(Л
со а
00
00 00
вание 1, имеющее средства возвратно- поступательного перемещения по высоте, преобразователь этого движения во вращательное движение, устан ов- ленные на последнем оправки 4с пружинящими патронами, концевики которых выполнены с проточками для их независимого останова посредством фиксаторов механизма соединения патрона с оправкой 4, снабженного тремя катушками индуктивности, установленными в направляющих, образующих зубчатое колесо, две из которых неподвижны, а одна перемещается по винтовой направляющей с возможностью контакта с ферромагнитным вкладышем, расположенным внутри патрона. При вращении оправки 4 и перемещении по высоте на нее наматывается материал раскладчиком 5 с бобинодержателем 6, проходящий через средство 10 пропитки. При этом уложенные слои прикатывают упругими элементами 11. Устройство имеет централизованную систег управления рабочим циклом намотки и приготовления связующего с поддержанием стабильности вязкотекучего состояния и напора, заданной скорост намотки и толщины заготовки. 5 з.п. ф-лы, 10 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления по модели объемных изделий сложной формы | 1982 |
|
SU1084122A2 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| Станок для намотки изделий сложного профиля на неподвижных оправках | 1973 |
|
SU786169A1 |
| Устройство для наматывания нити | 1987 |
|
SU1497142A1 |
| СТАНОК ДЛЯ НАМОТКИ ИЗДЕЛИЙ ИЗ СЛОИСТЫХ ПЛАСТИКОВ | 1992 |
|
RU2060923C1 |
| Намоточное устройство | 1972 |
|
SU475279A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ДЛИННОМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2106969C1 |
| СТАНОК ДЛЯ НАМОТКИ КРИВОЛИНЕЙНЫХ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2336168C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2348529C1 |
| Многопозиционная машина для производства трубчатых изделий из полимеров | 1984 |
|
SU1335480A1 |
Изготовление относится к оборудованию для изготовления культепри- емников протезов из слоистых пластиков методом намотки. Цель изобрете ния - повьппение эффективности устройства при намотке культеприёмников протезов. Устройство содержит осно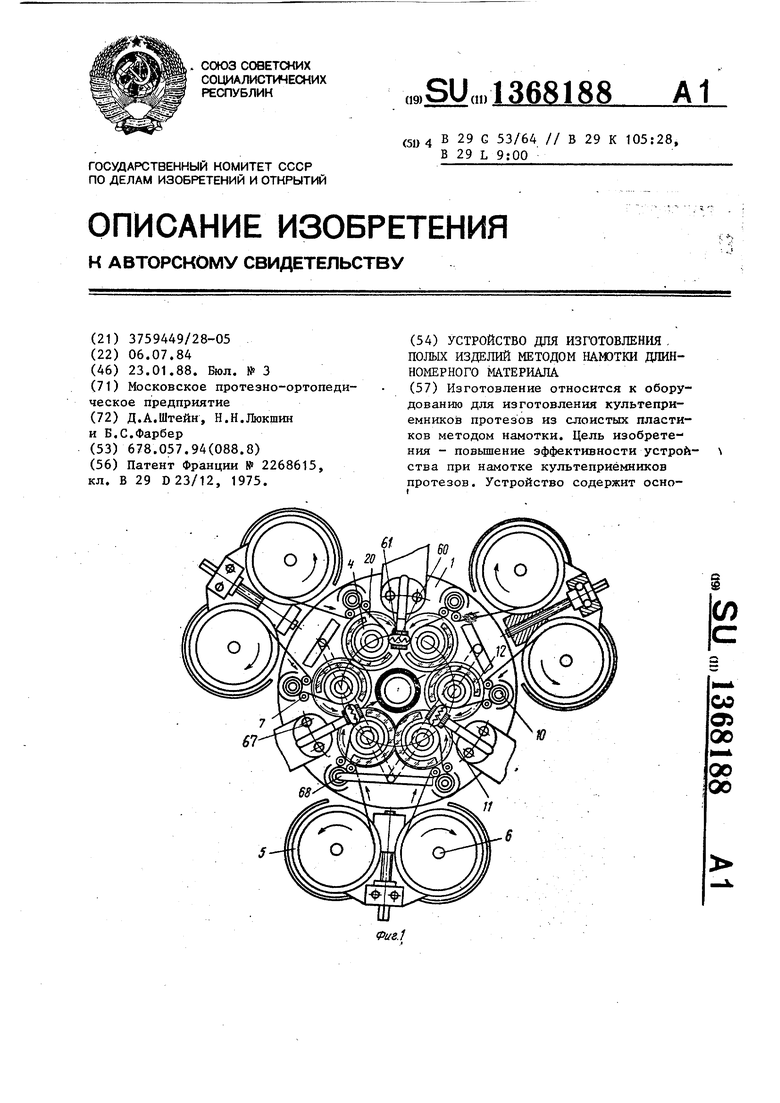
1
Изобретение относится к оборудованию для изготовления поль1х слоистых изделий методом намотки материала непрерывной длины по спирали и может быть использовано при изготовлении слоистых изделий типа культеприемни- ков протезов.
Цель изобретения - .повьшение эффективности устройства при намотке культедриемников протезов.
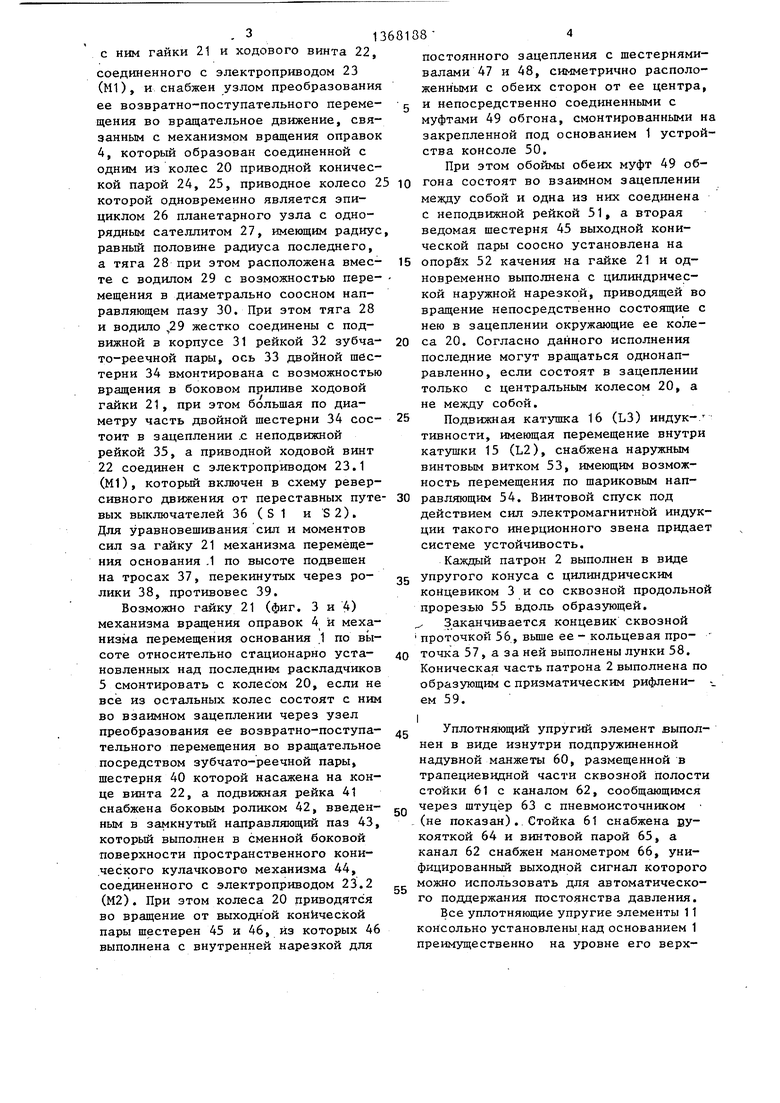
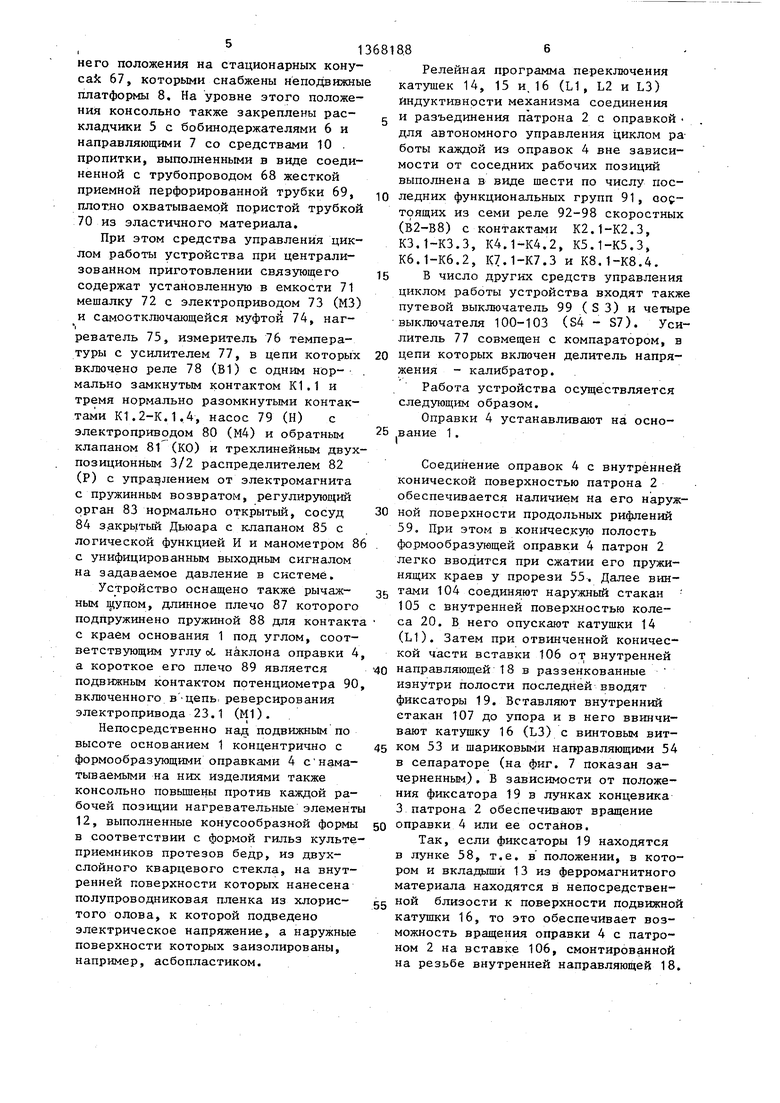
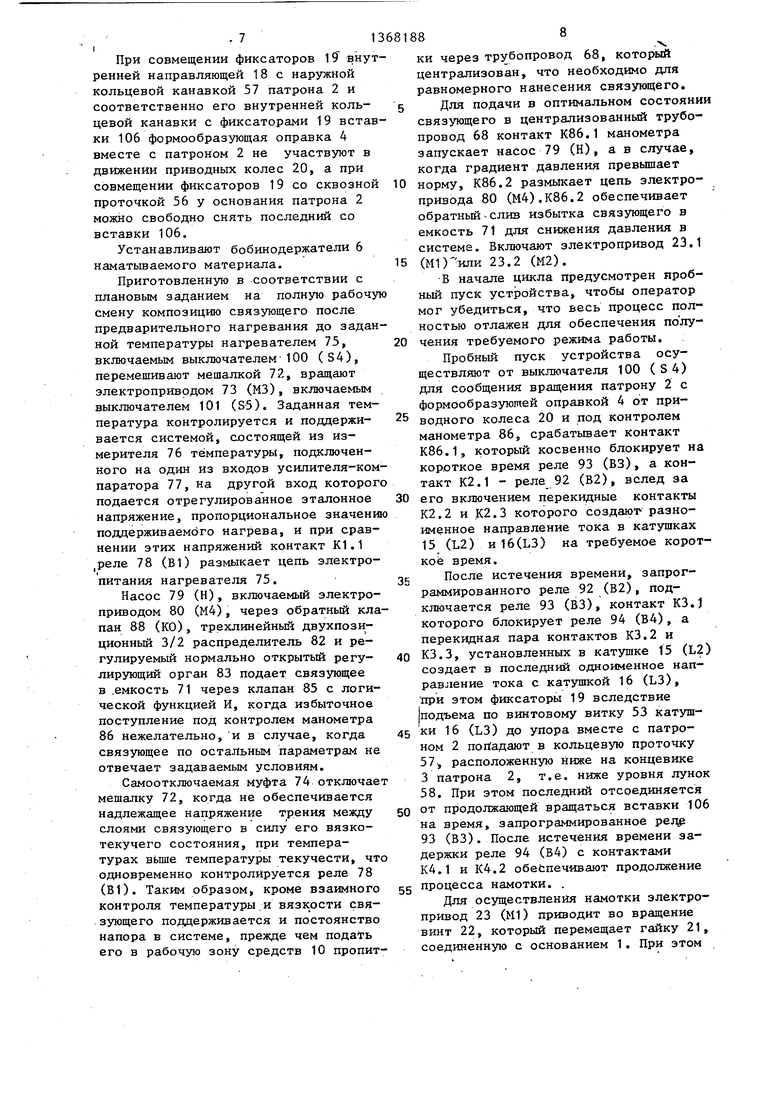
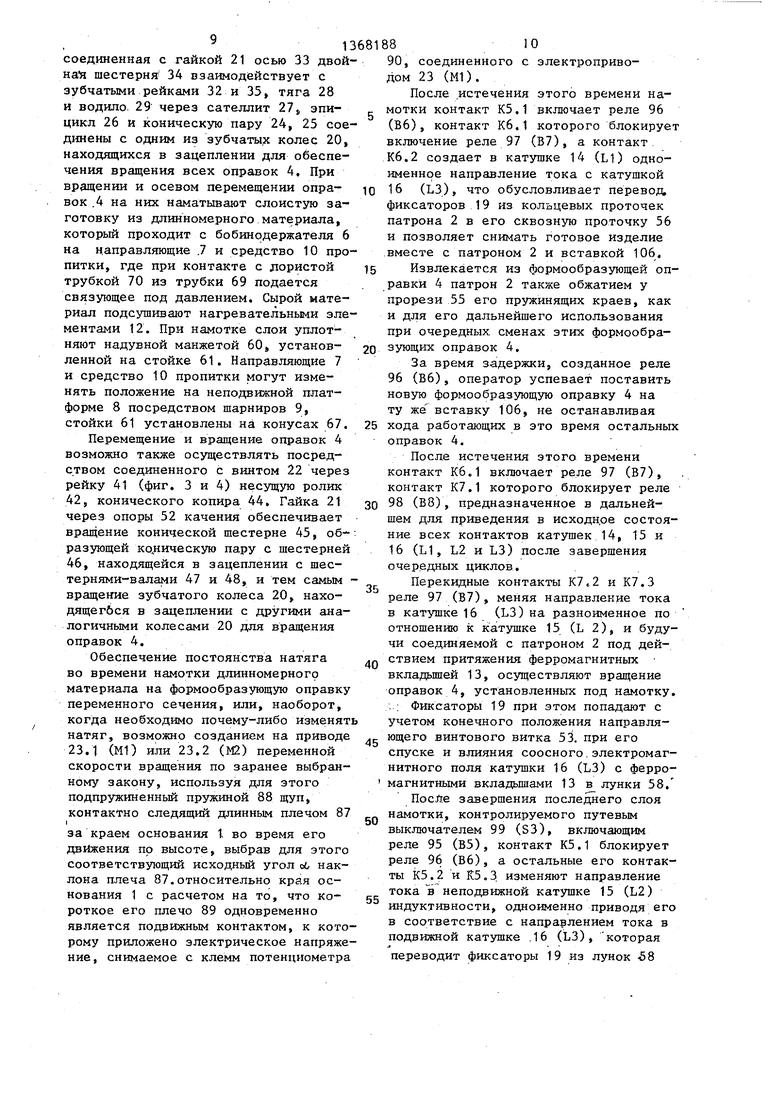
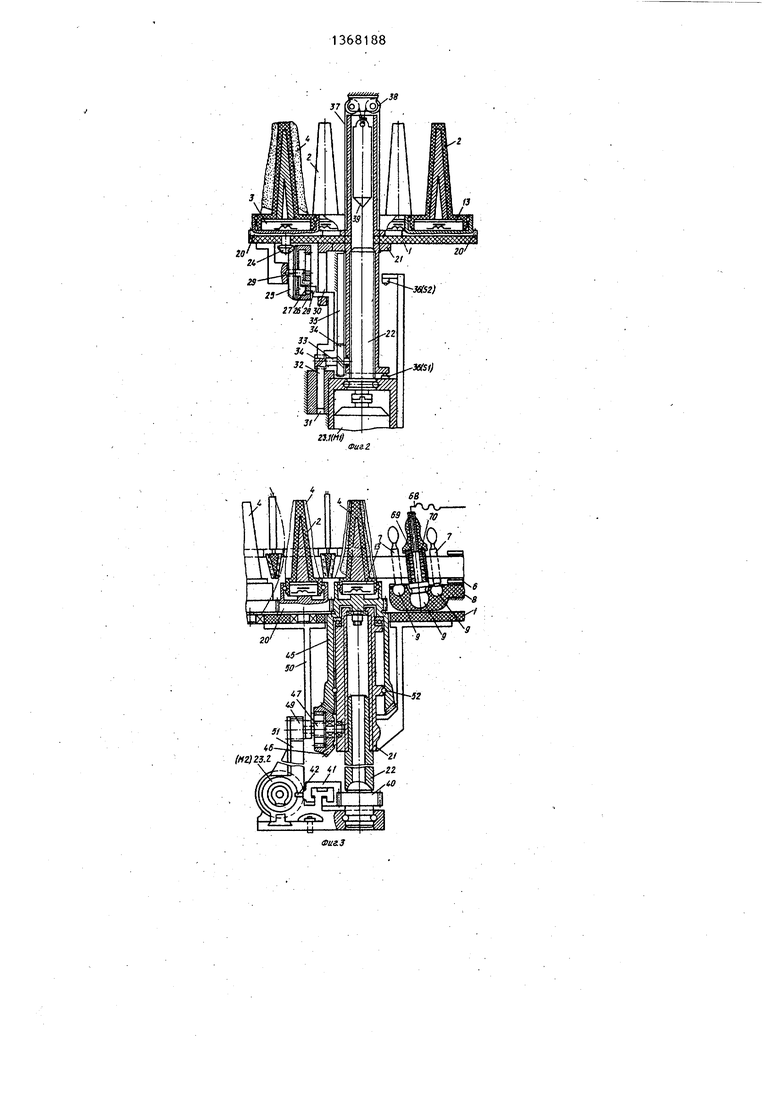
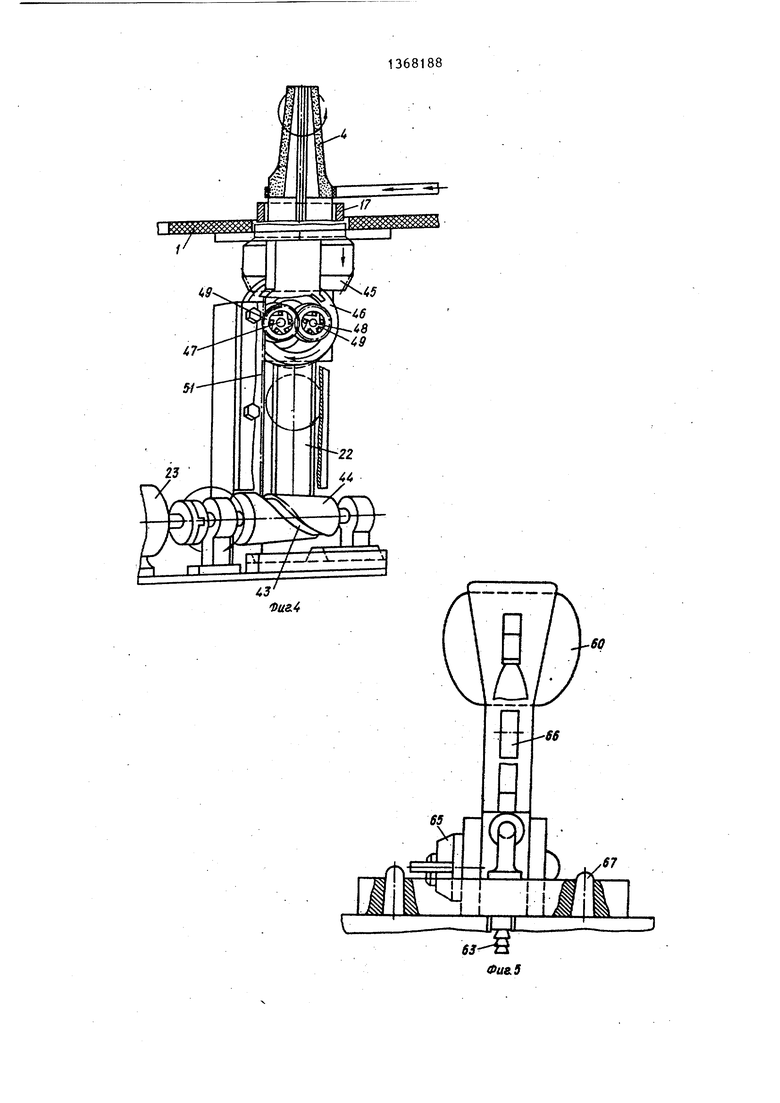
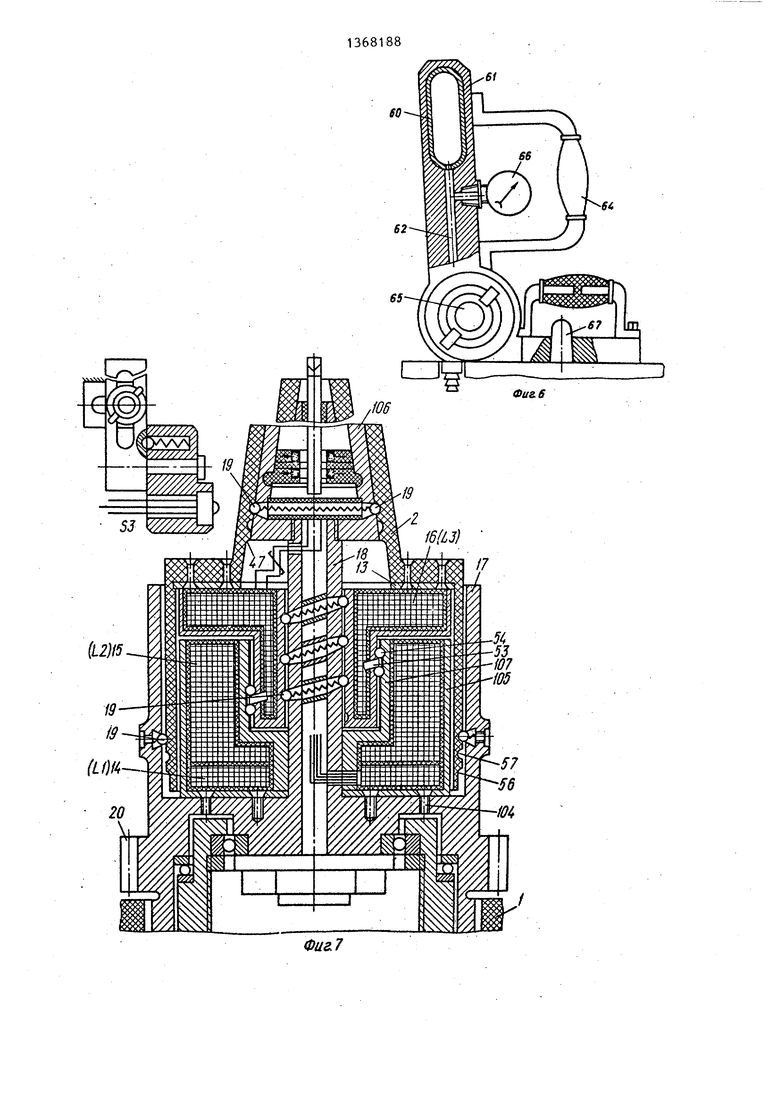
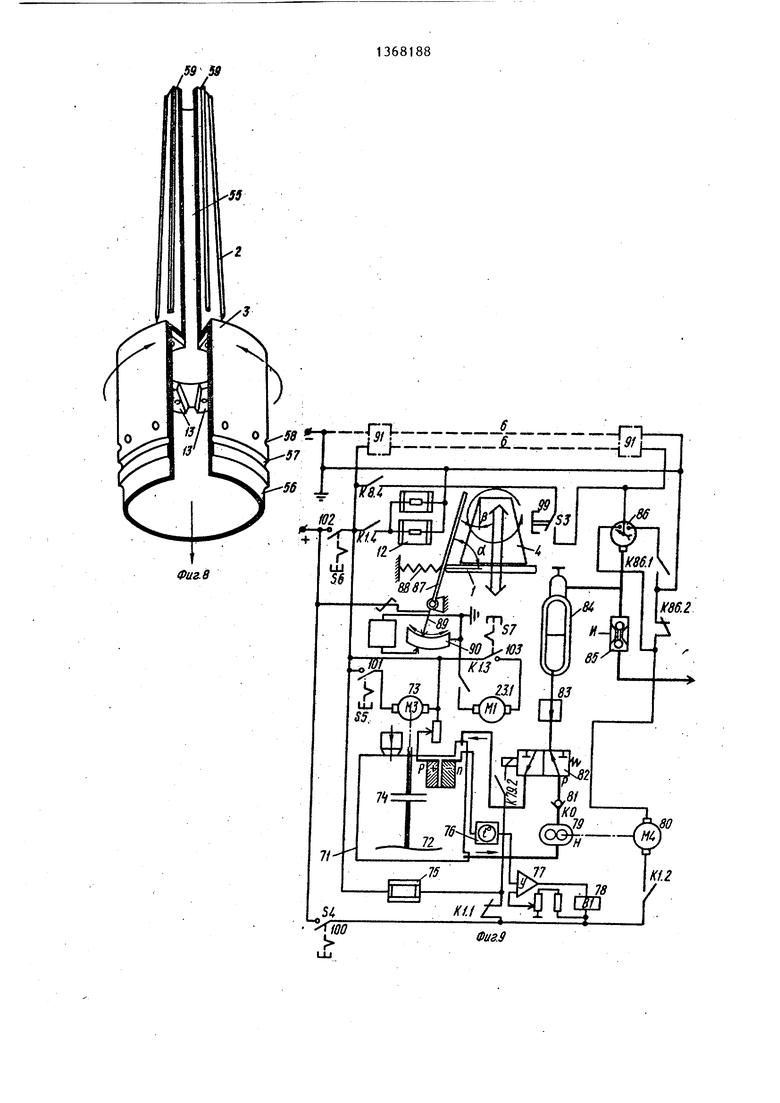
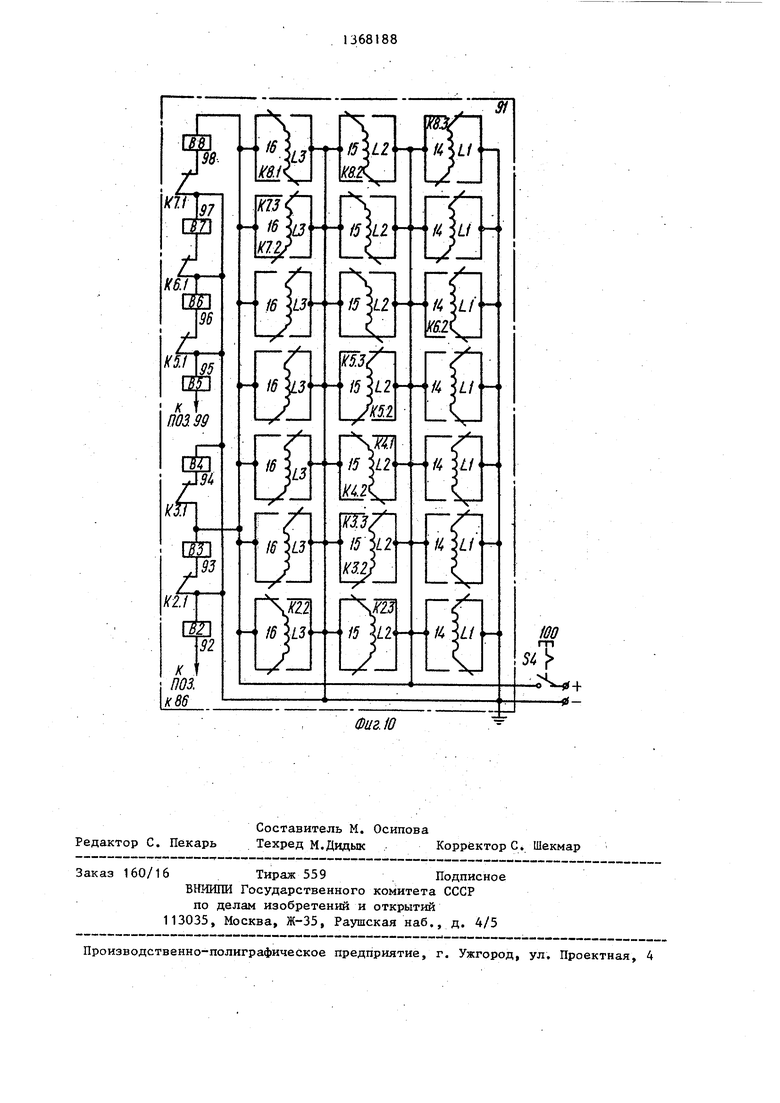
На фиг. 1 показано устройство, общий вид в плане; на фиг. 2 - устройство с механизмом вращения оправок и перемещения основания по высо- те, содержащим эпициклическое колесо, фронтальный разрез; на фиг. 3 и 4 - устройство с механизмом вращения оправок и перемещения основания по высоте, содержащим кулачок; на фиг. 5 и 6 - уплотняющий упругий элемент; на фиг. 7 - уз.ел крепления оправки; на фиг, 8 - патрон и схемы управления устройством; на фиг. 9 - средства управления циклом работы каждой оп- равки при централизованном приготовлении связующего; на фиг. 10 - релейная программа переключения катушек индуктивности механизма соединения патрона с оправкой.
Устройств,о для изготовления полых изделий методом намотки длинномерного ,материала содержит основание 1, несущее консольно закрепленные на конических патронах 2 с цилиндрическими концевиками 3.оправки 4, раскладчики
5 с бобинодержателями 6, направляющие 7 для наматывания материала, которые консольно установлены на неподвижной платформе 8 посредством шаро- вого шарнира 9 вместе со средствами 10 пропитки и уплотняющими упругими элементами 11, смонтированными между каждыми соседними оправками 4 с возможностью контакта с ними, а также нагревательные элементы 12 непрерывной сушки.
Механизм соединения патрона 2 с оправкой 4 выполнен в виде установленных одна над другой в цилиндрической полости концевика 3 патрона 2 с ферромагнитным вкладьш1ем 13 неподвижных 14 (L1.) и 15 (L2) и подвижной 16 (L3) катушек индуктивности, последняя 16 (L3) из которых расположена под ферромагнитным вкладьш1ем 13, а остальные 14 (L1) и 15 .(L2) жестко соединены с механизмом вращения оправок .4, имеющим наружную 17 и внутреннюю 18 коаксиальные направляющие, установленные с возможностью охвата катушек 14.(Ы) и 15 (L2) индуктив-- кости с концевиком 3 патрона 2 и несущие фиксаторы 19 положения послед- негр и подвижной катушки 16 (L3) индуктивности, а также образующие зубчатое колесо 20. Колеса 20 всех оправок 4 находятся во взаимном зубчатом зацеплении.
Механизм перемещения основания 1 по высоте выполнен в виде соединенной
с ним гайки 21 и ходового винта 22,
соединенного с электроприводом 23 (М1), и снабжен узлом преобразования ее возвратно-поступательного перемещения во вращательное движение, связанным с механизмом вращения оправок 4, который образован соединенной с одним из колес 20 приводной конической парой 24, 25, приводное колесо 2 которой одновременно является эпициклом 26 планетарного узла с однорядным сателлитом 27, имеющим радиус равный половине радиуса последнего, а тяга 28 при этом расположена вместе с водилом 29 с возможностью пере- мещения в диаметрально соосном направляющем пазу 30. При этом тяга 28 и водило ,29 жестко соединены с подвижной в корпусе 31 рейкой 32 зубчато-реечной пары, ось 33 двойной шестерни 34 вмонтирована с возможностью вращения в боковом приливе ходовой 21 , при этом большая по диаметру часть двойной шестерни 34 состоит в зацеплении .с неподвижной рейкой 35, а приводной ходовой винт 22 соединен с электроприводом 23.1 (М1), который включен в схему реверсивного движения от переставных путевых выключателей 36 (S 1 и S2). Для уравновешивания сил и моментов сил за гайку 21 механизма перемещения основания .1 по высоте подвешен на тросах 37, перекинутых через ролики 38, противовес 39.
Возможно гайку 21 (фиг. 3 и 4) механизма вращения оправок 4 и механизма перемещения основания .1 по высоте относительно стационарно установленных над последним раскладчиков 5 смонтировать с колесом 20, если не все из остальных колес состоят с ним во взаимном зацеплении через узел преобразования ее возвратно-поступательного перемещения во вращательное посредством зубчато-реечной пары, шестерня 40 которой насажена на конце винта 22, а подвижная рейка 41 снабжена боковым роликом 42, введенным в замкнутый направляющий паз 43, который выполнен в сменной боковой поверхности пространственного конического кулачкового механизма 44, соединенного с электроприводом 23.2 (М2). При этом колеса 20 приводятся во вращение от выходной конической пары шестерен 45 и 46, из которых 46 выполнена с внутренней нарезкой для
постоянного зацепления с шестернями- валами 47 и 48, симметрично расположенными с обеих сторон от ее центра, 5 и непосредственно соединенными с
муфтами 49 обгона, смонтированными на закрепленной под основанием 1 устройства консоле 50.
При этом обоймы обеих муфт 49 об10 гона состоят во взаимном зацеплении между собой и одна из них соединена с неподвижной рейкой 51, а вторая ведомая шестерня 45 выходной конической пары соосно установлена на
15 опорах 52 качения на гайке 21 и одновременно выполнена с цилиндрической наружной нарезкой, приводящей во вращение непосредственно состоящие с нею в зацеплении окружающие ее коле0 са 20. Согласно данного исполнения последние могут вращаться однонап- равленно, если состоят в зацеплении только с центральным колесом 20, а не между собой.
5 Подвижная катушка 16 (L3) индук-л тивности, имеющая перемещение внутри катушки 15 (L2), снабжена наружным винтовым витком 53, имеющим возможность перемещения по шариковым нап0 равляющим 54. Винтовой спуск под
действием сил электромагнитнЬй индукции такого инерционного звена придает системе устойчивость.
Каждый патрон 2 выполнен в виде
5 упругого конуса с цилиндрическим
коНцевиком 3 и со сквозной продольной прорезью 55 вдоль образующей. Заканчивается концевик сквозной проточкой 56, вьш1е ее - кольцевая про-
0 точка 57, а за ней выполнены лунки 58. Коническая часть патрона 2 выполнена по образующим с призматическим рифлени- -. ем 59.
I
Уплотняющий упругий элемент выполнен в виде изнутри подпружиненной надувной манжеты 60, размещенной в трапециевидной части сквозной полости стойки 61 с каналом 62, сообщающимся через штуцер 63 с пневмоисточником (не показан).. Стойка 61 снабжена ву- кояткой 64 и винтовой парой 65, а канал 62 снабжен манометром 66, унифицированный выходной сигнал которого можно использовать для автоматического поддержания постоянства давления. Все уплотняющие упругие элементы 11 консольно установлены над основанием 1 преимущественно на уровне его верх 136818.8
него положения на стационарных конукаин
cak 67, которьми снабжены неподвижные платформы 8. На уровне этого положения консольно также закреплены раскладчики 5 с бобинодержателями 6 и направляющими 7 со средствами 10 . пропитки, выполненными в виде соединенной с трубопроводом 68 жесткой приемной перфорированной трубки 69, плотно охватываемой пористой трубкой 70 из эластичного материала.
При этом средства управления циклом работы устройства при централизованном приготовлении связующего содержат установленнзто в емкости 71 мешалку 72 с электроприводом 73 (МЗ)
и самоотключающейся муфтой 74, нагi
реватель 75, измеритель 76 температуры с усилителем 77, в цепи которых включено реле 78 (В1) с одним нор- . мально замкнутым контактом К1.1 и тремя нормально разомкнутыми контактами К1.2-К.1,4, насос 79 (Н) с электроприводом 80 (М4) и обратным клапаном 81 (КО) и трехлинейным двух- позиционным 3/2 распределителем 82 (Р) с упра)лением от электромагнита с пружинным возвратом, регулирующий орган 83 нормально открытый, сосуд 84 закрытый Дьюара с клапаном 85 с логической функцией И и манометром 86 с унифицированным выходным сигналом на задаваемое давление в системе.
Устройство оснащено такжб рычажным iitynoM, длинное плечо 87 которого подпружинено пружиной 88 для контакта с краем основания 1 под углом, соответствующим углу оС наклона оправки 4, а короткое его плечо 89 является подвижным контактом потенциометра 90, включенного в -цепь, реверсирования электропривода 23.1 (М1).
Непосредственно над подвижным по высоте основанием 1 концентрично с формообразующими оправками 4 с наматываемыми на них изделиями также консольно повышены против каждой рабочей позиции нагревательные элементы 12, выполненные конусообразной формы в соответствии с формой гильз культе- приемников протезов бедр, из двухслойного кварцевого стекла, на внутренней поверхности которых нанесена полупроводниковая пленка из хлористого олова, к которой подведено электрическое напряжение, а наружные поверхности которых заизолированы, например, асбопластиком.
Релейная программа переключения катушек 14, 15 и, 16 (L1, L2 и L3) индуктивности механизма соединения
и разъединения патрона 2 с оправкой для автономного управления циклом работы каждой из оправок 4 вне зависимости от соседних рабочих позиций выполнена в виде шести по числу последних функциональных групп 91, состоящих из семи реле 92-98 скоростных (В2-В8) с контактами К2.1-К2.3, К3.1-КЗ.З, К4.1-К4.2, К5.1-К5.3, К6.1-К6.2, К7.1-К7.3 и К8.1-К8.4.
В число других средств управления циклом работы устройства входят также путевой выключатель 99(33) и четыре выключателя 100-103 (S4 - S7). Усилитель 77 совмещен с компаратором, в
цепи которых включен делитель напряжения - калибратор.
Работа устройства осуществляется следующим образом.
Оправки 4 устанавливают на основание 1.
Соединение оправок 4 с внутренней конической поверхностью патрона 2 обеспечивается наличием на его наружной поверхности продольных рифлений 59, При этом в коническую полость формообразующей оправки 4 патрон 2 легко вводится при сжатии его пружинящих краев у прорези 55, Далее винтами 104 соединяют наружный стакан 105 с внутренней поверхностью колеса 20. Б него опускают катушки 14 (L1). Затем при отвинченной конической части вставки 106 от внутренней
направляющей 18 в раз зенкованные изнутри полости последней вводят фиксаторы 19. Вставляют внутренний стакан 107 до упора и в него ввинчивают катушку 16 (L3) с винтовым витком 53 и шариковыми направляющими 54 в сепараторе (на фиг. 7 показан зачерненным) . В зависимости от положения фиксатора 19 в лунках концевика 3 патрона 2 обеспечивают вращение оправки 4 или ее останов.
Так, если фиксаторы 19 находятся в лунке 58, т.е. в положении, в котором и вкладьпви 13 из ферромагнитного материала находятся в непосредственной близости к поверхности подвижной катушки 16, то это обеспечивает возможность вращения оправки 4 с патроном 2 на вставке 106, смонтированной на резьбе внутренней направляющей 18.
.713681
При совмещении фиксаторов 19 внутренней направляющей 18 с наружной кольцевой канавкой 57 патрона 2 и соответственно его внутренней коль- g цевой канавки с фиксаторами 19 вставки 106 формообразующая оправка 4 вместе с патроном 2 не участвуют в движении приводных колес 20, а при совмещении фиксаторов 19 со сквозной 10 проточкой 56 у основания патрона 2 можно свободно снять последний со вставки 106.
Устанавливают бобинодержатели 6 наматьшаемого материала.15
Приготовленную в соответствии с плановым заданием на полную рабочую смену композицию связующего после предварительного нагревания до заданной температуры нагревателем 75, 20 включаемым выключателем 100 (S4), перемешивают мешалкой 72, вращают электроприводом 73 (МЗ), включаемым выключателем 101 (S5). Заданная температура контролируется и поддержи- 25 вается системой, состоящей из измерителя 76 температуры, подключенного на один из входов усилителя-компаратора 77, на другой вход которого подается отрегулированное эталонное 30 напряжение, пропорциональное значению поддерживаемого нагрева, и при сравнении зтих напряжений контакт К1.1 реле 78 (В1) размыкает цепь электропитания нагревателя 75.35
Насос 79 (Н), включаемый электроприводом 80 (М4), через обратный клапан 88 (ко), трехлинейньй двухпози- ционный 3/2 распределитель 82 и регулируемый нормально открытый регу- 40 лирующий орган 83 подает связующее в .емкость 71 через клапан 85 с логической функцией И, когда избыточное поступление под контролем манометра 86 нежелательно, ив случае, когда 45 связующее по остальным параметрам не отвечает задаваемым условиям.
Самоотключаемая муфта 74 отключает ешалку 72, когда не обеспечивается адлежащее напряжение трения между 50 слоями связующего в силу его вязко- текучего состояния, при темпераурах вьш1е температуры текучести, что дновременно контролируется реле 78 (В1). Таким образом, кроме взаимного 55 онтроля температуры и вязкости свя- ующего поддерживается и постоянство апора в системе, прежде чем пода гь го в рабочую зону средств 10 пропит
8
ки через трубопровод 68, который централизован, что необходимо для равномерного нанесения связующего.
Для подачи в оптимальном состояни связующего в централизованный трубопровод 68 контакт К86.1 манометра запускает насос 79 (Н), а в случае, когда градиент давления превышает норму, К86.2 размыкает цепь электропривода 80 (М4),К86.2 обеспечивает обратный - слив избытка связующего в емкость 71 для снижения давления в системе. Включают электропривод 23,1 (М1)ш1и 23.2 (М2).
В начале цикла предусмотрен пробный пуск устройства, чтобы оператор мог убедиться, что весь процесс полностью отлажен для обеспечения по лу- чения требуемого режима работы.
Пробный пуск устройства осуществляют от выключателя 100 (S4) для сообщения вращения патрону 2 с формообразуютей оправкой 4 от приводного колеса 20 и под контролем манометра 86, срабатьшает контакт К86.1, который косвенно блокирует на короткое время реле 93 (ВЗ), а контакт К2.1 - реле 92 (В2), вслед за его включением переквдные контакты К2.2 и К2.3 которого создают разноименное направление тока в катушках 15 (L2) и16(L3) на требуемое короткое время.
После истечения времени, запрограммированного реле 92 (В2), подключается реле 93 (ВЗ), контакт K3.J которого блокирует реле 94 (В4), а перекидная пара контактов КЗ.2 и КЗ.З, установленных в катушке 15 (L2 создает в последний одноименное направление тока с катушкой 16 (L3), при этом фиксаторы 19 вследствие подъема по винтовому витку 53 катушки 16 (L3) до упора вместе с патроном 2 поп;адают в кольцевую проточку
57,расположенную ниже на концевике
3 патрона 2, т.е. ниже уровня лунок
93 (ВЗ). После истечения времени задержки реле 94 (В4) с контактами К4.1 и К4.2 обеЬпечивают продолжение процесса намотки. .
Для осуществления намотки электропривод 23 (М1) приводит во вращение винт 22, который перемещает гайку 21, соединенную с основанием 1. При этом
соединенная с гайкой 21 осью 33 двой- на й шестерня 34 взаимодействует с зубчатыми рейками 32 и 35, тяга 28 и водило. 29 через сателлит 27$ эпицикл 26 и коническую пару 24, 25 соединены с одним из зубчатых колес 20, находящихся в зацеплении для обеспечения вращения всех оправок 4. При вращении и осевом перемещении оправок .4 на них наматывают слоистую заготовку из длинномерного материала, который проходит с бобинодержателя 6 на направляющие .7 и средство 10 пропитки, где при контакте с лористой трубкой 70 из трубки 69 подается связующее под давлением. Сырой материал подсушивают нагревательными элементами 12. При намотке слои уплотняют надувной манжетой 60, установленной на стойке 61. Направляющие 7 и средство 10 пропитки могут изменять положение на неподвижной платформе 8 посредством шарниров 9, стойки 61 установлены на конусах 67. Перемещение и вращение оправок 4 возможно также осуществлять посредством соединенного с винтом 22 через рейку 41 (фиг. 3 и 4) несущую ролик 42, конического копира 44. Гайка 21 через опоры 52 качения обеспечивает вращение конической шестерне 45, образующей ко,ническую пару с шестерней 46, находящейся в зацеплении с шестернями-валами 47 и 48, и тем самым вращение зубчатого колеса 20, нахо- дящегбся в зацеплении с другими аналогичными колесами 20 для вращения оправок 4.
Обеспечение постоянства натяга во времени намотки длинномерного материала на формообразующую оправку переменного сечения, или, наоборот, когДа необходимо почему-либо изменят натяг, возможно созданием на приводе 23.1 (Ml) или 23.2 (М2) переменной скорости вращения по заранее выбранному закону, используя для этого подпружиненный пружиной 88 щуп,
контактно следящий длинным плечом 87
I
за краем основания t во время его движения по высоте, выбрав для этого соответствующий исходный угол об наклона плеча 87.относительно края основания 1 с расчетом на то, что короткое его плечо 89 одновременно является подвижным контактом, к которому приложено электрическое напряжение, снимаемое с клемм потенциометра
5
0
90, соединенного с электроприводом 23 (Ml).
После истечения этого времени намотки контакт К5.1 включает реле 96 (В6), контакт Кб.1 которого блокирует включение реле 97 (В7), а контакт Кб.2 создает в катушке 14 (L1) одноименное направление тока с катушкой 16 (L3), что обусловливает перевод, фиксаторов 19 из кольцевых проточек патрона 2 в его сквозную проточку 56 и позволяет снимать готовое изделие вместе с патроном 2 и вставкой 106.
Извлекается из формообразующей оправки 4 патрон 2 также обжатием у прорези 55 его пружинящих краев, как и для его дальнейшего использования при очередных сменах этих формообразующих оправок 4.
За время задержки, созданное реле 96 (Вб), оператор успевает поставить новую формообраззтащую оправку 4 на ту же вставку 106, не останавливая 5 хода работающих в это время остальных оправок 4.
После истечения этого времени контакт К6.1 включает реле 97 (В7), контакт К7.1 которого блокирует реле 98 (В8), предназначенное в дальнейшем для приведения в исходн.ое состояние всех контактов катушек 14, 15 и 16 (L1, L2 и L3) после завершения очередных циклов.
Перекидные контакты К7«2 и К7.3 реле 97 (В7), меняя направление тока в катушке 16 (L3) на разноименное по отношению к катушке 15 (L 2), и будучи соединяемой с патроном 2 под дей- ,, ствием притяжения ферромагнитных вкладашгей 13, осуществляют вращение оправок 4, установленных под намотку. . : Фиксаторы 19 при этом попадают с учетом конечного положения направляющего винтового витка 53. при его спуске и влияния соосного.электромагнитного поля катушки 16 (L3) с ферромагнитными вкладашгами 13 в лунки 58.
После завершения последнего слоя
0
5
5
выключателем 99 (S3), включающим реле 95 (В5), контакт К5.1 блокирует реле 96 (Вб), а остальные его контакты К5.2 и К5.3 изменяют направление тока в неподвижной катушке 15 (L2) индуктивности, одноименно приводя его в соответствие с направлением тока в подвижной катушке .16 (L3), которая
переводит фиксаторы 19 нз лунок -68
I
патрона 2 в его кольцевые наружную и внутреннюю проточки 57, обусловливающие холостой ход шестерни 20,
Время задержки, созданное реле 95 (В5), позволяет оператору отрезать конец материала.
По окончании рабочего цикла реле 98 (В8) своим четвертым контактом КЗ,4 последовательно подключает ту или иную функциональную группу 91 в соответствии с производственной прог раммой,
Таким образом, данное устройство позволяет изготовить полые изделия типа культеприемников протезов методом намотки длинномерного материала, отвечая требованиям производства.
Формула изобретения
жена под ферромагнитным вкладышем концевика патрона, а неподвижные жестко соединены с механизмом враще« g ния оправок, ш {еющим наружную и внут- реннйю коаксиальные направляющие, установленные с возможностью охвата катушки индуктивности с концевиком патрона и несущие фиксаторы положе- 10 ния концевика патрона и подвижной катушки индуктивности,
2,Устройство по п, 1, о т л и- чающееся тем, что механизм перемещения основания по высоте вы15 полнен в виде соединенной с ним гайки и приводного винта и снабжен узлом преобразования ее возвратно- поступательного перемещения во вращательное движение, кинематически
0 связанным с механизмом вращения оправок,
3,Устройство по п. 1, о т л и- чающёеся тем, что подвижная катушка индуктивности снабжена наруж5 ным винтовым витком и установлена в неподвижной катушке с возможностью перемещения по шариковым направляющим.
4,Устройство по п. 1, о т л и- 0 чающееся тем, что патрон выполнен в виде упругого конуса с линдрическим концевиком, именнцим сквозную прорезь вдоль образующей.
5,Устройство по п. 1, о т л и- чающееся тем, что средство пропитки и направляющие для наматываемого материала установлены на неподвижной платформе посредством шарового шарнира.
5
о. Устройство по п. 1, о т л ичающееся тем, что средства управления циклом работы каждой оправки снабжены релейной программой переключения катушек индуктивности механизма соединения патрона с оправкой.
offssa
3 I
31
ш(т)
0Uii
s
(Н2)23.г
66
Фиг.4
Фиг.9
г
Фиг. 10
| СПОСОБ ПОЛУЧЕНИЯ ГРЕЧНЕВОЙ МУКИ | 2004 |
|
RU2268615C1 |
| Солесос | 1922 |
|
SU29A1 |
