Изобретение относится к обработке металлов давлением, в частно сти к ос- .настке для горячей объемной штамповки.
Цель изобретения - повышение на- дежности и снижение трудоемкости крепления вставок.
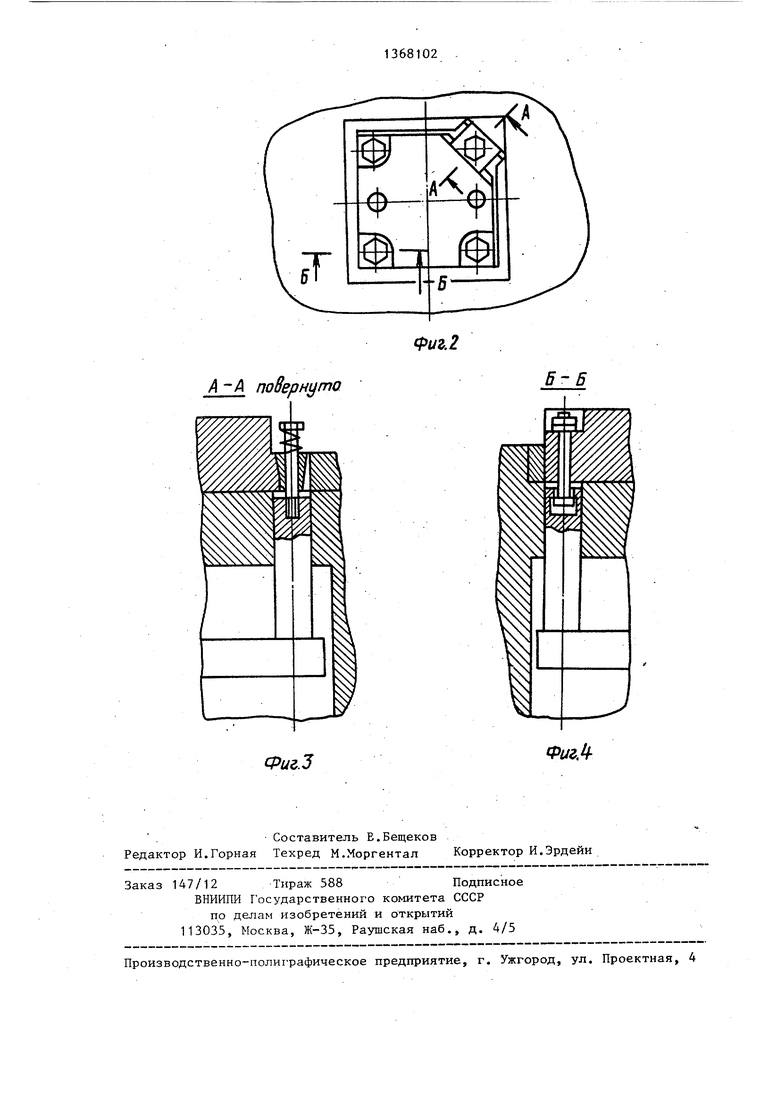
На фиг. 1 представлена схема ввода вставок в зону штампа; на фиг.2 - вставка, вид в пл.ане; на фиг. 3 - сечение А-А на фиг.2; на фиг.4 сечение Б-Б на фиг. 2.
Устройство для крепления штампо- вых вставок содержит подвижную плиту 1 и нижний стол 2 пресса, на которых жестко смонтированы вставкодер жатели 3 с прямоугольными гнездами, имеющими контрольные (центрирующие) углы, клиновая клемма 4 расположена диагонально с контрольным углом и установлена на тяге 5 с болтом 6 и пружиной 7. Тяга присоединена к общему приводу 8, имеющему возможность возвратно-поступательного перемещения, к которому присоединены прижимные тяги 9 с па.зами для захода в них головок болтов 10 и площадками для удержания и подъема при монтаже и демонтаже штамповых вставок М.
Устройство работает следующим образом.
Перед установкой штамповых вставок 11 прижимные тяги 9 и тяга 5 с клиновой клеммой 4 подняты вверх (фиг. 1), а в верхней плите 1 опущены вниз. Верхняя и нижняя вставки в собранном виде с помощью специального загрузочного устройства подаются в зону штампо-вого пространства так, чтобы вставки разместились
над гнездом вставкодержателя 3, а головки болтов 10, монтируемых во вставках, зашли в пазы прижимных тяг. Затем загрузочное устройство опускает вставки на площадки нижних прижимных тяг и вьпгодит из зоны штампового пространства. После этого прижимные тяги совер шают возвратное движение, заводят вставки в гнездо вставкодержателя, ставят их на его опорную поверхность. Тяга с клиновой клеммой, имеющая общий привод с прижимными тягами, также совершает движение.
Как только; вставки касаются опорной поверхности гнезда вставкодержателя, клиновая поверхность клеммы начинает взаимодействовать с клиновой поверхностью вставки, сдвигая последнюю до
упора в стенки паза с контрольным
углом. Прижимные тяги, совершая дальнейшее движение, зажимают вставки. Из демонтаж осуществляется в обратной последовательности.
Формула изобретения
Устройство для крепления штамповых вставок, содержащее вставкодер- жатели с пазами, грани которых выполнены с контрольным углом, а также элементы центрирования вставок в виде клиновых клемм, отличаю-.
35
40
шения надежности и снижения трудоемкости крепления, клиновые клеммь: монтированы на приводных тягах,снабжены упругими элементами со стороны их торцов и размещены диагонально контрольным углам пазов вставкодер- жателей.
Фиг.1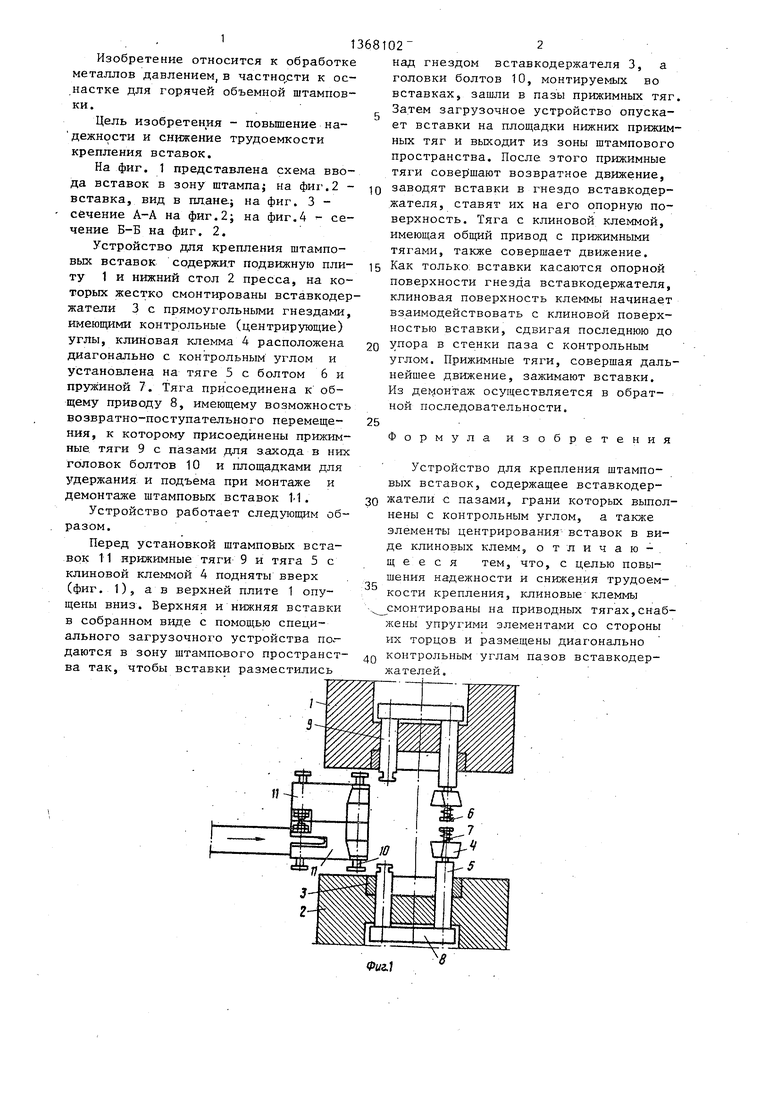
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной штамповки поковок | 1990 |
|
SU1750833A1 |
| Устройство для штамповки | 1986 |
|
SU1393522A1 |
| Устройство для изотермического деформирования | 1986 |
|
SU1349862A1 |
| Устройство к прессу для установкии дЕМОНТАжА BCTABOK КОВОчНыХ шТАМ-пОВ | 1978 |
|
SU795704A1 |
| Штамп | 1990 |
|
SU1834739A3 |
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |
| Устройство для крепления штампа на плите | 1990 |
|
SU1741953A1 |
| Устройство для замены штампов на прессах | 1986 |
|
SU1382574A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| КАТОДНАЯ СЕКЦИЯ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА (ВАРИАНТЫ) | 1993 |
|
RU2075551C1 |
Изобретение относится к обработке металлов давлением, в частности к оснастке для горячей объемной штамповки. Целью изобретения является повьппение надежности и снижение трудоемкости крепления.Для достижения дели клиновые клеммы смонтированы на приводных тягах, снабжены упругими элементами со стороны их тордов и размещены диагонально пазам вставкодержателей. При перемещении клеммы взаимодействуют со вставками по клиновым, поверхностям и сдвигают вставки, производя из закрепление. 4 ил. i (Л
A A noBepHi mo
.5
(fuz.2
5-6
Фиг.Ц
| Узел крепления сменных частей штампа к плитам | 1979 |
|
SU871918A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
