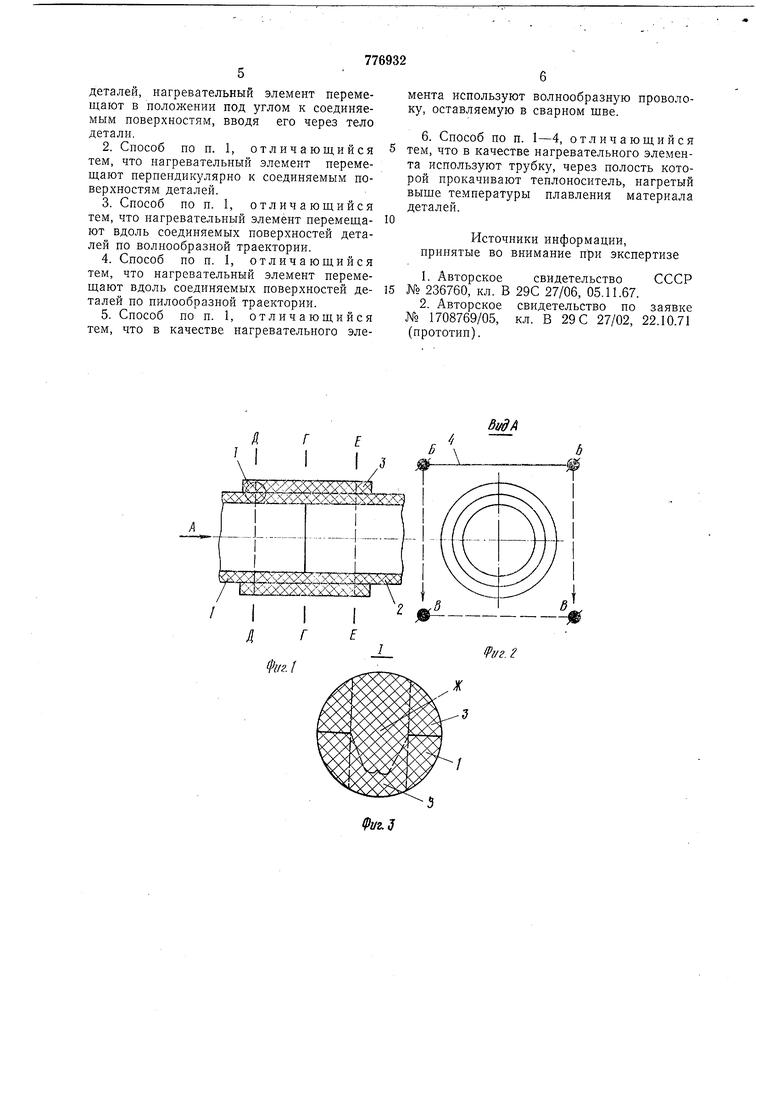
Сварку осуществляют перемещением нагревательного элемента 4 из положения Б-Б в ноложение В-В, при этом нагрева- Ю тельный элемент пропускают через тела свариваемых деталей в сечении Г-Г, где он сваривает между собой трубы 1 и 2 и муфту 3, а также в сечениях Д-Д и Е-Е, где нагревательный элемент сваривает 15 между собой соответственно муфту 3 и трубу 1, и муфту 3 и трубу 2.
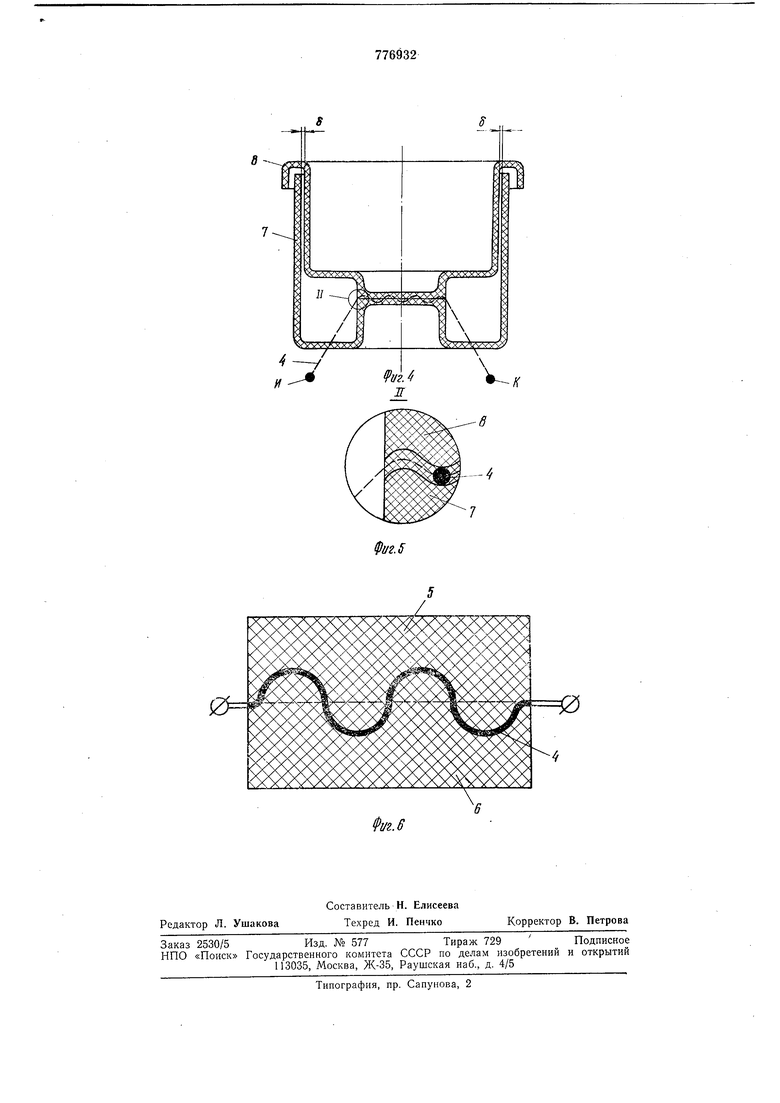
На фиг. 3 схематически показан сварной щов, получивщийся после прохождения нагревательного элемента. Зона Ж расплав- 20 ленного и затвердевщего в процессе сварки материала муфты 3 при прохождении через границу между муфтой 3 и трубой 1 вовлекается нагревательным элементом в зону 3 материала трубы 1, образуя анкер, кото- 25 рый обеспечит прочность и герметичность соединения даже в случае применения полимеров, плохо свариваемых между собой. « ДЛЯ ТС К©рения процесса сварки нагреваTeifef ifif JTOMeHT 4 может быть вынолнен из 30 ряда-ч «ра7глельных проволок, а для улучще1М|№0|чества щва и уменьщения локальной зоты расплава, за счет улучщения теплообмейСнагревательному элементу могут быть сообщены колебательные движения. 35 Нагревательный элемент можно перемещать вдоль соединяемых поверхностей деталей по волнообразной или пилообразной траекториям (фиг. 4).
Для соединения деталей 5 и 6 из разно- 40 родных термопластов (фиг. 6) может быть использован волнообразный нагревательный элемент 4, например волнообразная проволока, выступы которого внедрены в деталь 5, а впадины - в деталь 6. Нагре- 45 вательный элемент внедряют в свариваемые детали в направлении, перпендикулярном плоскости фигуры, и оставляют в теле деталей. Элемент 4 нагревают путем подвода электрического тока к его зажимам. 50 При этом нагревательный элемент выполняет функцию арматуры, скрепляющей детали.
В качестве нагревательного элемента может быть использована также трубка, 55 через полость которой прокачивают теплоноситель, нагретый выще температуры плавления материала деталей.
Примеры осуществления способа.
Пример 1. Производится сварка флан- 60 ценой муфты из полиэтилена высокого давления ГОСТ 16337-70 с полиэтиленовой трубой 110 СЛ ГОСТ 18599-73. Внутренний диаметр трубы 100 мм, длина муфты с фланцем 110 мм. Сварка осуществляется с 65
помощью натянутой нихромовои проволоки диаметром 0,5 мм, через которую пропускается электрический ток промыщленной частоты 50 Гц, сила тока 5А. Нагретая нихромовая проволока вводится в тело муфты и под действием силы тяжести приспособления, в котором она натянута, продвигается в плоскости, перпендикулярной продольной осп трубы. Время продвижения проволоки по всему сечению соединения 9-11 мин. После выхода нагревателя (проволоки) со стороны, противоположной входу, между внутренней поверхностью муфты и наружной поверхностью трубы в зоне прохода пихромовой проволоки образуется герметичный сварной щов.
Пример 2. Производится приварка тонкостенного стакана из полипропилена к тонкостенному стакану из полиэтилена (фиг. 4). Стаканы 7 и 8 установлены один в другой с зазором 6 0,1 мм. Сварку необходимо произвести в труднодоступном месте в зоне контакта выступов в донных участках стаканов. Коробление стенок стаканов, толщина которых 1 мм, не допускается. Не допускается также нарущение поверхностей в зазоре 5. Нагревательный элемент 4 в виде нихромовои проволоки толщиной 0,3 мм, по которой пропускается электрический ток силой 2 А, вводят в зону сварки (фиг. 5) через тело детали 7 из положения И. Затем проволоку перемещают в зоне сварки, т. е. в зоне соприкосновения деталей. Учитывая, что полиэтилен и полипропилен между собой плохо свариваются при диффузионной сварке нагревательный элемент (проволоку) перемещают в зоие по волнообразной траектории с попеременным внедрением нагретой проволоки в тела свариваемых деталей. При каждом пересечении линии раздела этих деталей материал одной детали внедряется в материал другой детали, происходит таким образом их анкерное крепление при одновременном диффузионном совмещении. После прохождения зоны сварки элемент 4 выводится через тело деталей 7 или 8, например, в положение К. При этом коробление деталей и нарущение зазора не происходит.
Способ, согласно изобретению, обеспечивает качественную сварку профильных деталей и деталей сложной конфигурации, при этом сварные щвы выполняются в труднодоступных местах.
Формула изобретения
1. Способ сварки деталей из термопластов, включающий оплавление введенных в контакт соединяемых поверхностей деталей нагревательным элементом, перемещаемым относительно соединяемых поверхностей, отличающийся тем, что, с целью обеспечения качественной сварки профильных
деталей, нагревательный элемент перемещают в положении под углом к соединяемым поверхностям, вводя его через тело детали.
2.Способ по п. 1, отличающийся тем, что нагревательный элемент перемещают перпендикулярно к соединяемым поверхностям деталей.
3.Способ по п. 1, отличающийся тем, что нагревательный элемент перемещают вдоль соединяемых поверхностей деталей по волнообразной траектории.
4.Способ по п. 1, отличающийся тем, что нагревательный элемент перемещают вдоль соединяемых поверхностей деталей по пилообразной траектории.
5.Способ по п. 1, отличающийся тем, что в качестве нагревательного элемента используют волнообразную проволоку, оставляемую в сварном щве.
6. Способ по п. 1-4, отличающийся тем, что в качестве нагревательного элемента используют трубку, через полость которой прокачивают теплоноситель, нагретый выше температуры плавления материала деталей.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 236760, кл. В 29С 27/06, 05.11.67.
2.Авторское свидетельство по заявке № 1708769/05, кл. В 29 С 27/02, 22.10.71 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения трубы с муфтой из термопластов | 1984 |
|
SU1219403A1 |
| КОМПЛЕКТ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ДЛЯ СВАРКИ ТРУБ ИЗ СТРУКТУРИРОВАННОГО ПОЛИЭТИЛЕНА И СПОСОБ СВАРКИ НАГРЕТЫМ ИНСТРУМЕНТОМ ТРУБ ИЗ СТРУКТУРИРОВАННОГО ПОЛИЭТИЛЕНА | 2004 |
|
RU2293656C2 |
| СПОСОБ СВАРКИ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2196678C1 |
| Способ стыковой сварки деталей из термопластов | 1988 |
|
SU1558696A1 |
| Устройство для сварки труб из термопластов | 1979 |
|
SU856828A1 |
| СПОСОБ СОЕДИНЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБ | 2010 |
|
RU2432517C1 |
| СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО ПРЕЖДЕ ВСЕГО ДЛЯ СОЕДИНЕНИЯ С СИЛОВЫМ ЗАМЫКАНИЕМ, ПО МЕНЬШЕЙ МЕРЕ, ОДНОЙ ДЕТАЛИ ИЗ МНОГОСЛОЙНОГО ВОЛОКНИСТОГО МАТЕРИАЛА С ДРУГОЙ ДЕТАЛЬЮ | 2005 |
|
RU2368838C2 |
| Способ контактной сварки деталей из термопластов и устройство для его осуществления | 1987 |
|
SU1548073A1 |
| Способ соединения труб, выполненных из плавкого материала | 1990 |
|
SU1776775A1 |
| СПОСОБ МУФТОВОЙ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2010 |
|
RU2450202C2 |