Изобретение относится к холодной обработке металлов давлением и может быть, использовано для стапелирования плоских деталей.
Целью изобретения является повышение надежности работы.
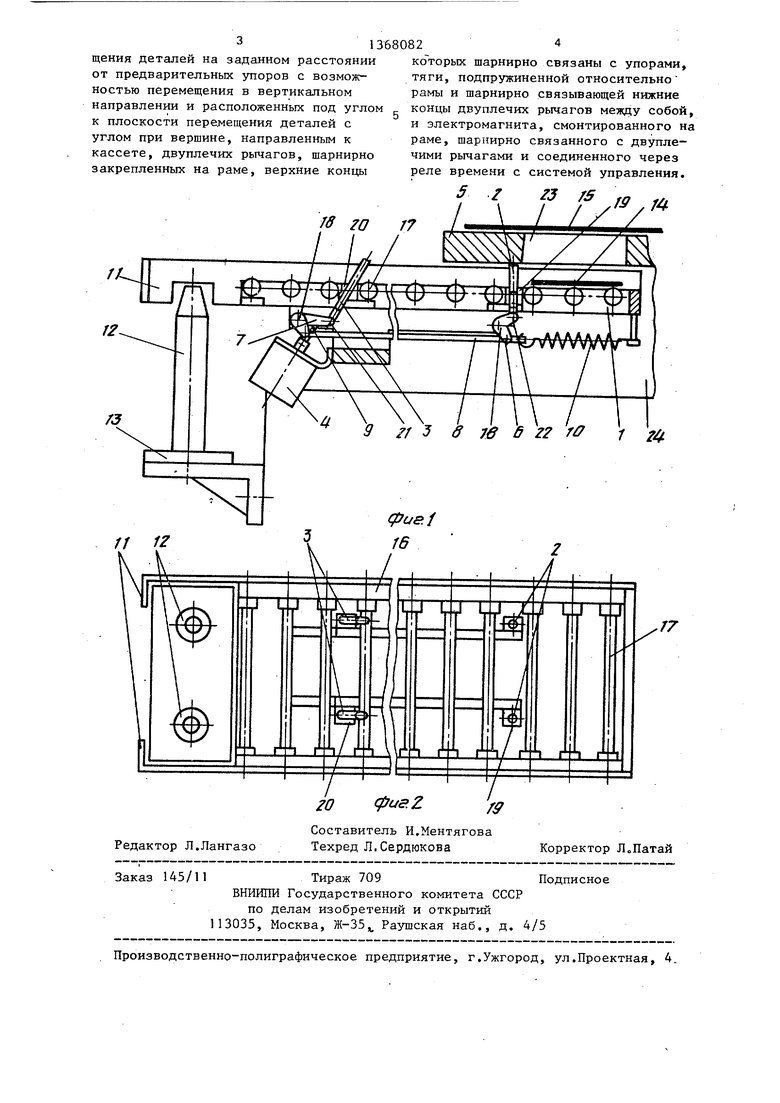
На фиг.1 изображено устройство для стапелирования плоских деталей; на фиг.2 - то же, вид в плане.
Устройство содержит рольганг 1, упоры 2 и 3, электромагнит 4, матрицу 5, двуплечие рычаги 6 и 7, тяги 8 и 9, пружину 10, упорные планки 11 съемную кассету 12, установленную на основании 13,, Деталь 14 вырубают в матрице 5 из полосового или ленточного материала 15.
Рольганг 1 содержит, раму 16, на которой смонтированы ролики 17, упорные планки 11, шарнирно.закреплены двуплечие рычаги 6 и 7 при помощи осей 18, закреплены вертикальные направляющие 19, наклонные направляющие 20 с углом наклона при вершине, направленной в сторону от матрицы 5, не менее 60, закреплен электромагнит 4. Упоры 3 установлены в наклонных направляющих 20 и шарнирвзаимодействуют с упорными планками 11 и опускаются в кассету 12. Момен включения и время продолжительности включения электромагнита определяют 35 ся реле времени.
40
но связаны при помощи осей 21 с верх- 30 Детали 14 проходят над упорами 3, ними концами двуплечих рычагов 7, а упоры 2 установлены в вертикальных направляющих 19 и шарнирно связаны при помощи осей 22 с верхними концами двуплечих рычагов 6. Нижние концы двуплечих рычагов 6 и 7 щарнирно связаны между собой, электромагнит 4 шарнирно соединен с двуплечими рычагами через тягу 9. Пружина 10 закреплена одним концом на раме 16, а другим - на тягах 8.
Один конец рамы 16 расположен под матрицей 5, а другой - над кассетой 12„ Упоры 2 расположены у провального окна 23 матрицы 5. Матрица 5 установлена на прессе 24. Электромагнит 4 электрически соединен через реле времени с приводом (не показан).
Устройство работает следующим образом.
Детали 14, .вырубленные из материала 15, через провальное окно 23 поступают на рольганг 1. Электромагнит 4 отключен. Упоры 2 и 3 находятся в верхнем положении, т.е. выступают над рабочей поверхностью рольганга 1.
Упоры 2 препятствуют перемещению деталей 14 по роликам.17 рольганга 1
45
Формула изобретени
Устройство для стапелиро,вания плоских деталей, содержащее обрабатывающую машину, механизм приема и перемещения деталей на позицию стапелирования, систему управления, ка сету для размещения стопы деталей и механизм разделения деталей перед и стапелированием, отличающееся тем, что, с целью повьш1ения надежности работы, оно снабжено рел
50 времени, соединенным с системой
управления, механизм разделения деталей выполнен в виде рамы с привод ными роликами, предварительных упоров, расположенных в зоне приема
55 деталей и установленных на раме с возможностью перемещения в вертикал ном направлении, разделительных упо ров, установленных на раме за предварительными упорами по ходу переме
в направлении удаления деталей 14 из рабочей зоны матрицы 5, т.е. в направлении к позиции степелирования
деталей на которой расположена кассета 12. Упоры 2 и 3 удерживают в верхнем положении пружиной 10. После укладки определенного количества вырубленных деталей 14 на рольганг 1 включают электромагнит 4, который через тяги 9 и 8 поворачивает двуплечие рычаги 6 и 7 вокруг осей 18, растягивая пружину 10. Упоры 2 и 3 опускаются, детали I4 роликами 17
перемещаются над упорами 2, отключают электромагнит 4, и пружина 10 через тягу 8 поворачивает двуплечие рычаги 6 и 7 вокруг осей 18 в исходное положение. При этом упоры 2 и 3 перемещаются вверх. Детали 14, уложенные одна на другую и перемещаемые рольгангом 1, -ударяются в упоры 3, а так как упоры 3 установлены наклонно, нижние детали 14 удерживаются на рольганге 1, а верхние, перемещаясь одна относительно другой в направлении к матрице 5, опускаются на рольганг 1. Затем включают электромагнит 4, упоры 2 и 3 опускаются.
взаимодействуют с упорными планками 11 и опускаются в кассету 12. Момент включения и время продолжительности включения электромагнита определяют- ся реле времени.
Детали 14 проходят над упорами 3,
40
30 Детали 14 проходят над упорами 3,
45
Формула изобретения
Устройство для стапелиро,вания плоских деталей, содержащее обрабатывающую машину, механизм приема и перемещения деталей на позицию стапелирования, систему управления, кассету для размещения стопы деталей и механизм разделения деталей перед их стапелированием, отличающееся тем, что, с целью повьш1ения надежности работы, оно снабжено реле
50 времени, соединенным с системой
управления, механизм разделения деталей выполнен в виде рамы с приводными роликами, предварительных упоров, расположенных в зоне приема
55 деталей и установленных на раме с возможностью перемещения в вертикальном направлении, разделительных упоров, установленных на раме за предварительными упорами по ходу переме5 Z /J Г5 fQ ...
I I / У / Гв ZO 1 /. / /
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стапелирования деталей | 1986 |
|
SU1397124A1 |
| Штамповочный комплекс | 1981 |
|
SU1015991A1 |
| Устройство для стапелирования обработанных деталей | 1982 |
|
SU1072966A1 |
| БСЕСОШГ.-ГГ ]1^ 'iAv:;ir;;3-<>&i I П'^:1-::/.л i | 1965 |
|
SU172593A1 |
| Устройство для подачи листового материала в рабочую зону пресса | 1979 |
|
SU824534A1 |
| Каретка кривовязюка к устройству дляВыРубКи зАгОТОВОК из пОлОСОВОгОМАТЕРиАлА | 1979 |
|
SU841732A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ПРЕССОВ | 1966 |
|
SU224470A1 |
| Устройство к гильотинным ножницам для стапелирования и удаления стоп | 1980 |
|
SU975260A1 |
| Устройство А.С.Кривовязюка для загрузки листового материала на каретку | 1984 |
|
SU1224056A1 |
| Установка для резки рулонного материала | 1985 |
|
SU1349907A1 |
Изобретение относится к холодной обработке металлов давлением и может быть использовано для стапелирования плоских деталей. Целью изобретения является повьшение надежности в работе . Для этого механизм разделения деталей вьтолнен в виде предварительных упоров, закрепленных на раме рольганга и расположенных в зоне приема деталей с возможностью перемещения в вертикальном направлении, и разделительных упоров, смонтированных на раме за предварительными упорами по ходу перемещения деталей на заданном расстоянии от предварительных упоров Разделительные упоры установлены подвижно в вертикальном направлении и расположены под углом к плоскости перемещения деталей с углом при вершине, направленным в сторону кассеты для размещения стопы деталей. Детали из обрабатывающей машины поступают на рольганг. Предварительные упоры формируют стопу на рольганге, и через определенный промежуток времени, задаваемьй реле времени, электромагнит срабатывает и через рьтажную систему опускает предварительные упоры вниз до прохода стопы над ними. Детали ударяются в разделительные (наклонные) упоры и разъединяются между собой за счет смещения. Затем при опускании разделительных упоров детали по одному поступают в кассету. 2 ил. i а с
| МАГНИТНЫЙ ЗАМОК | 1991 |
|
RU2019661C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
