А-А
и
с
DO 9д Х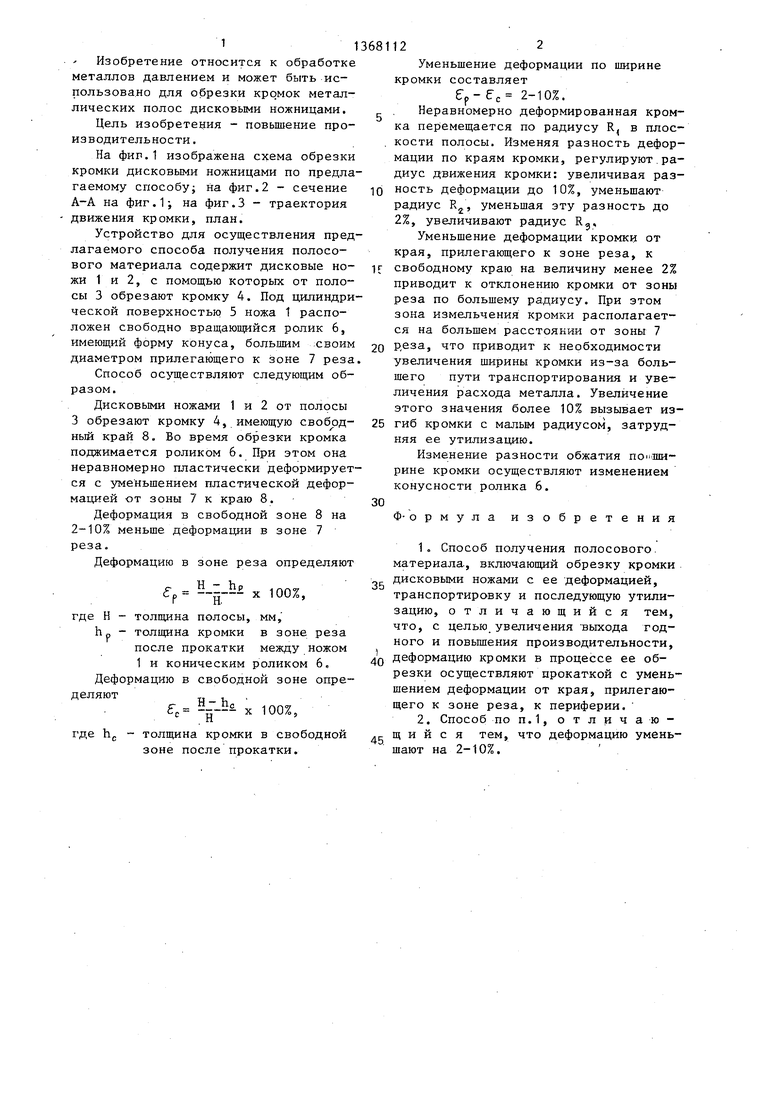
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для направления обрезаемой кромки полосового металла | 1986 |
|
SU1349908A1 |
| Устройство для продольной резки полосового материала | 1985 |
|
SU1238909A1 |
| Устройство для обрезки и крошения кромок полосового материала | 1986 |
|
SU1377171A1 |
| Устройство для обрезки кромки полосового материала и ее крошения | 1984 |
|
SU1177084A1 |
| Устройство для смазки инструмента | 1986 |
|
SU1386387A1 |
| Устройство для обрезки кромок полосового материала | 1986 |
|
SU1444099A1 |
| Инструмент для обрезки листового материала | 1982 |
|
SU1044436A1 |
| СПОСОБ ПРОДОЛЬНОЙ РЕЗКИ СТАЛИ ТОЛЩИНОЙ 2-6 ММ | 1995 |
|
RU2089355C1 |
| Способ обрезки кромок металлических полос | 1986 |
|
SU1433654A1 |
| Способ обработки полосы | 1986 |
|
SU1479211A1 |

Изобретение относится к обработ- ке металлов давлением и может быть использовано для обрезки кромок металлических полос дисковыми ножницами. Изобретение увеличивает выход годного И повышает производительность. Во время обрезки кромки дисковыми ножами 1 и 2 от полосы 3 кромка поджимается к цилиндрической поверхности 5 ножа 1 с помощью конического ролика 6. В результате этого кромка неравномерно пластически деформируется с уменьшением пластической деформации от зоны реза к краю 8 кромки на 2-10%, что приводит к ее изгибу в плоскости движения полосы от зоны реза. 1 з.п. ф-лы, 3 ил.
Фс/г2
11
Изобретение относится к обработке металлов давлением и может быть использовано для обрезки кромок металлических полос дисковыми ножницами.
Цель изобретеция - повьшение производительности.
На фир.1 изображена схема обрезки кромки дисковыми ножницами по предлагаемому способу; на фиг.2 - сечение А-А на фиг.1-, на фиг.З - траектория движения кромки, план.
Устройство для осуществления предлагаемого способа получения полосового материала содержит дисковые но- жи 1 и 2, с помощью которых от полосы 3 обрезают кромку 4. Под цилиндрической поверхностью 5 ножа 1 расположен свободно вращающийся ролик 6, имеющий форму конуса, большим :своим диаметром прилегающего к зоне 7 реза
Способ ос тцествляют следующим образом.
Дисковыми ножами 1 и 2 от полосы 3 обрезают кромку 4, имеющую свобрд- ный край 8. Во время обрезки кромка поджимается роликом 6. При этом она неравномерно пластически деформируется с уменьшением пластической деформацией от зоны 7 к краю 8.
Деформация в свободной зоне 8 на 2-10% меньше деформации в зоне 7 реза.
Деформацию в зоне реза определяют
fp
Н
в
де Н - толщина полосы, hp - толщина кромки после прокатки
X 100%,
мм,
в зоне реза
между ножом
1 и коническим роликом 6, Деформацию в свободной зоне опре
f -с
Н
X 100%,
где hg - толщина кромки в свободной зоне после прокатки.
г 0
5 0
5
) 40
122
Уменьшение деформации по ширине кромки составляет
f - F 9-107
GO --СlU/ot
Неравномерно деформированная кромка перемещается по радиусу R, в плоскости полосы. Изменяя разность деформации по краям кромки, регулируют.радиус движения кромки: увеличивая разность деформации до 10%, уменьшают радиус R, уменьшая эту разность до 2%, увеличивают радиус R,
Уменьшение деформации кромки от края, прилегающего к зоне реза, к свободному краю на величину менее 2% приводит к отклонению кромки от зоны реза по большему радиусу. При этом зона измельчения кромки располагается на большем расстоянии от зоны 7 р,еза, что приводит к необходимости увеличения ширины кромки из-за большего пути транспортирования и увеличения расхода металла. Увеличение этого значения более 10% вызывает изгиб кромки с малым радиусом, затрудняя ее утилизацию.
Изменение разности обжатия рине кромки осуществляют изменением конусности ролика 6.
Ф-ормула изобретения
| Дисковые ножницы | 1980 |
|
SU884887A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
