1
Изобретение относится к машиностроению, в частности к способам чистовой обработки цилиндрических зубчатых колес.
Известен способ обработки цилиндрических зубчатых колес, при котором производят шлифование боковых поверхностей зубьев абразивным тарельчатым кругом сначала одной, а затем другой стороны зубьев обрабатываемого зубчатого колеса 1. Существенный недостаток способа заключается в невысокой производительности.
Целью изобретения является повышение производительности.
Указанная цель достигается тем, что обкатку производят в беззазорном зацеплении с использованием тормозного момента инструментом типа шевера, одну сторону зубьев которого оснащают алмазонесущим слоем. Кроме того, инструменту или обрабатываемому колесу сообщают радиальное нагружение.
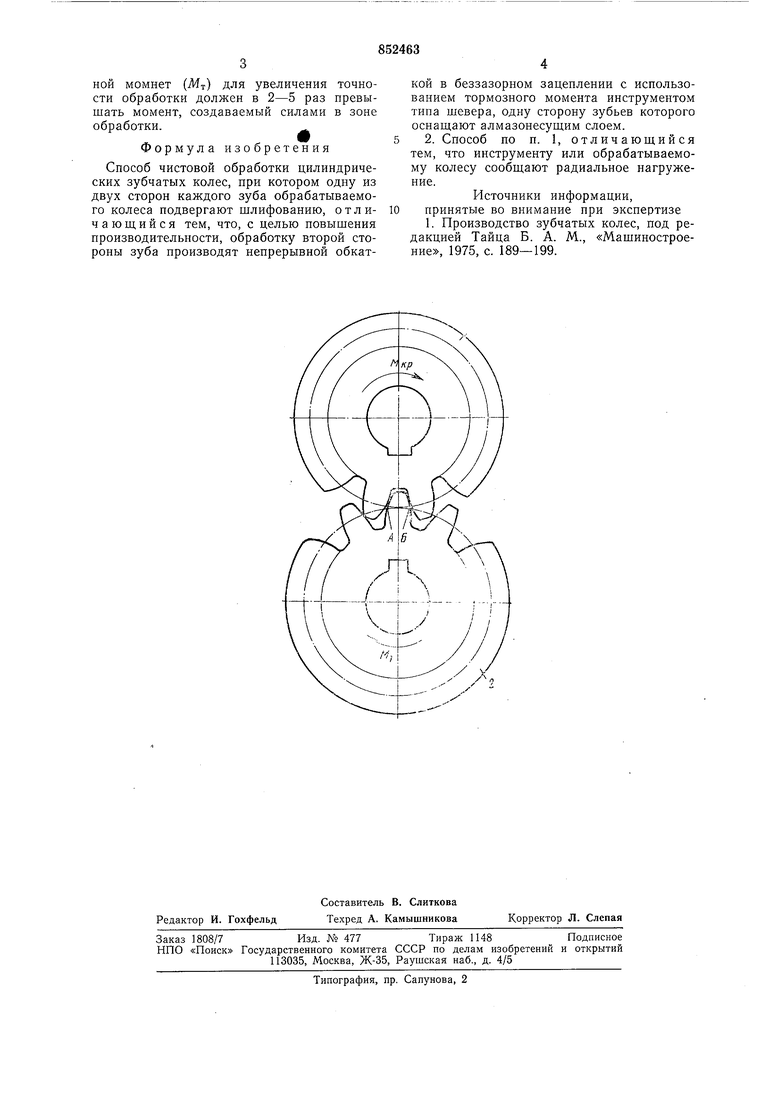
Предлагаемый способ поясняется чертежом, где показана схема обработки.
Способ чистовой обработки цилиндрических зубчатых колес осуществляют следующим образом.
Вначале производят шлифование одноименных боковых поверхностей зубьев детали абразивным кругом на зубошлифовальном станке, при этом получают точные одноименные боковые поверхности всех зубьев и используют их для обработки на втором этапе для жесткой кинемати5 ческой связи с инструментом.
Точные одноименные боковые поверхности всех зубьев, полученные на первом этапе обработки, обозначены буквой А, а обрабатываемые на втором этапе боковые по10 верхности всех зубьев - буквой Б.
На втором этапе обработку производят на обычных зубошевинговальных или зубохонинговальных станках методом обкатки инструментом типа зубчатого шевера, одна
15 сторона зубьев которого оснащена алмазонесущим слоем.
Инструмент 1 вводят в зацепление с обрабатываемым колесом 2 и прикладывают к инструменту крутящий момент (Мкр), а
20 к детали тормозной момент (М.). Вначале инструмент вводят в зацепление с обрабатываемым колесом таким образом, чтобы образовался боковой зазор между обрабатывающими поверхностями инструмента и
25 обрабатываемыми поверхностями зубчатого колеса. Затем производят радиальную подачу (5рад), при этом обрабатывающие поверхности инструмента и обрабатываемые поверхности зубчатого колеса сопри30 касаются и начинается обработка. Тормозной момнет (Мт) для увеличения точности обработки должен в 2-5 раз превышать момент, создаваемый силами в зоне обработки.
Формула изобретения
Способ чистовой обработки цилиндрических зубчатых колес, при котором одну из двух сторон каждого зуба обрабатываемого колеса подвергают шлифованию, отличающийся тем, что, с целью повышения производительности, обработку второй стороны зуба производят непрерывной обкаткой в беззазорпом зацеплении с использованием тормозного момента инструментом типа шевера, одну сторону зубьев которого оснаш,ают алмазонесушим слоем.
2. Способ по п. 1, отличающийся тем, что инструменту или обрабатываемому колесу сообщают радиальное нагружение.
Источники информации, принятые во внимание при экспертизе 1. Производство зубчатых колес, под редакцией Тайца Б. А. М., «Машиностроение, 1975, с. 189-199.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРАВЯЩИЙ ИНСТРУМЕНТ | 2000 |
|
RU2208510C2 |
| Способ электрохимикомеханической обработки арочных зубьев цилиндрических зубчатых колес | 2018 |
|
RU2701977C1 |
| ИНСТРУМЕНТ ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ БОЧКООБРАЗНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2428286C1 |
| СПОСОБ ЗУБОИГЛОШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2446035C2 |
| ЗУБОИГЛОШЕВЕР | 2010 |
|
RU2440217C1 |
| СПОСОБ ЗУБОИГЛОШЕВИНГОВАНИЯ | 2007 |
|
RU2344024C1 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И ФАСОК НА ТОРЦАХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС БОЛЬШИХ ТИПОРАЗМЕРОВ НА УНИВЕРСАЛЬНЫХ ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ | 2009 |
|
RU2410209C1 |
| ИГЛОШЕВЕР ДЛЯ ЧЕРВЯЧНЫХ КОЛЕС | 2007 |
|
RU2344025C1 |
| СПОСОБ ЭЛЕКТРОАЛМАЗНОЙ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2002 |
|
RU2212318C1 |
| Инструмент для чистовой обработки цилиндрических зубчатых колес | 1986 |
|
SU1388210A1 |
