Изобретение относится к обработке металлов давлением, в частности к оборудованию для накатки поперечных кольцевых кандвок на трубках-заготов ках перед формованием сильфонов. Известна машина для подкатки трубок перед гофрированием, содержащая установленную в узле крепления, связанную через патрон с приводом вращения и размещенную на рабочей позиции оправку с кольцевыми канавками, инструментальный блок с прижимом, выполненный в виде подпружиненного ролика,установленного с возможность вращения с рабочи 1и роликами, установленными в роликодержателях с возможностью вращения вокруг общей оси, .параллельной оси оправки, с механизмом перемещения роликов в направлении, перпендикулярном оси оправки 1 В известной машине установка (подача) трубки-заготовки на оправку и съем ее с оправки осуществляются оператором вручную. Наличие ручных операций в совокупности с холостыми ходами механизма перемещения роликов в исходное положение.не позволяет обеспечить высокой производитель,ности. Известна также машина для накатки кольцевых канавок на сильфонны;: трубках-Заготовках, содержащая установленную одним концом в узле крепления, связанную с другим концом через патрон с приводом вращения и размещенную на рабочей позиции оправку с кольцевыми канавками, инстру ментальный блок с прижимом, выполненным в виде двух упругих втулок, установленных с возможностью враидения, и с рабочими роликами, установленньлми в роликодержателях с возможностью- вращения вокруг общей оси, параллельной оси оправки, механизм перемещения роликов в направлении, перпендикулярном оси оправки 2. Эта машина также не обеспечивает высокой производительности. Кроме того, в машине отсутствуют регулировка шага накатки и механизм индивидуальной настройки роликов на заданную глубину канавки, что не. позволяет обеспечить высокой точности и стабильности глубины накатываемых канавок по всей поверхности трубки из-за различной деформации оправки по длине. Упругие втулки выполнены без возможности регулирования усиЛИЯ прижима и установлены в средней части оправки, что не обеспечивает надежной фиксации трубки на оправке по всей длине. Расположение роликодержателей в один ряд ограничивает поперечный размер роликодержателей шагом накатываемых канавок, что не позволяет выполнить инструментальный блок высокой жесткости.
Целью изобретения является повышение производительности.
Поставленная цель достигается тем что машина для накатки кольцевых канавок на сильфонных трубках-заготовках снабжена двумя оправками, размещенными под углом 120° к имеющейся оправке и закрепленными одним концом в узле крепления, а узел (крепления выполнен в виде барабандержателя, периодически поворачивающегося на угол 120 в плоскости расположения оправок, механизм перемещения роликов выполнен в виде валкопира, кинематически связанного с барабан-держателем и расположенного параллельно общей оси вращения рабочих (накатных ) роликов с установленными равномерно по окружности кулачками, взаимодействующими с роликами , а привод установлен на рабочей позиции со стороны свободного конца оправок, при этом патрон выполнен подвижным в осевом направлении.
Такое конструктивное решение позволяет автоматизировать операции подачи трубки на оправку и съема ее с оправки путем перемещения труоки под действием ее собственного веса на оправку, занимающую верхнюю.позицию загрузки из загрузочного устройства, и с оправки, занимающей нижнюю позицию разгрузки в разгрузочное устройство, а также устранить холостые ходы механизма перемещения роликов за счет непрерывно вращающегося вал-копира.
Инструментальный блок снабжен фиксаторами роликодержателей, выполненными в виде калиброванных плиток, в корпусе инструментального блока выполнены два параллельных паза, расположенные симметрично относительно общей оси вращения роликов, в которы в шахм&тном порядке поочередно установлены и закреплены роликодержатели и фиксаторы, а роликодержатели выполнен л в виде изогнутых штанг.
-Это позволяет производить накатку. на трубках кольцевых канавок с различ(-1ыми шагами путем замены калиброванных плиток на соответствующий типоразмер и существенно повысить жесткость инструментального блока за счет увеличения поперечных размеров роликодержателей.
Для обеспечения высокой точности и стабильности глубины накатываемых канавок по всей глубине трубки инструментальный блокснабжен механизмами индивидуальной настройки ролико на заданную глубину канавки, каждый из которых выполнен в виде рычага второго рода, одна из опор которого .шарнирно закреплена в корпусе, а другая установлена через микрометрический винт на нерабочем торце роликодержателя, а свободный конец рычага установлен в плоскости симметрии инструментального блока с возможностью контакта с соответствующим кулачком.
Это позволяет производить настройку каждого ролика на заданную глубин канавки, а также уменьшить чувствительность механизма перемещения роликов к свободным зазорам и упругим деформациям его элементов за счет применения рычага второго рода между роликодержателем и соответствукнцим кулачком.
Упругие втулки установлены напротив концов оправки и трубки с возможностью регулирования усилия прижима трубки к оправке и расстояния между ними.
Это позволяет улучшить фиксацию трубки на оправке относительно рабочих роликов за счет плотного прижима ее концов.
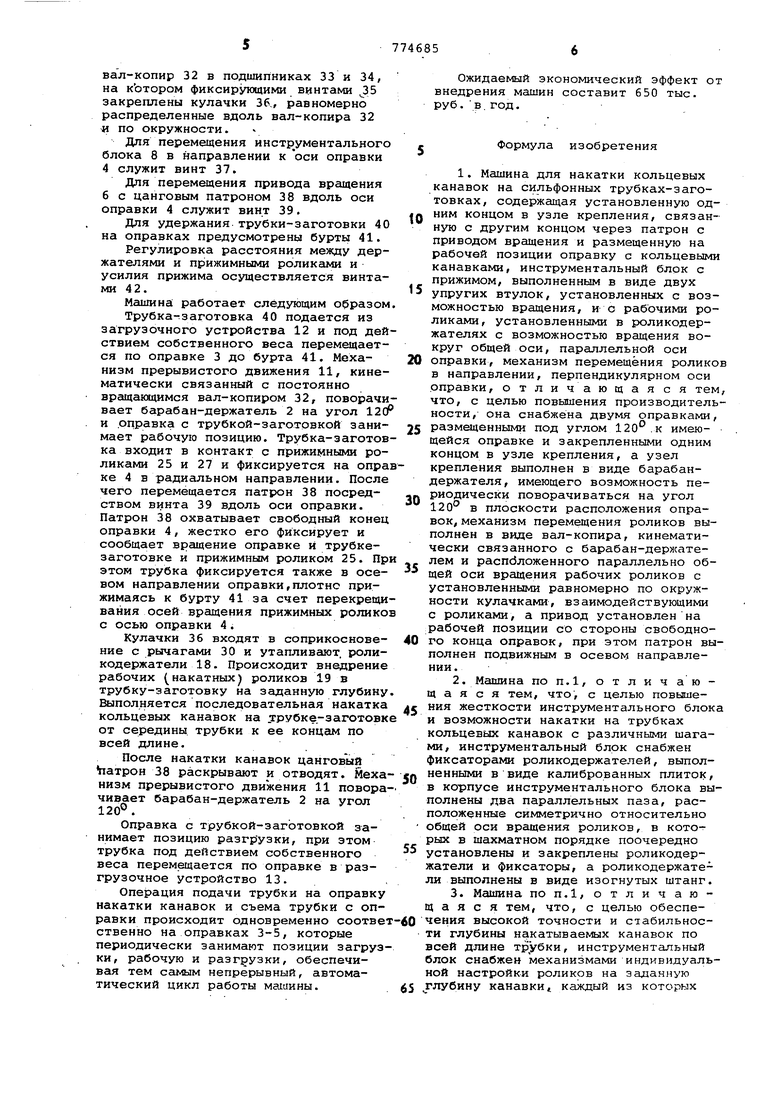
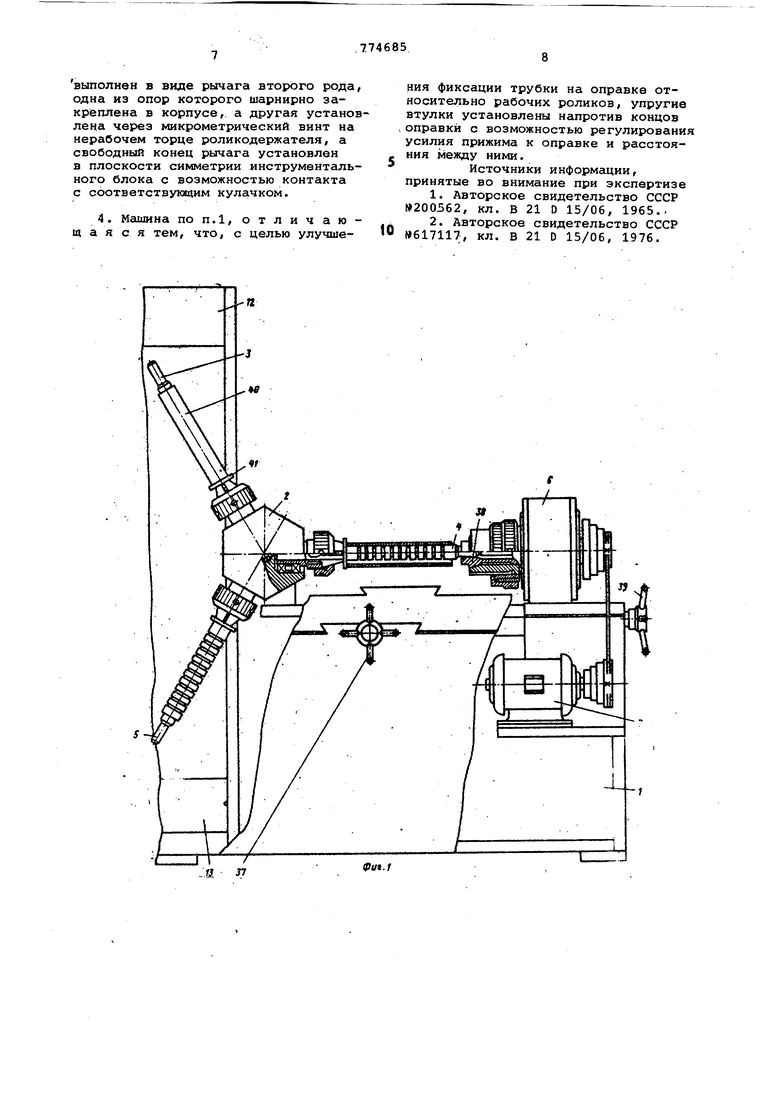
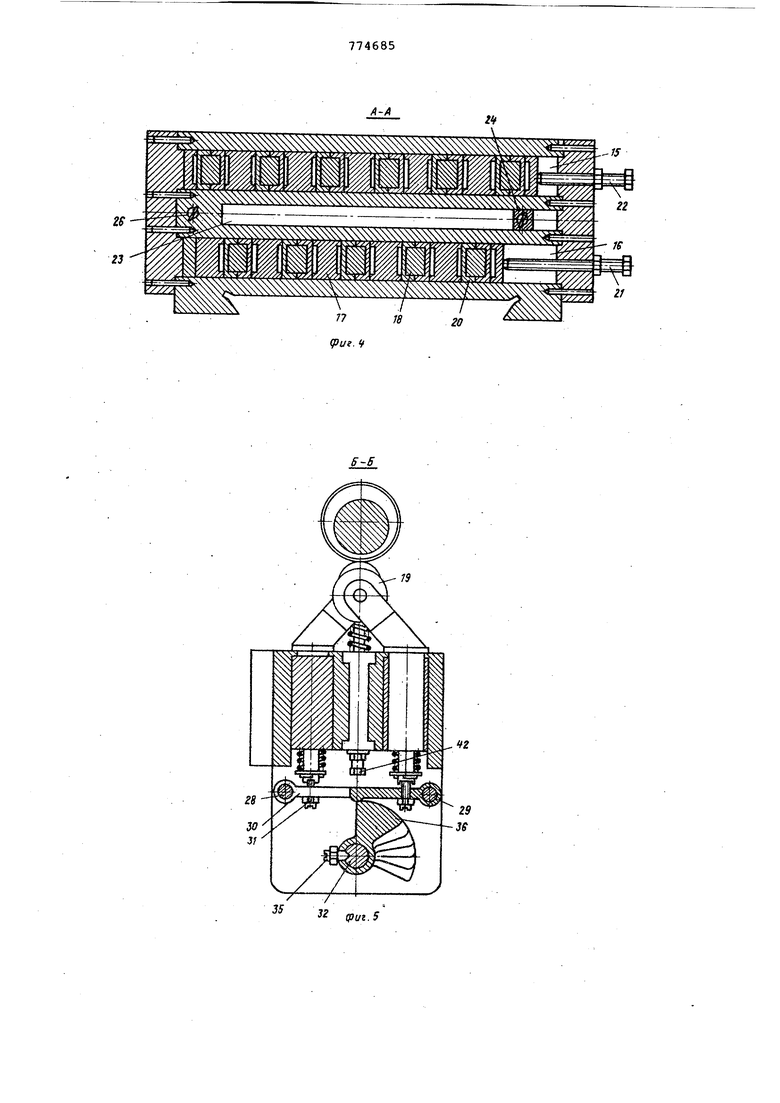
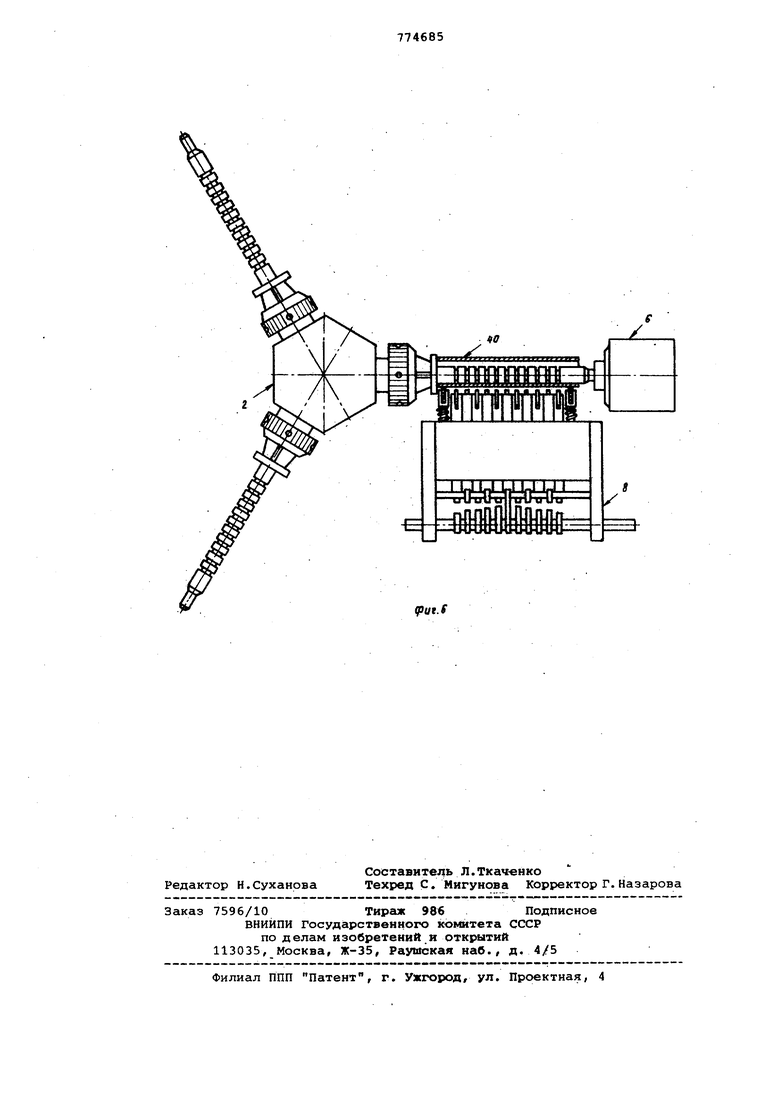
На фиг. 1 показана машина со снятым инструментальным блоком,общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - инструментальный блок/ на фиг. 4 - сечение А-А на фиг. 3, на фиг. 5 - разрез Б-Б на фиг. 3f на фиг. 6 - принципиальная схема.
Машина состоит из станины 1 (фиг.1), на которой установлены барабан-держатель 2 с оправками 3-5,приводит вращения 6 с асинхронным электродвигателем 7, инструментальный блок 8, связанный через редукто 9 с двигателем постоянного тока 10 и с барабан-держателем через механизм прерывистого движения 11, загрузочное 12 и разгрузочное 13 устройства .
Инструментальный блок состоит из корпуса 14 с двумя пазами 15 и 16, в которых установлены поочередн калиброванные плитки 17 и ролики- держатели 18 рабочих роликов 19 во втулках 20, поджимаемые винтами 21 и 22.
В плоскости симметрии инструментального блока имеется паз 23, в котором расположен держатель 24 прижимного ролика 25. Держатель 26 прижимного ролика 27 расположен в гнезде корпуса. Оси вращения прижимных роликов непараллельны оси оправки.
В корпусе 14 инструментального блока установлен механизм настройки роликов в виде стержней 28 и 29, на которых шарнирно установлены рычаги 30 с микрометрическими винтами 31, регулирующими выдвижение роликодержтелей. в корпусе 14 установлен такж вал-копир 32 в подшипниках 33 и 34, на кЪтором фиксирующими винтами 35 закреплены кулачки 36,, равномерно распределенные вдоль вал-копира 32 « по окружности. Для перемещения инстр ументального блока 8 в направлении к оси оправки 4 служит винт 37. Для перемещения привода вращения 6 с цанговым патроном 38 вдоль оси оправки 4 служит винт 39. Для удержания трубки-заготовки 40 на оправках предусмотрены бурты 41. Регулировка расстояния между держателями и прижимными роликами и усилия прижима осуществляется винтами 42. Машина работает следующим образом Трубка-тзаготовка 40 подается из загрузочного устройства 12 и под дей ствием собственного веса перемещается по оправке 3 до бурта 41. Механизм прерывистого движения 11, кинематически связанный с постоянно вращакядимся вал-копиром 32, поворачи вает барабан-держатель 2 на угол 120 и .оправка с трубкой-заготовкой занимает рабочую позицию. Трубка-заготов ка входит в контакт с прижимными роликами 25 и 27 и фиксируется на опра ке 4 в радиальном направлении. После чего перемещается патрон 38 посредством винта 39 вдоль оси оправки. Патрон 38 охватывает свободный конец оправки 4, жестко его фиксирует и сообщает вращение оправке и трубкезаготовке и прижимным роликом 25. Пр этом трубка фиксируется также в осевом направлении оправки,плотно прижимаясь к бурту 41 за счет перекрещи вания осей вращения прижимных ролико с осью оправки 4. Кулачки 36 входят в соприкосновение с рычагами 30 и утапливают, роликодержатели 18. Происходит внедрение рабочих (накатных) роликов 19 в трубку-заготовку на заданную глубину исполняется последовательная накатка кольцевых канавок на трубке.-заготовк от середины трубки к ее концам по всей длине. После накатки канавок цанговый ViaTpoH 38 раскрывают и отводят. Меха низм прерывистого движения 11 повора чивает барабан-держатель 2 на угол 120°. Оправка с трубкой-заготовкой занимает позицию разгрузки, при этом трубка под действием собственного веса перемещается по оправке в разгрузочное устройство 13. Операция подачи трубки на оправку накатки канавок и съема трубки с оправки происходит одновременно соотве ственно на оправках 3-5, которые периодически занимают позиции загруз ки, рабочую и разгрузки, обеспечивая тем сс1мым непрерывный, автоматический цикл работы мамины. Ожидаемый экономический эффект от внедрения машин составит 650 тыс. руб.в.год. Формула изобретения 1.Машина для накатки кольцевых канавок на сильфонных трубках-заготовках, содержащая установленную одним концом в узле крепления, связанную с другим концом через патрон с приводом вращения и размещенную на рабочей позиции оправку с кольцевыми канавками, инструментальный блок с прижимом, выполненным в виде двух упругих втулок, установленных с возможностью вращения, и о рабочими роликами, установленными в роликодержателях с возможностью вращения вокруг общей оси, параллельной оси оправки, механизм перемещения роликов в направлении, перпендикулярном оси оправки, отличающаяся тем, что, с целью повышения производительности, она снабжена двумя оправками, размещенными под углом 120 .к имеющейся оправке и закрепленными одним концом в узле крепления, а узел крепления выполнен в виде барабандержателя, имеющего возможность периодически поворачиваться на угол 120 в плоскости расположения оправок, механизм перемещения роликов выполнен в виде вал-копира, кинематически связанного с барабан-держателем и распс5ложенного параллельно общей оси вращения рабочих роликов с установленными равномерно по окружности кулачками, взаимодействующими с роликами, а привод установленна рабочей позиции со стороны свободного конца оправок, при этом патрон выполнен подвижным в осевом направлении. 2.Машина поп.1, отлич ающ а я с я тем, что, с целью повышения жесткости инструментального блока и возможности накатки на трубках кольцевых канавок с различными шагами, инструментальный блок снабжен фиксаторами роликодержателей, выполненными в виде калиброванных плиток, в корпусе инструментального блока выполнены два параллельных паза, расположенные симметрично относительно общей оси вращения роликов, в которых в шахматном порядке поочередно установлены и закреплены роликодаржатели и фиксаторы, а роликодержатели выполнены в виде изогнутых штанг. 3.Машина поп.1, отличающаяся тем, что, с целью обеспечения высокой точности и стабильности глубины накатываемых канавок по всей длине трубки, инструментальный блок снабжен механизмами индивидуальной настройки роликов на заданную глубину канавкиt каждый из которых
выполнен в виде рычага второго рода, одна из опор которого шарнирно закреплена в корпусе, а другая установлена через микрометрический винт на нерабочем торце роликодержателя, а свободный конец рычага установлен в плоскости симметрии инструментального блока с возможностью контакта с соответствующим кулачком.
4. Машина по п,1, отличающая с я тем, что, с целью улучшения фиксации трубки на оправке относительно рабочих роликов, упругие втулки установлены напротив концов оправки с возможностью регулирования УСИЛИЯ прижима к оправке и расстояния между ними.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №200562, кл. В 21 D 15/06, 1965., Авторское свидетельство СССР W617117, кл. В 21 D 15/06, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для накатки кольцевых канавок на сильфонных трубках-заготовках | 1989 |
|
SU1625548A1 |
| Машина для накатки кольцевых канавок на сильфонных трубках-заготовках | 1987 |
|
SU1407616A1 |
| Машина для накатки кольцевых канавок на сильфонных трубках-заготовках | 1979 |
|
SU889200A2 |
| Устройство для накатки кольцевых канавок на трубке-заготовке | 1976 |
|
SU617117A1 |
| Устройство для накатки кольцевых канавок на трубке | 1978 |
|
SU747600A1 |
| Машина для накатки кольцевых канавок на сильфонных трубках-заготовках | 1980 |
|
SU919782A1 |
| Машина для накатки кольцевых канавок на трубе-заготовке | 1980 |
|
SU882692A1 |
| Устройство для накатки кольцевых канавок на трубке | 1977 |
|
SU656700A1 |
| Инструментальный блок накатки кольцевых канавок,преимущественно на толстостенных сильфонных трубчатых заготовках | 1986 |
|
SU1368067A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ МНОГОЗАХОДНЫХ ВИНТОВЫХ ТРУБ | 2007 |
|
RU2339478C1 |
:ц 37
аие
}0
Тг
.Г
LJ
Ш-КЯШШ
iSs
33
