со
О)
со
Изобретение относится к переработке пластмасс и может быть использовано для дозирования волокнистых материалов .
Цель изобретения - повышение точности дозирования за счет повьшения эффективности расчесывания материалов.
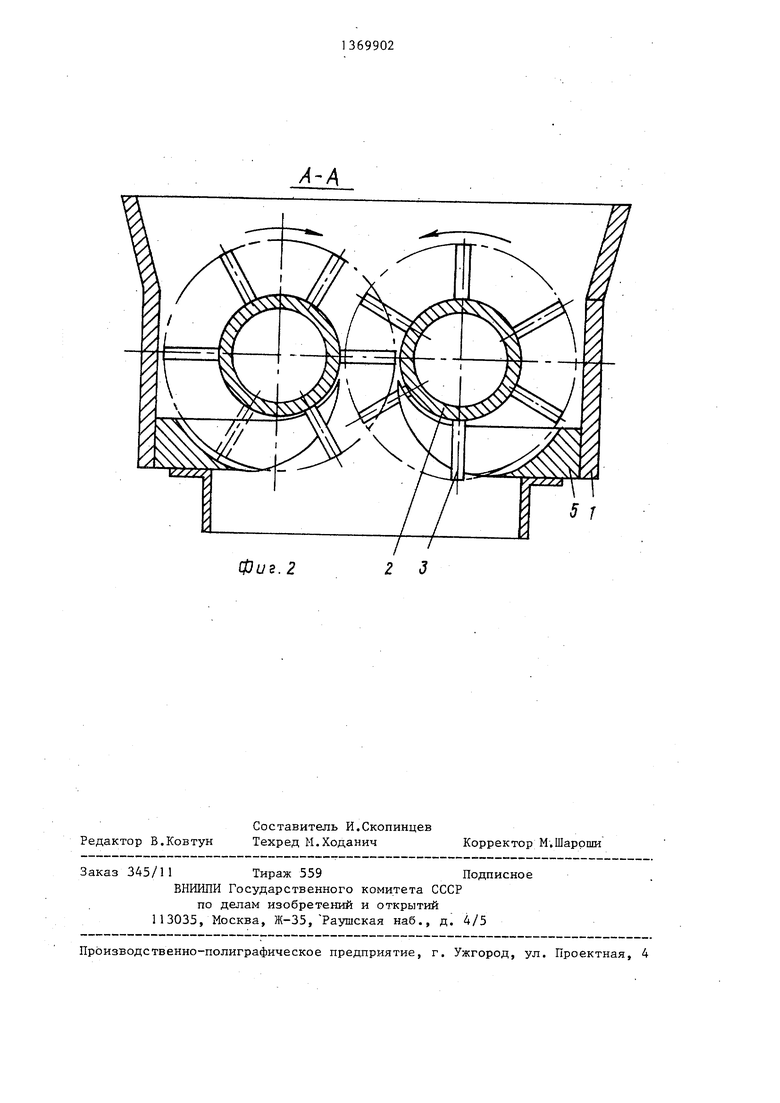
На фиг.1 показан питатель-дозатор волокнистых материалов; на фиг.2 - ;разрез А-А на фиг.1.
Питатель-дозатор для осуществления способа дозирования полимерных во- локнистых материалов содержит кор- ;пус 1, в котором установлены с возможностью вращения навстречу друг другу барабаны 2 с расположенными на них витками по винтовой линии пальцами 3, причем пальцы на каждом из барабанов установлены в разных плоскостях вращения с возможностью захода в межпальцевое пространство друго го барабана, привод 4 вращения барабанов 2, устройство.в виде гребенки, 5 для очистки пальцев 3. Гребенки 5 расположены под каждым барабаном 2 и имеют заостренные, плавно утолщающиеся в направлении вращения барабанов 2 зубья. Привод 4 вращения 1барабанов 2 вьшолнен с возможностью придания им угловых скоростей, определяемых из соотношения W,: со : 1:п, где п - число пальцев в одном витке барабана, ш и tu угловые |скорости барабанов,С , : Способ осзпцествляется следующим Образом.
Находящийся в бункере (не показан над барабанами 2 волокнистый материал захватывается пальцами 3. Барабаны 2 с пальцами 3 вращаются с разной скоростью от привода 4, материал при этом расчесывается и доэированно подается на транспортирующее устройство (не показано) для дальнейшей переработки. Налипающий в процессе работы питателя-дозатора на пальцы 3 матерлал очищается зубьями гребенки 5 при прохождении в ее пазах вращающихся пальцев.
Из соотношения угловых скоростей вращения барабанов ш,: и) 1 :п видно что за один оборот тихоходного барабана быстроходный барабан сделает столько оборотов, сколько находится на нем пальцев 3 в одном витке. При этом условии находящийся .в межпальцевом пространстве тихоходного барабана материал обязательно попадает под расчесывающее воздействие одного из пальцев быстроходного барабана,
одновременно материал, находящийся в межпальцевом пространстве быстроходного барабана, при его вращении периодически попадает под воздействие одного из пальцев тихоходного барабана.
При вращении барабанов с угловыми скоростями, соотношение которых со,: w f i :n, происходит снижение эффективности расчесывания, так как
увеличивается количество порций материала в межпальцевом пространстве одного из барабанов, не подвергшихся расчесывающему воздействию пальцев другого барабана.
, Соотношение угловых скоростей вращающихся навстречу друг другу барабанов с расположенными на их поверхности по винтовой линии пальцами установлено из следующих соображений.
Поскольку питатель-дозатор может быть использован, в основном, при дозированной подаче волокнистых полимерных материалов, представляющих собой спутанньй длинноволокнистый
наполнитель, пропитанный олигомерньш связующим, например волокнит У-2-301- 07, они обладают плохой сыпучестью, малым насыпным весом, склонностью к комкованию.
Процесс дозирования таких материалов сводится к операциям по раздир- ке - расчесыванию и отделению порций от общей массы материала. В предлагаемом питателе-дозаторе такие операции осуществляются пальцами вращающихся навстречу друг другу с разными угловыми скоростями барабанов. Захваченный пальцами из общей массы материал движется по направлению
вращения барабана, располагаясь в
виде ленты по винтовой линии по фрон- ту пальцев. В зоне взаимодействия (пересечения траектории) пальцев 3 движущаяся масса материала расчесывается и разделяется на отдельнь:е пор- ции пальцами 3 противоположного барабана, вращающегося с меньшей ско- ростью (тихоходного барабана). В дальнейшем, разделенный на порции.
материал снимается с пальцев 3 устройством очистки. С целью повьшзения точности дозирования, т.е. получения отдельных порций, близких по массе между собой, необходимо, чтобы в зо
не расчесывания (взаимодействия пальцев) материал, перемещаемый пальцами одного витка быстроходного барабана, постоянно подвергался расчесывающему воздействию одним и тем же количеством пальцев тихоходного барабана. Кроме того, материал, захватываемый и перемещаемый пальцами тихоходного барабана, в зоне расчесывания обгоняется материалом, перемещаемым пальцами быстроходного барабана, и, добавляясь к массе, движущейся быстрее, также должен взаимодействовать с тем же постоянным количеством паль- цев тихоходного барабана.
Поставленное условие с необходимости нахождения в зоне расчесьтания одного и того же количества пальцев тихоходного барабана выполняется
лишь в. случае, когда ш где п - число пальцев i
ш 1:п, одном витке
барабана, а ш, и
Wjугловые скорости тихоходного и быстроходного барабанов соответственно.
Например, число пальцев принято п « 6, расположенных в одном витке каждого из барабанов, тогда приведенное соотношение примет вид W,: 1:6, при этом скорость вращения тихоходного барабана.
В начальный момент материал, находящийся над барабанами, под действием своей массы прижимается к барабанам, но не просьтается из-за плохой сыпучести.
При вращении материал, находящийся перед пальцами быстроходного барабана, начинает перемещаться в зону расчесьтания: сначала перемещается материал, находящийся перед первым пальцем, затем - находящийся перед вторым пальцем и т.д. по винтовой линии. Проходя зону расчесывания мате5
0
5
0
5
0
риал, снимаемый со второго пальца тихоходного барабана. Продолжая перемещаться : последующими пальцами (чет- вертьш и пятым ) быстроходного барабана, захваченная масса подвергается расчесывающему воздействию только вторым пальцем тихоходного барабана. Продолжая вращение, быстроходный барабан перемещает своими пальцами следующую ленту материала, расположенного по фронту пальцев по винтовой линии, и при следующем повороте происходит снятие материала, перемещаемого третьим пальцем тихоходного барабана, и расчесывание с отделением порций материала между третьим и четвертым пальцами быстроходного барабана за счет воздействия третьего пальца тихоходного барабана. Следующий виток быстроходного барабана способствует расчесыванию и отделению порций материала между четвертым и пятым пальцами за счет воздействия четвертого пальца тихоходного барабана и т.д. Таким образом, за один оборот быстроходного барабана материал, перемещаемый его пальцами,подвергается расчесывающему воздействию только oднkм пальцем тихоходного барабана за счет того, что последний поворачивается на 1/6 оборота, т.е. на часть оборота, соответствующую количеству пальцев, за исключением начального момента, когда барабаны питателя начинают вращение.
Таким образом, дозирование материала происходит за счет сложения. двух порций отсеченного материала, полученных за два оборота быстроходного барабана. Эти две порции в сумме составляют массу материала, захваченного всеми пальцами одного вит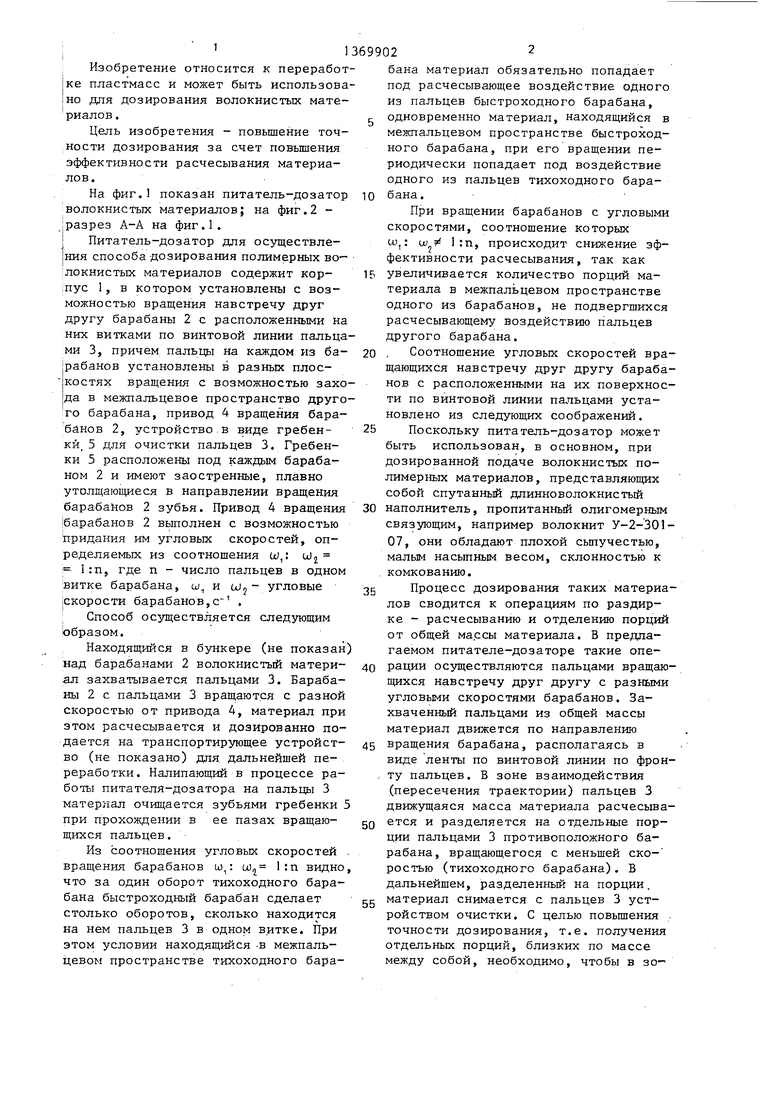
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приготовления волокнистой теплоизоляции | 1987 |
|
SU1418046A1 |
| Питатель-дозатор волокнистых материалов | 1987 |
|
SU1482807A1 |
| МАШИНА ДЛЯ ОБРАБОТКИ НИЗШИХ СОРТОВ ШЕРСТИ ^ | 1972 |
|
SU350874A1 |
| Установка для нанесения волокнистой теплоизоляции | 1978 |
|
SU727603A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ВОЛОКНИСТОГО ХОЛСТА | 2001 |
|
RU2185466C1 |
| Устройство для дозированной подачи волокнистого материала | 1985 |
|
SU1240796A1 |
| КАРДО-ПРЯДИЛЬНЫЙ АВТОМАТ | 1927 |
|
SU9054A1 |
| НАКОПИТЕЛЬ-ПИТАТЕЛЬ ДЛЯ РЕЗАНОГО ТАБАКА | 2002 |
|
RU2218848C1 |
| ПИТАТЕЛЬ-ДОЗАТОР | 2003 |
|
RU2264707C2 |
| Смеситель сыпучих материалов | 1982 |
|
SU1101357A2 |
Изобретение относится к области переработки пластмасс и м.б. использовано для дозирования волокнистых материалов. Цель изобретения - повышение точности дозирования за счет повьппения эффективности расчесывания материала. Для этого питатель-дозатор содержит барабаны. На барабанах по винтовой линии витками расположены пальцы. Барабаны вращаются навстречу друг другу от привода. Угловые скорости вращения барабанов выбирают из соотношения и,: uJj 1 :п, п - число пальцев в одном витке w,, ы, угловые скорости барабанов. Это позволяет повысить точность дозирования благодаря тому, что за один оборот тихоходного барабана быстроходный сделает столько оборотов, сколько находится на нем пальцев в одном витке. При этом материал из межпальцевого пространства тихоходного барабана расчесывается одним из пальцев быстроходного, и наоборот. Эффективность расчесывания способствует повышению точности дозирования и качеству изделий. 2 ил. & (Л
риал, находящийся между пальцами пер- 45 быстроходного барабана с добавлевым и вторым быстроходного барабана, подвергается расчесыванию и отделению от остальной массы первым пальцем тихоходного барабана. Далее материал, перемещаемый вторым пальцем быстр оходного барабана, поступает в зону дозирования и проходит ее без расчесывания, при этом второй палец быстроходного барабана захватывает часть материала, перемещаемого пальцем тихоходного барабана. Следующий четвертый палец быстроходного барабана, двигаясь в зону расчесывания, перемещает свой материал н мате0
5
нием к ним части материала, снятого с одного из пальцев тихоходного бара, бана, находящегося в зоне расчесыва- ния.
При соотношении угловых скоростей вращающихся навстречу друг другу барабанов с пальцами ы,: U) 1:(п-1), например для приведенного примера Со,: 0)5 1:3, межпальцевые пространства, образованные пальцами одного витка быстроходного барабана, пересекают периодически первый или второй паль цы тихоходного барабй а, а при соотношении угловых скоростей w : ц).
l:(n+O, например для приведенной схемы О;,: о), J, межпальцевые пространства, образованные пальцами одного витка быстроходного барабана, периодически пересекают первый палец тихоходного барабана или вообще не пересекают.
В случаях,когда со,:
W
1:п, резко нарушается размер периодически от-10 что пальцы на каждом из барабанов ус- секаемых в процессе работы питателя порций материала, что снижает точность дозирования.
Выбор формы устройства очистки пальцев обосновывается следующими со- 15 высить точность дозирования и сократановлены в разных плоскостях вращения с возможностью сообщения им разных угловых скоростей.
Предлагаемый способ позволяет по
ображениями.
Пальцы, расположенные на вращающемся барабане при выходе из зоны расчесывания, проходят пазы гребен- ки, расположенной под барабаном,причем ширина паза принимается.на 1- 2 мм больше диаметра пальца, этот размер обеспечивает эффективную очистку пальцев от налипающего материала. При этом в месте сопряжения пальцев со стенками пазов, гребенки происходит интенсивное разрушение волокнистого наполнителя материала. Во избежание такого разрушения зубья гре- бенки выполнены с заостренными концами, взаимодействующими с основаниями пальцев, а для эффективного снятия налипшего на пальцы материала (без его. разрушения) противоположная от основания пальца образующая поверхность зуба выполнена плавно удаляющейся от центра вращения барабаСпособ дозирования полимерных волокнистых материалов путем подачи материалов между вращающимися навстречу друг другу барабанами с расположенными на них витками по винтовой линии пальцами, о тличающи й- с я тем, что, с целью повьш1ения точности дозирования за счет повьш1ения эффективности расчесывания материалов, угловые скорости вращения барана, т.е. заостреннью зуб гребенки выполнен плавно утолщающимся в направ- 40 банов выбирают из соотношения ы,: и) лении вращения барабана. 1:п, где п - число пальцев в одном
Такая форма устройства очистки витке барабана, Ц), ы - угловые ско- пальцев позволяет при вращении бара- рости барабанов, .
бана с пальцами снимать с них налипший материал от основания пальцев к периферии без разрушения перерабатываемого материала.
Таким образом, в предлагаемом способе дозирования полимерных волокнистых материалов повышение точности дозирования достигнуто за счет того,
что пальцы на каждом из барабанов ус-
высить точность дозирования и сократановлены в разных плоскостях вращения с возможностью сообщения им разных угловых скоростей.
Предлагаемый способ позволяет по
тить расход волокнистого материала на 8-10% за счет повышения эффективности процесса, расчесывания, а также повысить надежность его работы за счет упрощения конструкции. Точность дозирования, в свою очередь, повьшга- ет качество изделий при прессовании за счет уменьшения процента брака по недопрессовке или по размерной точности, вызванного чрезмерными колебаниями навески по массе.
Формула изобретения
Способ дозирования полимерных волокнистых материалов путем подачи материалов между вращающимися навстречу друг другу барабанами с расположенными на них витками по винтовой линии пальцами, о тличающи й- с я тем, что, с целью повьш1ения точности дозирования за счет повьш1ения эффективности расчесывания материалов, угловые скорости вращения барабанов выбирают из соотношения ы,: и) 1:п, где п - число пальцев в одном
фиг. Г
фиг.2
5 Г
| ПИТАТЕЛЬ ДЛЯ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 0 |
|
SU219157A1 |
| Солесос | 1922 |
|
SU29A1 |
| Дозирующий питатель для волокнистых прессматериалов | 1976 |
|
SU574340A1 |
| Солесос | 1922 |
|
SU29A1 |
