Известные способы заточки дисковых шеверов заключаются в поочередном шлифовании боковых сторон зубьев шевера на специальных зубошлифовальных станках. Такой способ заточки является весьма сложной, трудоемкой и дорогостоящей операцией: стоимость заточки составляет примерно 30-40% стоимости нового шевера. Кроме того, вследствие низкой производительности надолго загружается и недостаточно эффективно используется дорогостояш:ее оборудование, предназначенное, в основном, для более ответственных операций.
Предложенный способ заточки дисковых шеверов свободен от указанных недостатков.
Сушность изобретения заключается в том, что заточку производят на обычных зубошевинговальных иди затыловочных станках путем взаимного беззазорного обкатывания шевера и инструмента, выполненного в виде шестерни, состоящей из композиции пластмасс с абразивным зерном, либо в виде металлической шестерни, армированной алмазной крошкой.
На чертеже показана принциниальиая схема заточки шевера описываемым способом.
По геометрическим параметрам заточный инструмент представляет собой эвольвентное колесо с нормальным модулем, углом зацепления и основным шагом, совпадаюшим с аналогичными параметрами подлежащего заточке шевера. Угол наклона зуба заточиого инструмента отличается от угла наклона зуба шевера на 10-20°.
Заточный инструмент / вынолнен в виде шестерни, состоящей из композиции пластмасс с абразивным зерном или в виде металлической шестерни, армированной алмазной крошкой.
Процесс заточки основан иа взаимном беззазорном обкатывании заточного инструмента / и шевера 2 при их перекрещивающихся осях.
Таким образом при заточке образуется винтовая пара: заточный инструмент-шевер.
Съем припуска с боковых сторон зубьев шевера происходит благодаря продольному скольжению между боковыми поверхностями сопряженных зубьев шевера и заточного инструмента.
Как показала практика, производительность заточки шеверов описываемым способом превысила в 20-30 раз производительность заточки известными способами.
Необходимые рабочие движения в процессе заточки дисковых шеeepQB на зубошевинговальных или затыловочпых станках показаны па схеме стрелками.
Предмет изобретения
1.Способ заточки дисковых шеверов, отличающийся тем, что,, с целью увеличения производительности и высвобождения дорогостоящего оборудования, заточку производят на зубошевинговальных или затыловочных станках путем взаимного беззазорного обкатывания шевера и инструмента, выполненного в виде щестерни.
2.Способ по п. 1, отличающийся тем, что шестерню (инструмент) выполняют из композиции пластмасс с абразивным зерном.
3.Способ по п. 1, отличающийся тем, что шестерню (инструмент) выполняют металлической и армируют алмазной крошкой.
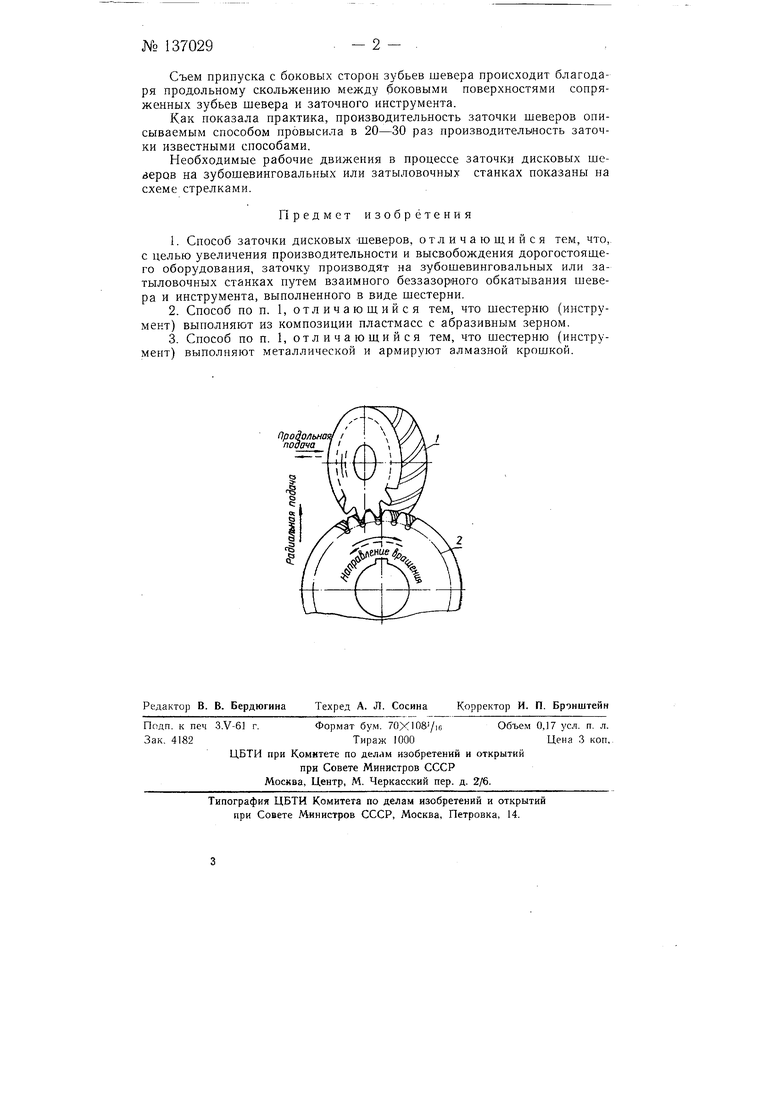
Ородо/1ьн1 подача
